
一种锆材表面镀铜方法.pdf

灵慧****89


1/8
2/8
3/8

4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种锆材表面镀铜方法.pdf
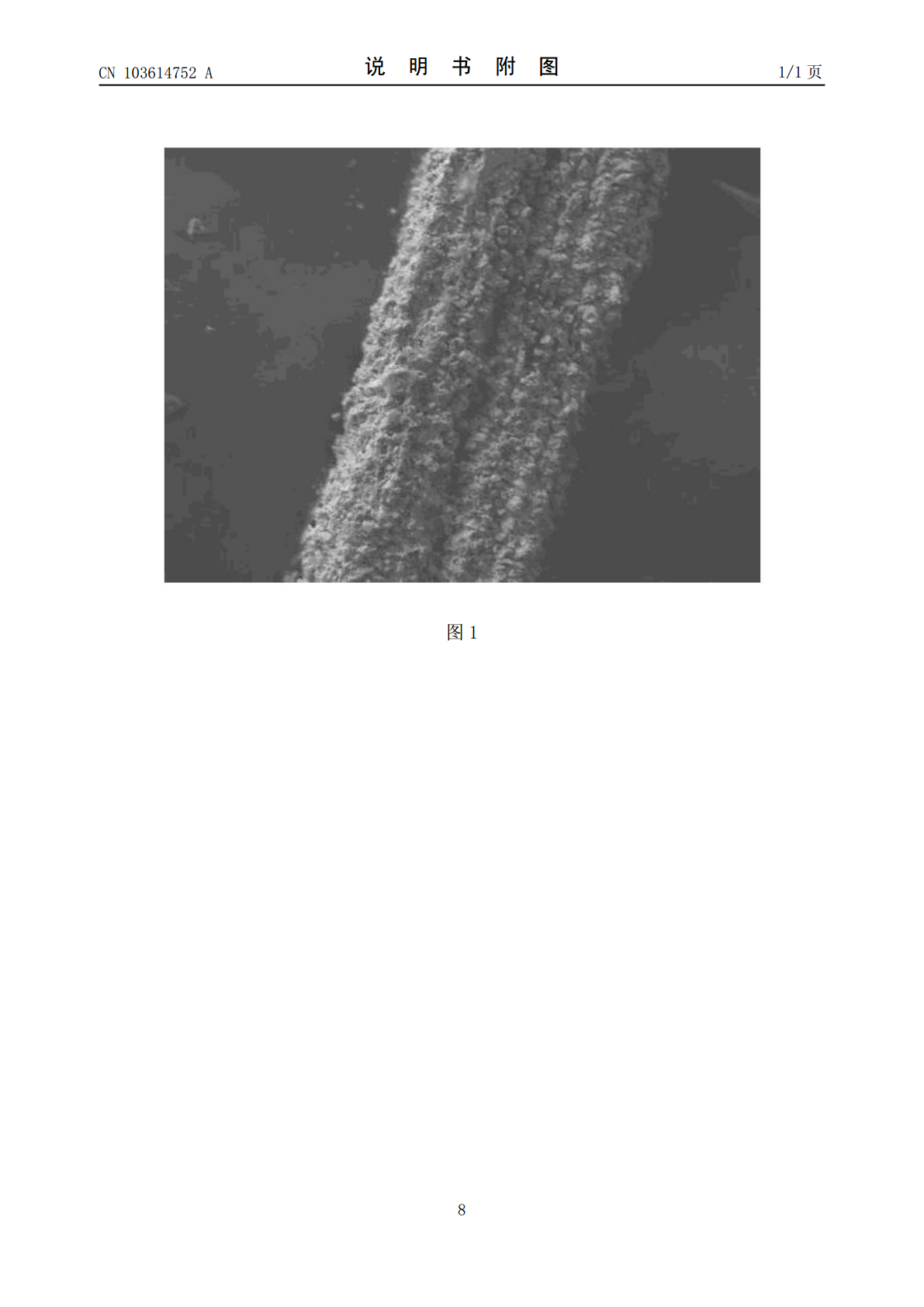
本发明公开了一种锆材表面镀铜方法,该方法为:一、将锆材用酒精擦拭除脂,然后用水冲洗干净;二、将冲洗后的锆材置于酸洗液中进行酸洗,然后将酸洗后的锆材水洗去除残留酸;三、将去除残留酸的锆材置于NH4HF2溶液中进行预膜处理;四、将经预膜处理后的锆材置于电镀液中进行电镀覆铜,然后将电镀覆铜后的锆材冲洗干净后烘干。本发明通过预膜处理可在锆材表面形成蜂窝状结构,克服了锆材表面难以形成致密、均匀镀层的缺点,与未经预膜处理的光滑锆材表面相比,铜离子更容易在锆材表面附着,镀层结合力更强,镀层厚度可达0.05mm~0.20

一种氧化锆表面处理的方法.pdf
本发明公开了牙科修复技术领域的一种氧化锆表面处理的方法,该方法的具体步骤如下:对牙科用氧化锆锆块进行加工处理,打磨成氧化锆牙冠;然后使用氧化锆染色液对牙冠进行染色,并烘干染色液,使用氧化锆结晶炉对氧化锆进行烧结处理;将氧化锆牙冠浸泡在表面处理溶液中,确保牙冠的内外表面都接触到溶液,牙冠的内表面用于粘接在基牙上,外表面用于上瓷或者上釉;把表面处理后的氧化锆牙冠从溶液中取出并清洗,对牙冠进行上瓷或者上釉,本发明通过氧化锆牙冠的内表面粘接在基牙上,外表面经过表面酸蚀处理后上瓷或者上釉,可改善基牙与氧化锆牙冠之间
一种钴钽锆靶材的制备方法.pdf
本发明揭示了一种钴钽锆靶材的制备方法,包括以下步骤:按照靶材所需的配比称量Co、Zr和Ta原材料,将原材料装入磁悬浮感应熔炼炉的水冷坩埚内,得到混合物料;将混合物料进行熔炼后得到合金锭;将合金锭进行精炼后得到合金熔体;将合金熔体进行浇铸后得到铸锭;将铸锭进行热轧后得到靶坯;将靶坯进行机加工后得到靶材。本发明提供的一种钴钽锆靶材的制备方法,通过结合熔炼、精炼两种不同的方式制备钴钽锆合金靶材,能有效解决现有技术制备钴钽锆合金靶材纯度底、晶粒大小分布不均且工艺复杂的技术问题。
一种碳纤维表面镀铜工艺.pdf
本发明涉及一种碳纤维表面镀铜工艺,包括以下步骤:S1:去胶;S2:粗化;S3:中和;S4:敏化;S5:活化;S6:还原;S7:将步骤S6处理后的碳纤维放置到电镀液中进行电镀。本发明工艺消除碳纤维表面磁性,有效解决了对碳纤维镀铜时常发生的碳纤维素“黑心”问题,电镀铜后碳纤维和镀层结合紧密,电镀铜碳纤维镀覆均匀,碳纤维直径增加,电阻减小,电阻率明显下降,导电性比未镀铜碳纤维有了显著提。

一种改善合金焊丝表面镀铜色差的控制方法.pdf
一种改善合金焊丝表面镀铜色差的控制方法,属于铸坯加热技术领域。步骤及参数为,控制加热炉加热工艺,预热段温度700‑800℃,加热炉一段炉温850‑950℃,二段炉温950‑1000℃,均热段炉温1050‑1150℃;控步方式采用两步空一步;双蓄热加热炉内气氛残氧控制在≤3%。优点在于,通过调整铸坯在加热炉内的总加热时间和均热段的时间,减轻铸坯形成Fe