
一种塑料挤压成型加工方法及设备.pdf

Ke****67

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种塑料挤压成型加工方法及设备.pdf
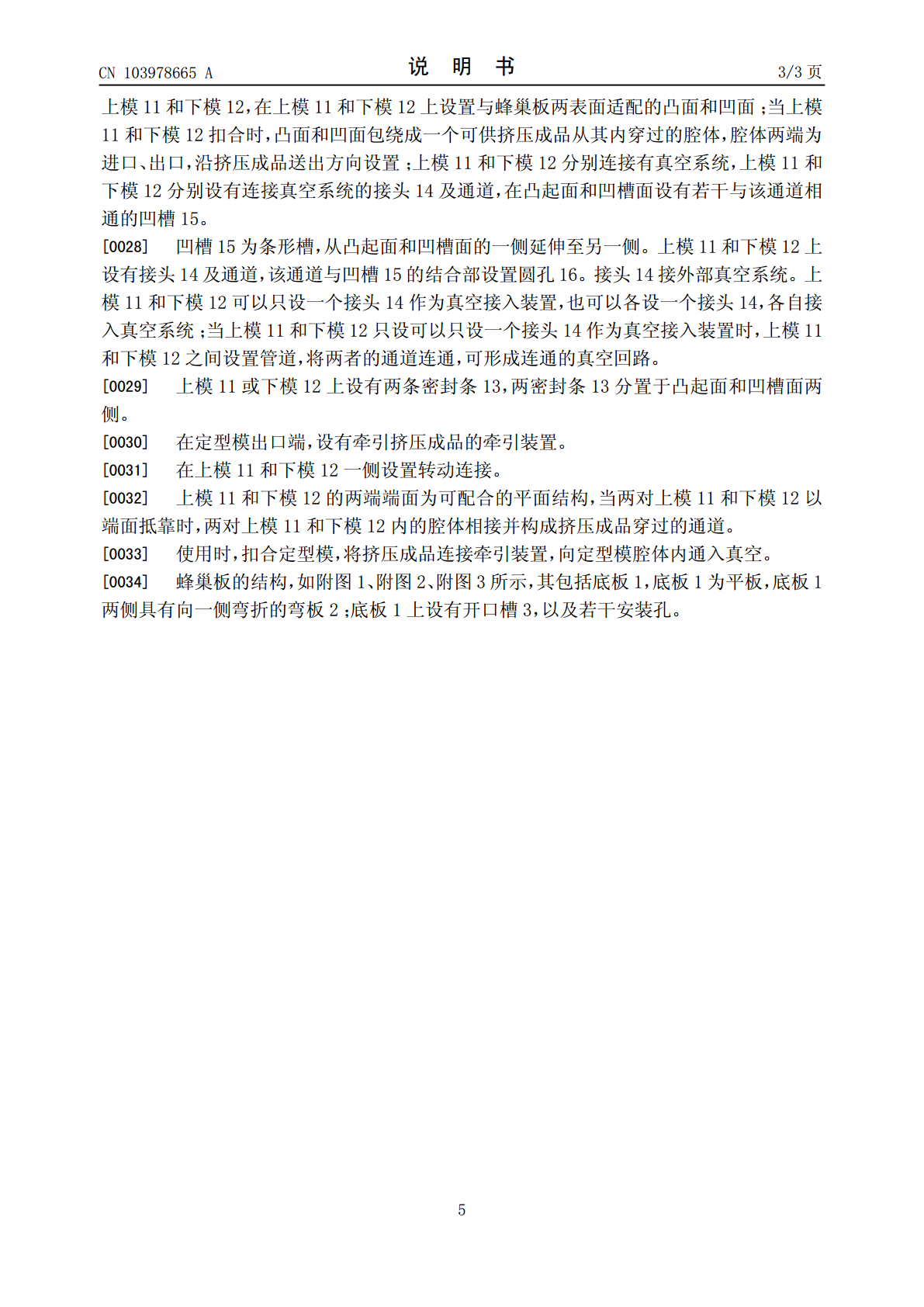
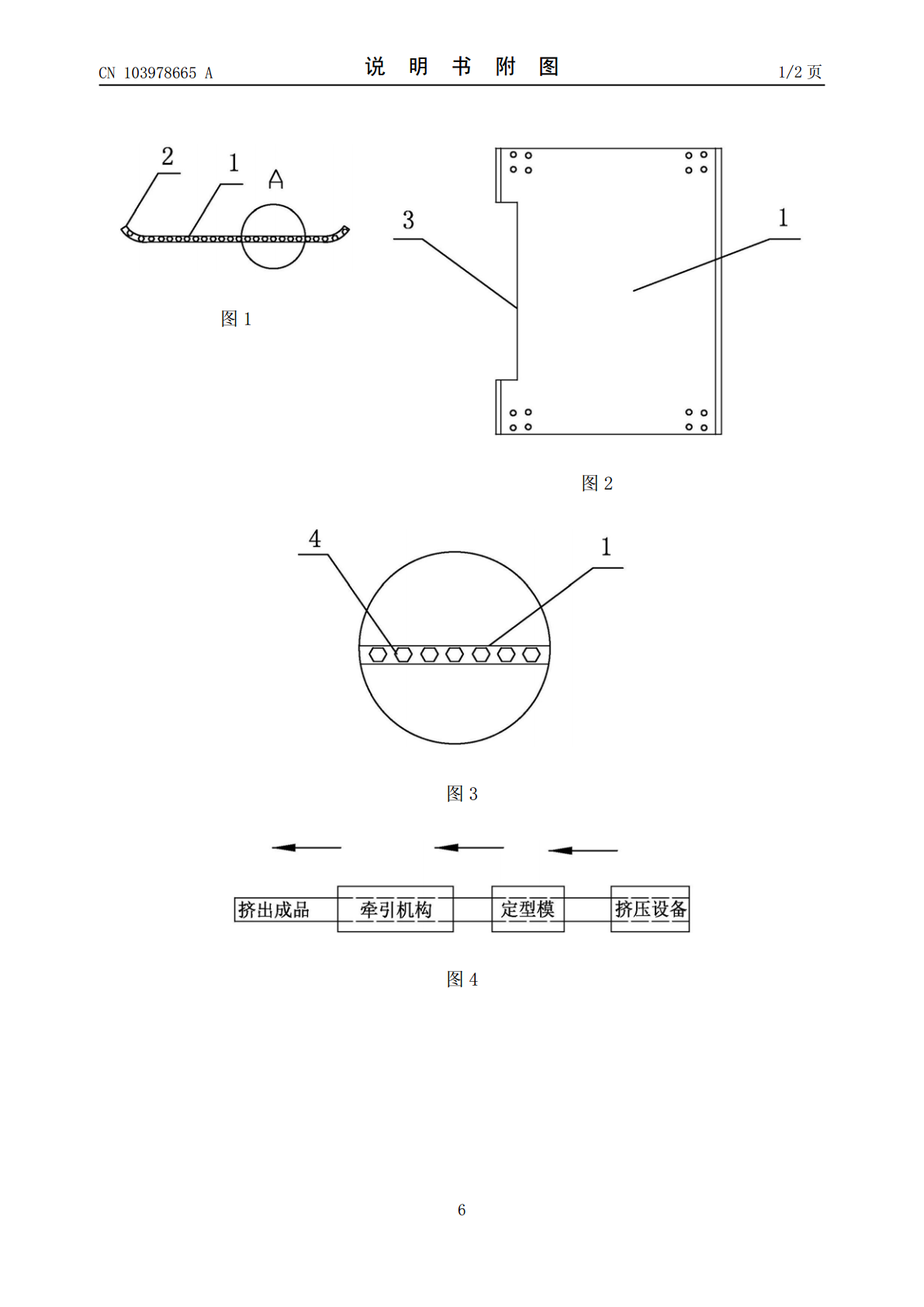
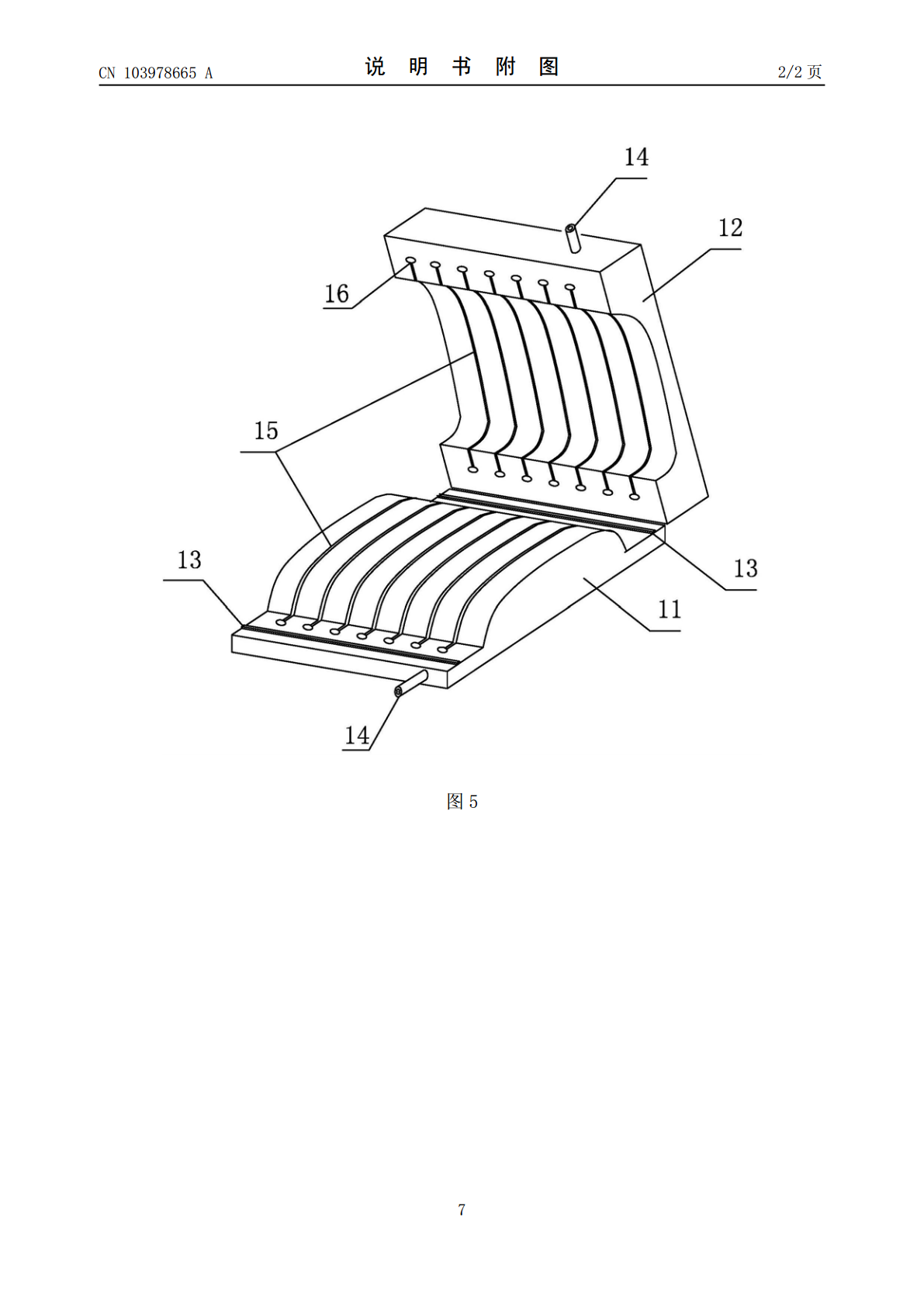
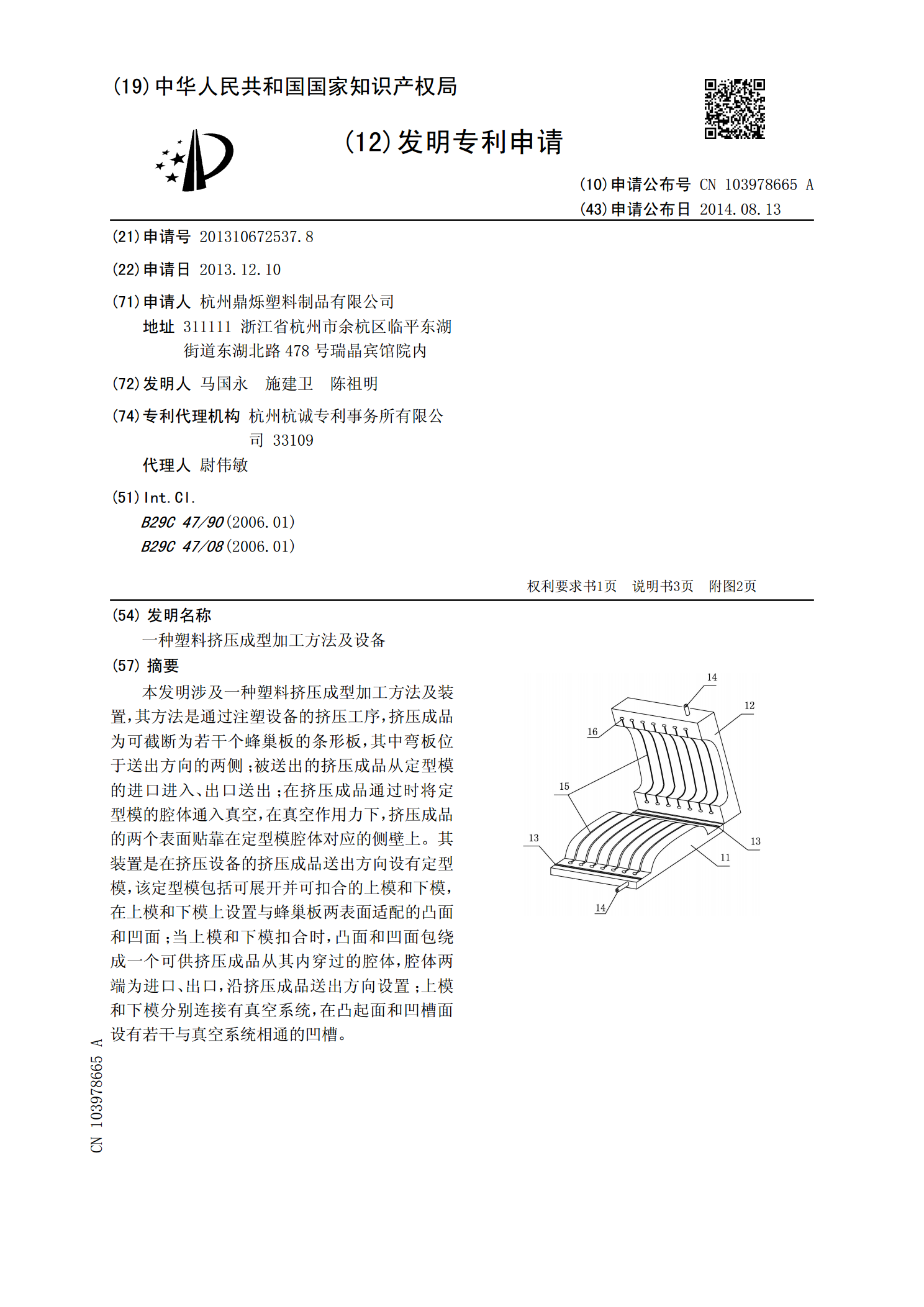
本发明涉及一种塑料挤压成型加工方法及装置,其方法是通过注塑设备的挤压工序,挤压成品为可截断为若干个蜂巢板的条形板,其中弯板位于送出方向的两侧;被送出的挤压成品从定型模的进口进入、出口送出;在挤压成品通过时将定型模的腔体通入真空,在真空作用力下,挤压成品的两个表面贴靠在定型模腔体对应的侧壁上。其装置是在挤压设备的挤压成品送出方向设有定型模,该定型模包括可展开并可扣合的上模和下模,在上模和下模上设置与蜂巢板两表面适配的凸面和凹面;当上模和下模扣合时,凸面和凹面包绕成一个可供挤压成品从其内穿过的腔体,腔体两端为
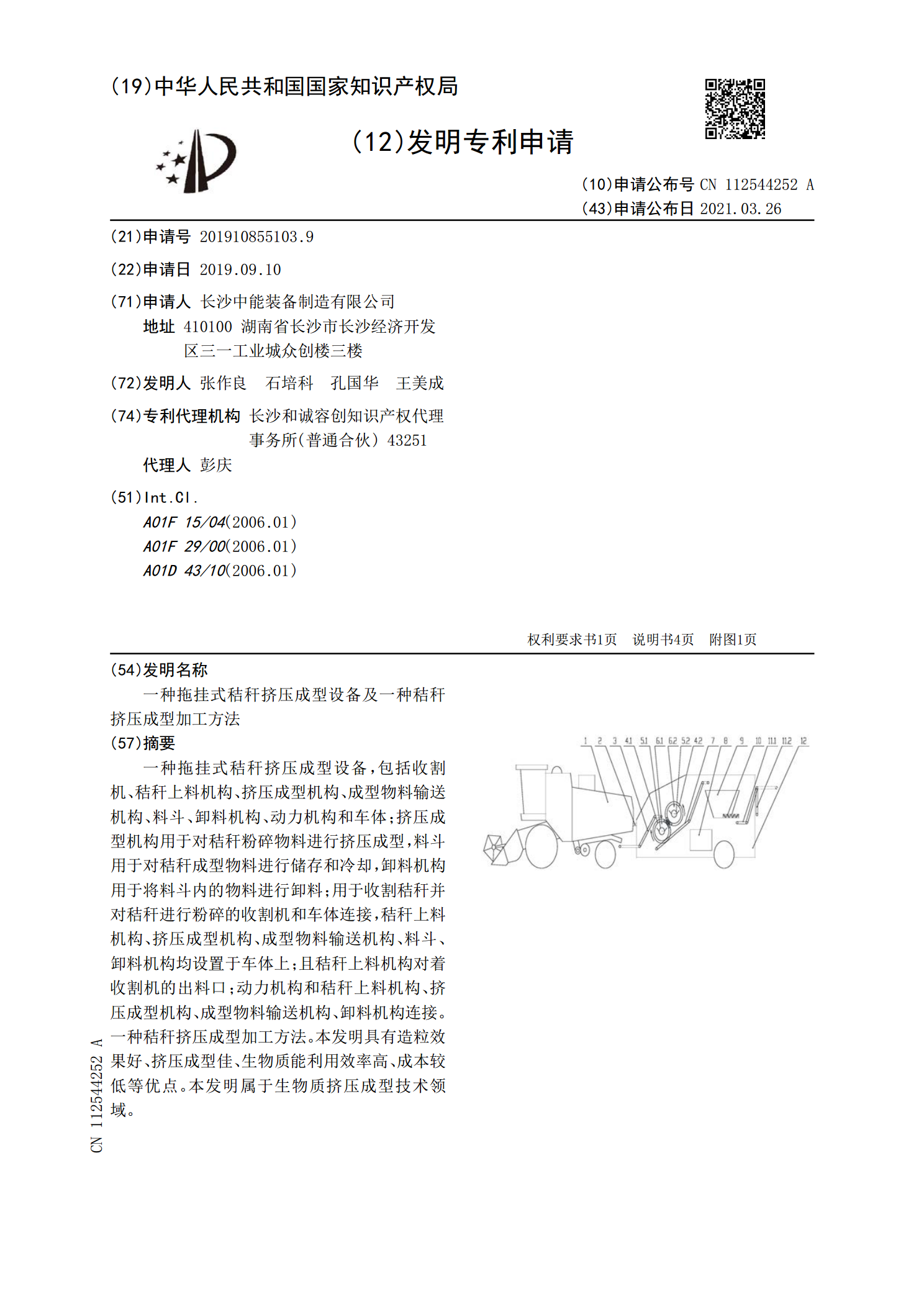
一种拖挂式秸秆挤压成型设备及一种秸秆挤压成型加工方法.pdf
一种拖挂式秸秆挤压成型设备,包括收割机、秸秆上料机构、挤压成型机构、成型物料输送机构、料斗、卸料机构、动力机构和车体;挤压成型机构用于对秸秆粉碎物料进行挤压成型,料斗用于对秸秆成型物料进行储存和冷却,卸料机构用于将料斗内的物料进行卸料;用于收割秸秆并对秸秆进行粉碎的收割机和车体连接,秸秆上料机构、挤压成型机构、成型物料输送机构、料斗、卸料机构均设置于车体上;且秸秆上料机构对着收割机的出料口;动力机构和秸秆上料机构、挤压成型机构、成型物料输送机构、卸料机构连接。一种秸秆挤压成型加工方法。本发明具有造粒效果好
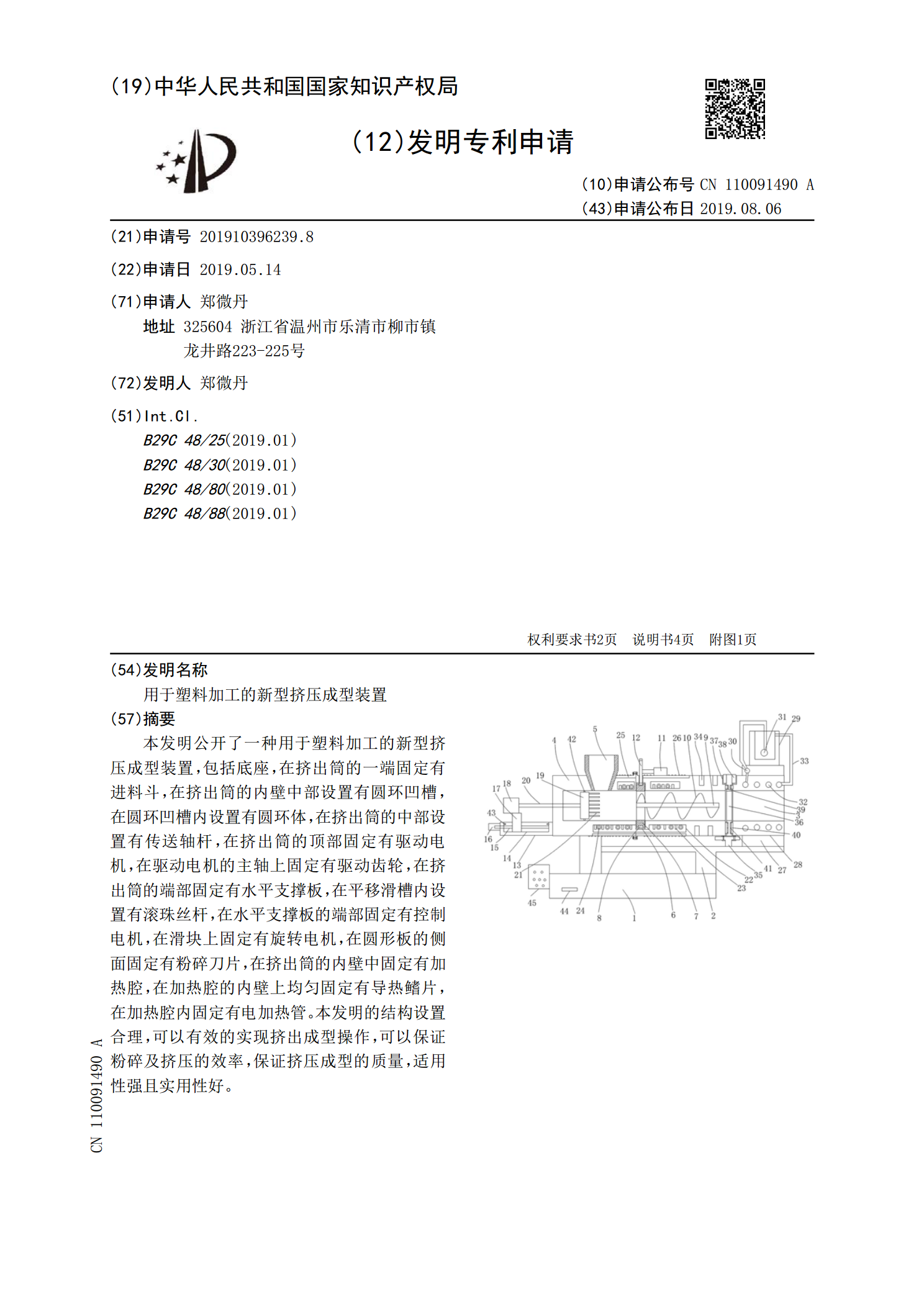
用于塑料加工的新型挤压成型装置.pdf
本发明公开了一种用于塑料加工的新型挤压成型装置,包括底座,在挤出筒的一端固定有进料斗,在挤出筒的内壁中部设置有圆环凹槽,在圆环凹槽内设置有圆环体,在挤出筒的中部设置有传送轴杆,在挤出筒的顶部固定有驱动电机,在驱动电机的主轴上固定有驱动齿轮,在挤出筒的端部固定有水平支撑板,在平移滑槽内设置有滚珠丝杆,在水平支撑板的端部固定有控制电机,在滑块上固定有旋转电机,在圆形板的侧面固定有粉碎刀片,在挤出筒的内壁中固定有加热腔,在加热腔的内壁上均匀固定有导热鳍片,在加热腔内固定有电加热管。本发明的结构设置合理,可以有效

塑料的加工成型方法.doc
塑料的加工成型方法塑料成型加工是一门工程技术,所涉及的内容是将塑料转变为塑料制品的各种工艺。在转变过程中常会发生以下一种或几种情况,如聚合物的流变以及物理、化学性能的变化等。塑料成型的方法很多.(1)压缩模型压缩.模型又称模压;是模型料在闭合模腔内借助加压(一般尚须加热)的成型方法.:通常,压缩模塑适用于热固性塑料,_如酚醛塑料、氨基塑料、不饱和聚醋塑料等.。压缩模塑由预压、预热和模压三个过程组成;预压:为改替制品质量和提高模塑效率等,将粉料或纤维状模塑料预先压成一定形状的操作。模压:在模具内加人所需量的
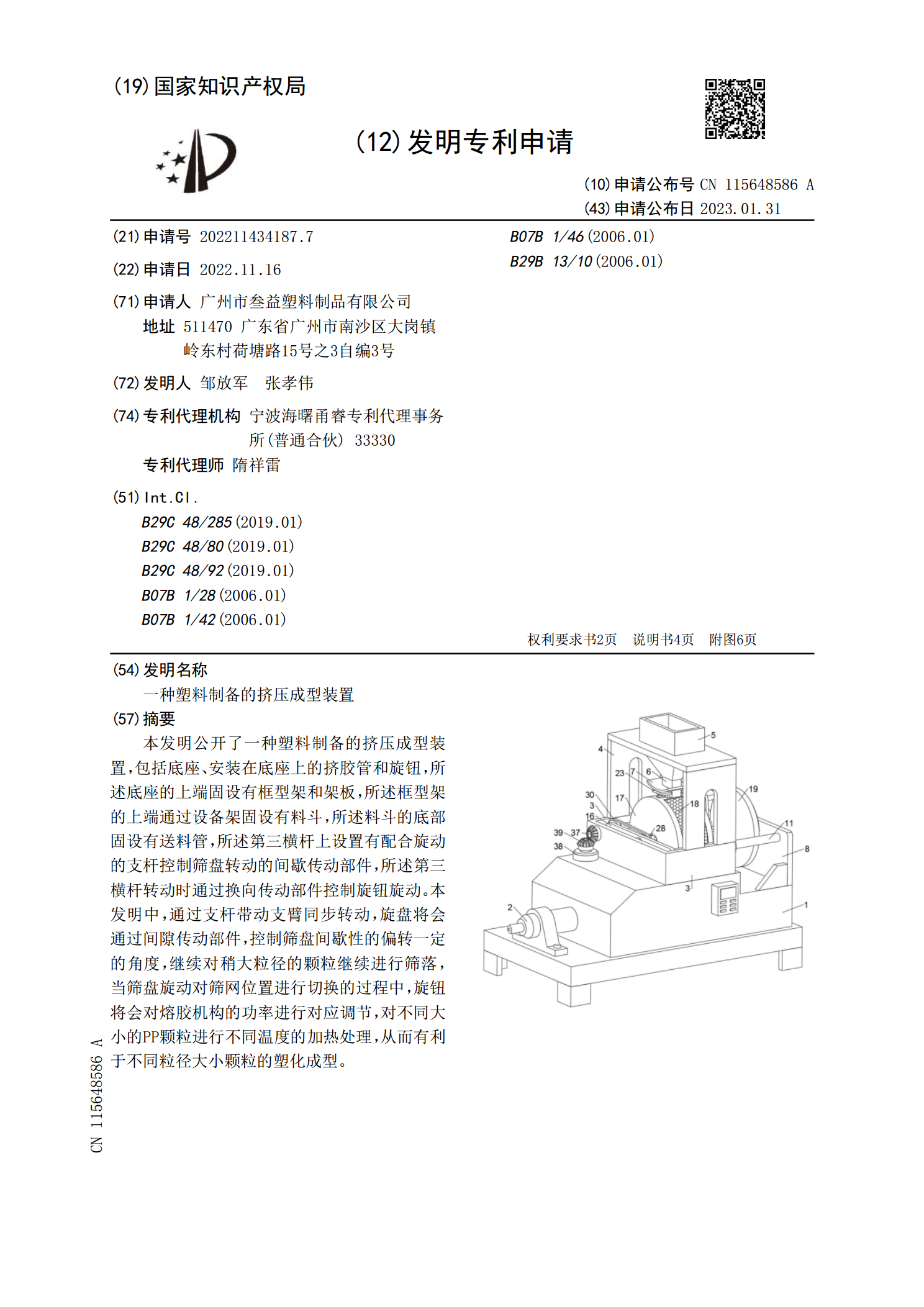
一种塑料制备的挤压成型装置.pdf
本发明公开了一种塑料制备的挤压成型装置,包括底座、安装在底座上的挤胶管和旋钮,所述底座的上端固设有框型架和架板,所述框型架的上端通过设备架固设有料斗,所述料斗的底部固设有送料管,所述第三横杆上设置有配合旋动的支杆控制筛盘转动的间歇传动部件,所述第三横杆转动时通过换向传动部件控制旋钮旋动。本发明中,通过支杆带动支臂同步转动,旋盘将会通过间隙传动部件,控制筛盘间歇性的偏转一定的角度,继续对稍大粒径的颗粒继续进行筛落,当筛盘旋动对筛网位置进行切换的过程中,旋钮将会对熔胶机构的功率进行对应调节,对不同大小的PP颗