
可反复涂覆的薄壁大规格蜂窝陶瓷载体模具的制造方法.pdf

一吃****福乾


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

可反复涂覆的薄壁大规格蜂窝陶瓷载体模具的制造方法.pdf
本发明涉及一种可反复涂覆的薄壁大规格蜂窝陶瓷载体模具的制造方法,载体模具包括主模,主模上带有多个进料孔及与进料孔相对应的出料槽;所述制造方法包括:用模具钢或其他合金钢钢材制作模板毛坯;编制进料孔钻孔加工程序,在数控深孔钻钻孔;编制线切割加工程序,在线切割机床上加工出料槽;在挤出机上预挤压,对进料孔和出料槽内表面进行研磨去毛刺和抛光;对所述载体模具的进料孔及出料槽的表面进行首次涂覆加工;利用涂覆后的所述载体模具进行第一次批量生产蜂窝陶瓷,挤出成型一定数量的陶瓷坯体后,再对所述载体模具的进料孔及出料槽进行第二
一种薄壁大规格蜂窝陶瓷载体及其制备方法.pdf
本发明公开了一种薄壁大规格蜂窝陶瓷载体及其制备方法,其原料包括高岭土、氧化铝、二氧化硅、滑石粉、钛酸铝微粉等;制备方法包括:将高岭土、氧化铝、二氧化硅、滑石粉、钛酸铝微粉、磷酸锆、磷酸铈混合,搅拌均匀,得到混合料;将丙三醇、羟丙基甲基纤维素加入到水中,得到添加剂溶液;将混合料与添加剂溶液混合,搅拌均匀后经过捏合、陈腐、真空练泥得到泥料;将泥料通过模具在压力下挤出,得到圆柱形蜂窝陶瓷湿坯体,经干燥、焙烧得到薄壁大规格蜂窝载体。本发明提供的薄壁大规格蜂窝陶瓷载体的圆面直径可以达到300‑350mm,孔密度达到
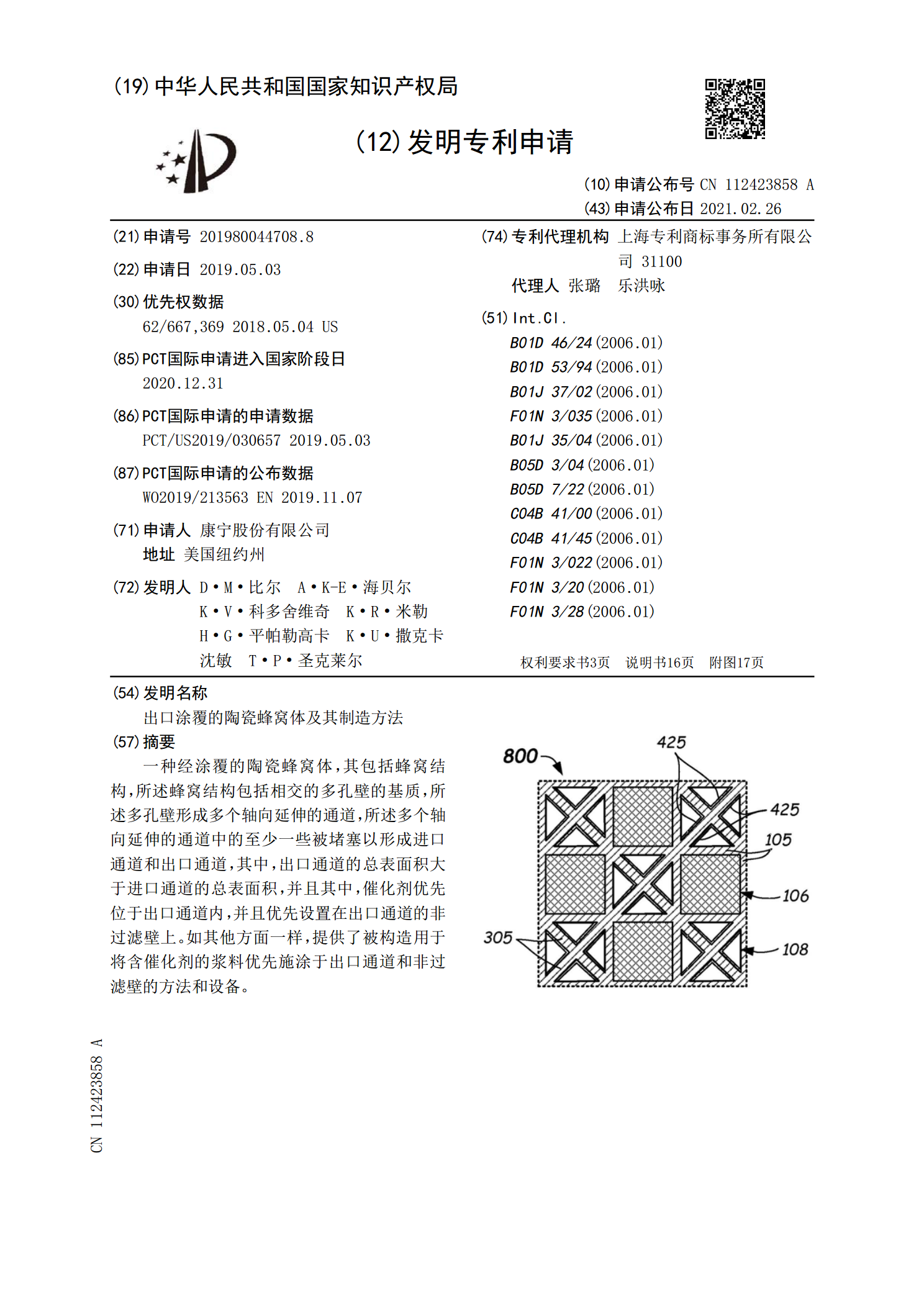
出口涂覆的陶瓷蜂窝体及其制造方法.pdf
一种经涂覆的陶瓷蜂窝体,其包括蜂窝结构,所述蜂窝结构包括相交的多孔壁的基质,所述多孔壁形成多个轴向延伸的通道,所述多个轴向延伸的通道中的至少一些被堵塞以形成进口通道和出口通道,其中,出口通道的总表面积大于进口通道的总表面积,并且其中,催化剂优先位于出口通道内,并且优先设置在出口通道的非过滤壁上。如其他方面一样,提供了被构造用于将含催化剂的浆料优先施涂于出口通道和非过滤壁的方法和设备。
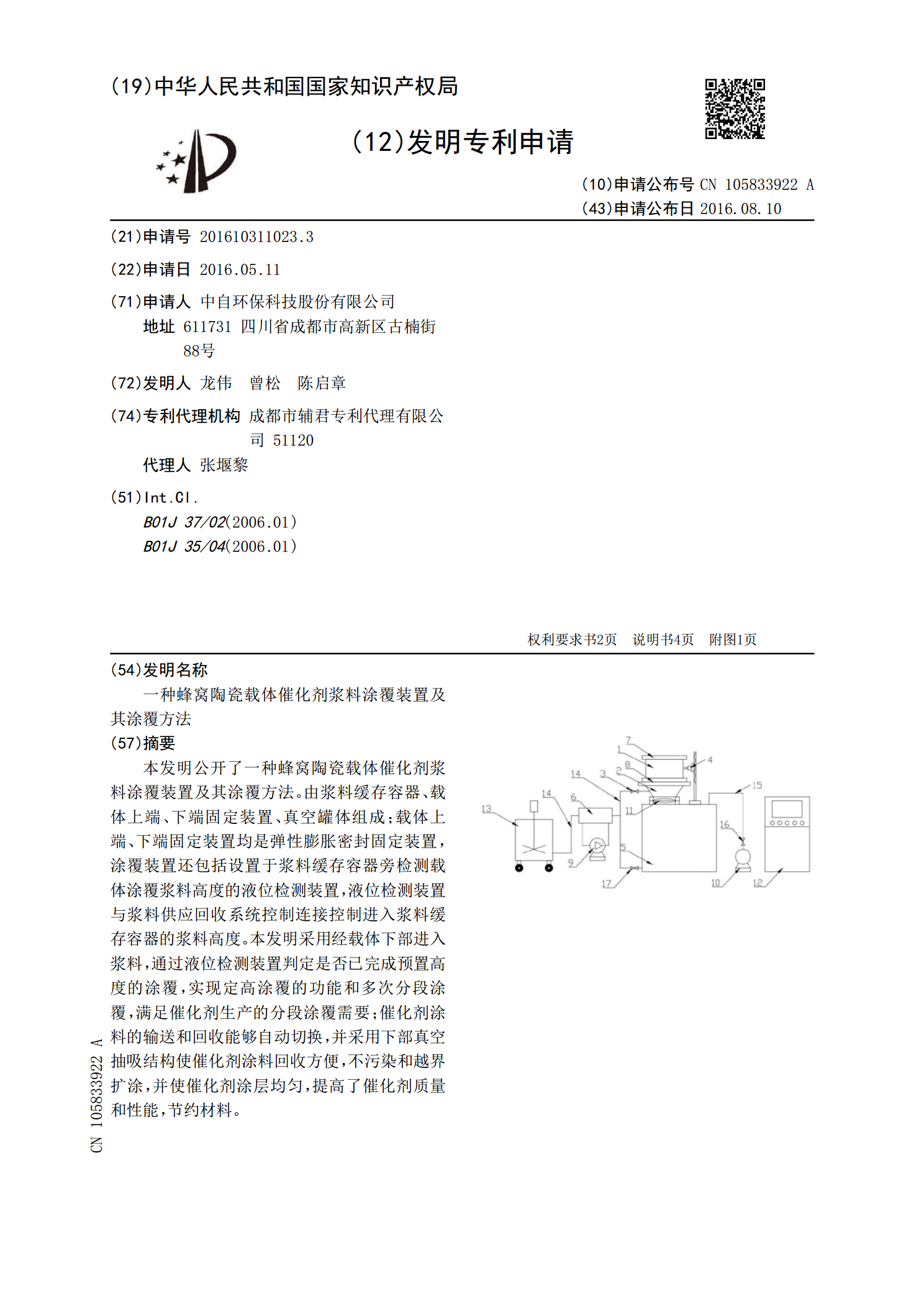
一种蜂窝陶瓷载体催化剂浆料涂覆装置及其涂覆方法.pdf
本发明公开了一种蜂窝陶瓷载体催化剂浆料涂覆装置及其涂覆方法。由浆料缓存容器、载体上端、下端固定装置、真空罐体组成;载体上端、下端固定装置均是弹性膨胀密封固定装置,涂覆装置还包括设置于浆料缓存容器旁检测载体涂覆浆料高度的液位检测装置,液位检测装置与浆料供应回收系统控制连接控制进入浆料缓存容器的浆料高度。本发明采用经载体下部进入浆料,通过液位检测装置判定是否已完成预置高度的涂覆,实现定高涂覆的功能和多次分段涂覆,满足催化剂生产的分段涂覆需要;催化剂涂料的输送和回收能够自动切换,并采用下部真空抽吸结构使催化剂涂

一种超大规格蜂窝陶瓷载体的制造方法.pdf
一种超大规格蜂窝陶瓷载体的制造方法,该方法先通过将超大规格蜂窝陶瓷载体分割成较小的拼接单元块;然后单独生产拼接单元块,再将拼接单元块拼接成目标产品;与现有技术相比,本发明的有益效果是:能够根据客户的要求生产任意直径、高度小于1000mm、孔密度小于600目、格子壁厚大于0.10mm的任意规格的蜂窝陶瓷载体。