
耐高温隔热透波蜂窝C夹层天线罩一体化成型方法.pdf

闪闪****魔王

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

耐高温隔热透波蜂窝C夹层天线罩一体化成型方法.pdf
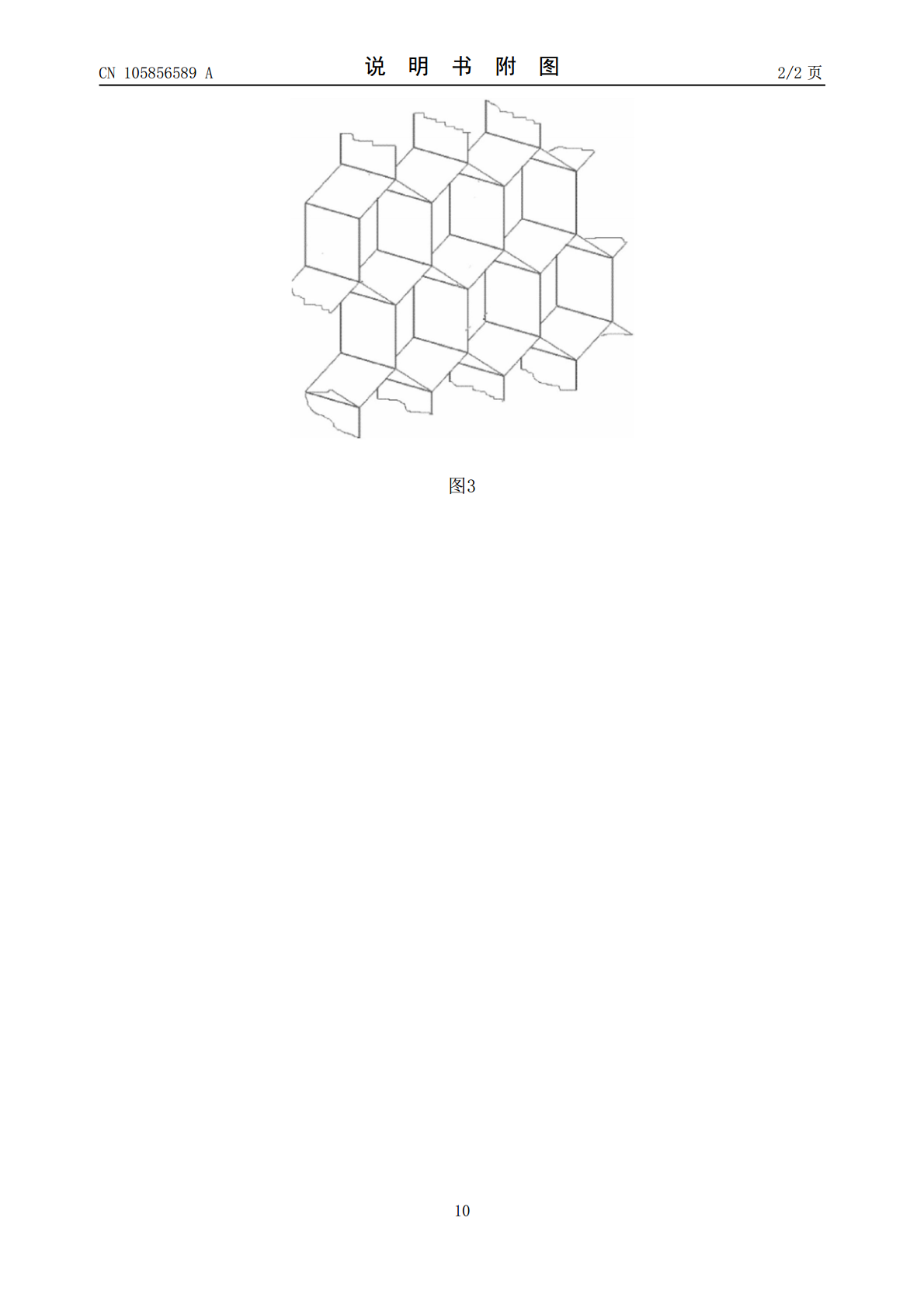
耐高温隔热透波蜂窝C夹层天线罩一体化成型方法,涉及复合材料结构成型工艺方法领域;本发明通过耐高温聚酰亚胺蜂窝芯材制备、气凝胶填充蜂窝芯格、石英/聚酰亚胺复合材料法兰连接框预固化、石英/聚酰亚胺蒙皮成型、耐高温胶膜粘接组装、包覆、固化、机加等步骤实现。天线罩示意图如图1所示,本发明采用芯材、蒙皮和连接法兰“分步法”制备的方式,利用热压罐成型工艺方法,一次整体成型,解决了耐高温蜂窝夹层结构天线罩多功能一体化的难题,使该天线罩既耐高温的同时又兼具隔热、透波的设计要求;同时巧妙地将天线罩回型法兰连接结构与天线罩本
一种高透波轻质蜂窝夹层防弹天线罩.pdf
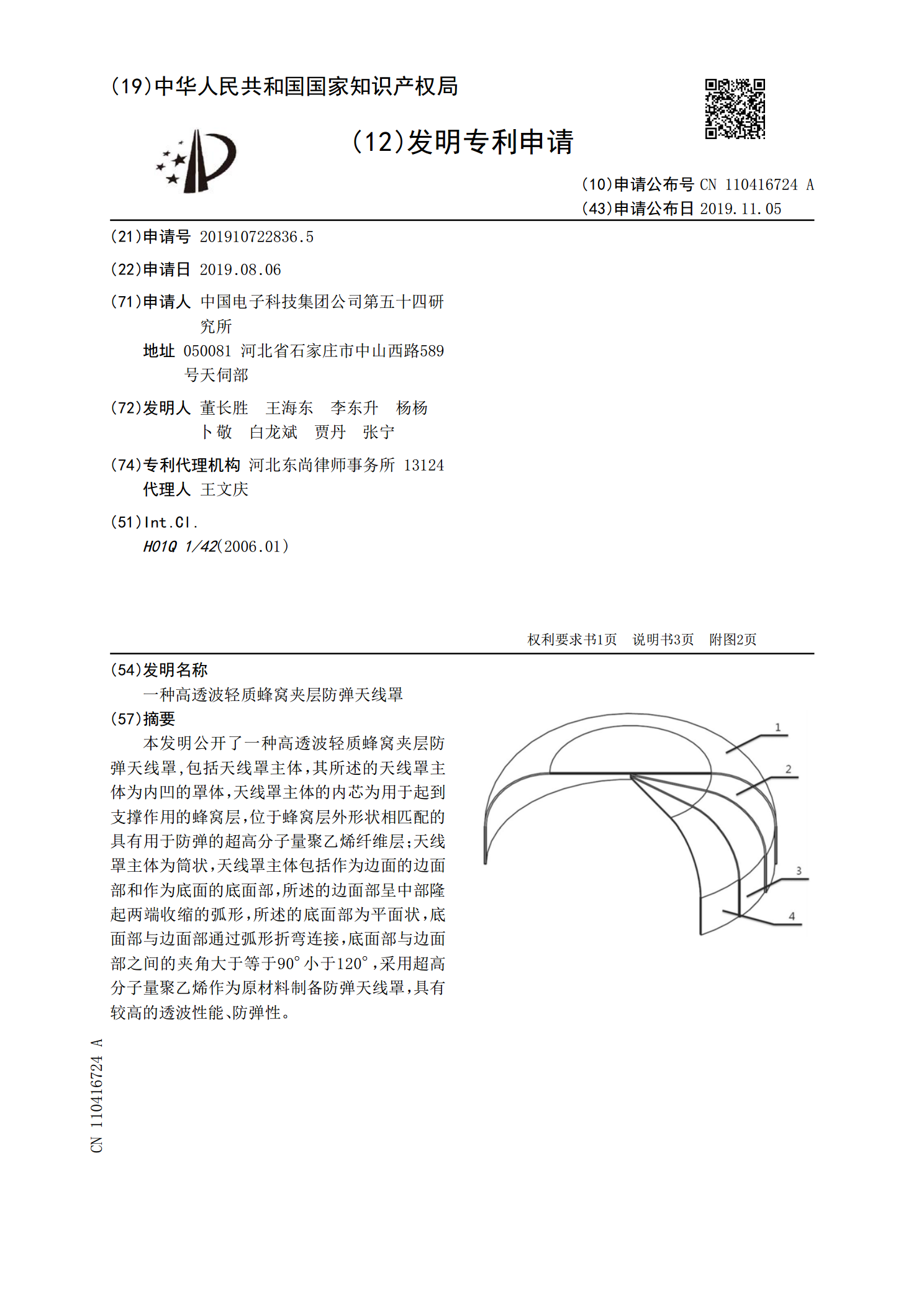
本发明公开了一种高透波轻质蜂窝夹层防弹天线罩,包括天线罩主体,其所述的天线罩主体为内凹的罩体,天线罩主体的内芯为用于起到支撑作用的蜂窝层,位于蜂窝层外形状相匹配的具有用于防弹的超高分子量聚乙烯纤维层;天线罩主体为筒状,天线罩主体包括作为边面的边面部和作为底面的底面部,所述的边面部呈中部隆起两端收缩的弧形,所述的底面部为平面状,底面部与边面部通过弧形折弯连接,底面部与边面部之间的夹角大于等于90°小于120°,采用超高分子量聚乙烯作为原材料制备防弹天线罩,具有较高的透波性能、防弹性。

耐高温隐身透波一体化天线罩材料的研究进展.docx
耐高温隐身透波一体化天线罩材料的研究进展随着现代科技的发展,人们对通信技术的要求也越来越高。而通信的核心是天线,为了让天线的性能更好,科学家、工程师们不断地研究和开发新材料、新工艺,其中之一就是耐高温隐身透波一体化天线罩材料。本文将为大家介绍该材料的研究进展。首先,什么是耐高温隐身透波一体化天线罩材料呢?简单来说,它是一种用于天线罩的材料,具有耐高温、隐身和透波等特点。耐高温指的是在高温环境下,该材料能够保持良好的性能;隐身则是指在电磁波频段内,该材料能够起到隐身作用,不被探测到;透波则是指该材料能够透波
一种冠形复合材料蜂窝夹层天线罩及其成型工装、方法.pdf
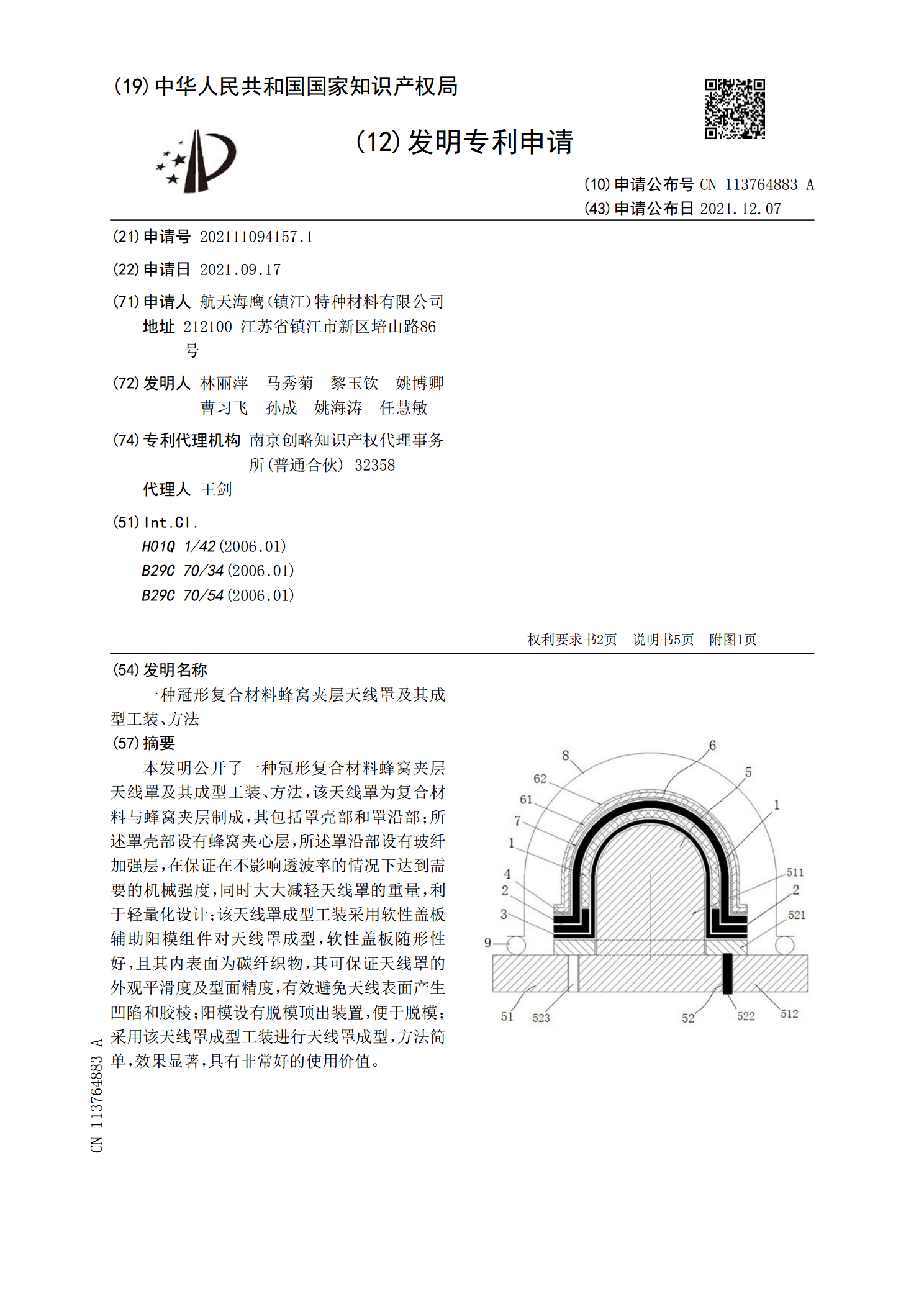
本发明公开了一种冠形复合材料蜂窝夹层天线罩及其成型工装、方法,该天线罩为复合材料与蜂窝夹层制成,其包括罩壳部和罩沿部;所述罩壳部设有蜂窝夹心层,所述罩沿部设有玻纤加强层,在保证在不影响透波率的情况下达到需要的机械强度,同时大大减轻天线罩的重量,利于轻量化设计;该天线罩成型工装采用软性盖板辅助阳模组件对天线罩成型,软性盖板随形性好,且其内表面为碳纤织物,其可保证天线罩的外观平滑度及型面精度,有效避免天线表面产生凹陷和胶棱;阳模设有脱模顶出装置,便于脱模;采用该天线罩成型工装进行天线罩成型,方法简单,效果显著
吸波透波一体化装置及天线罩.pdf
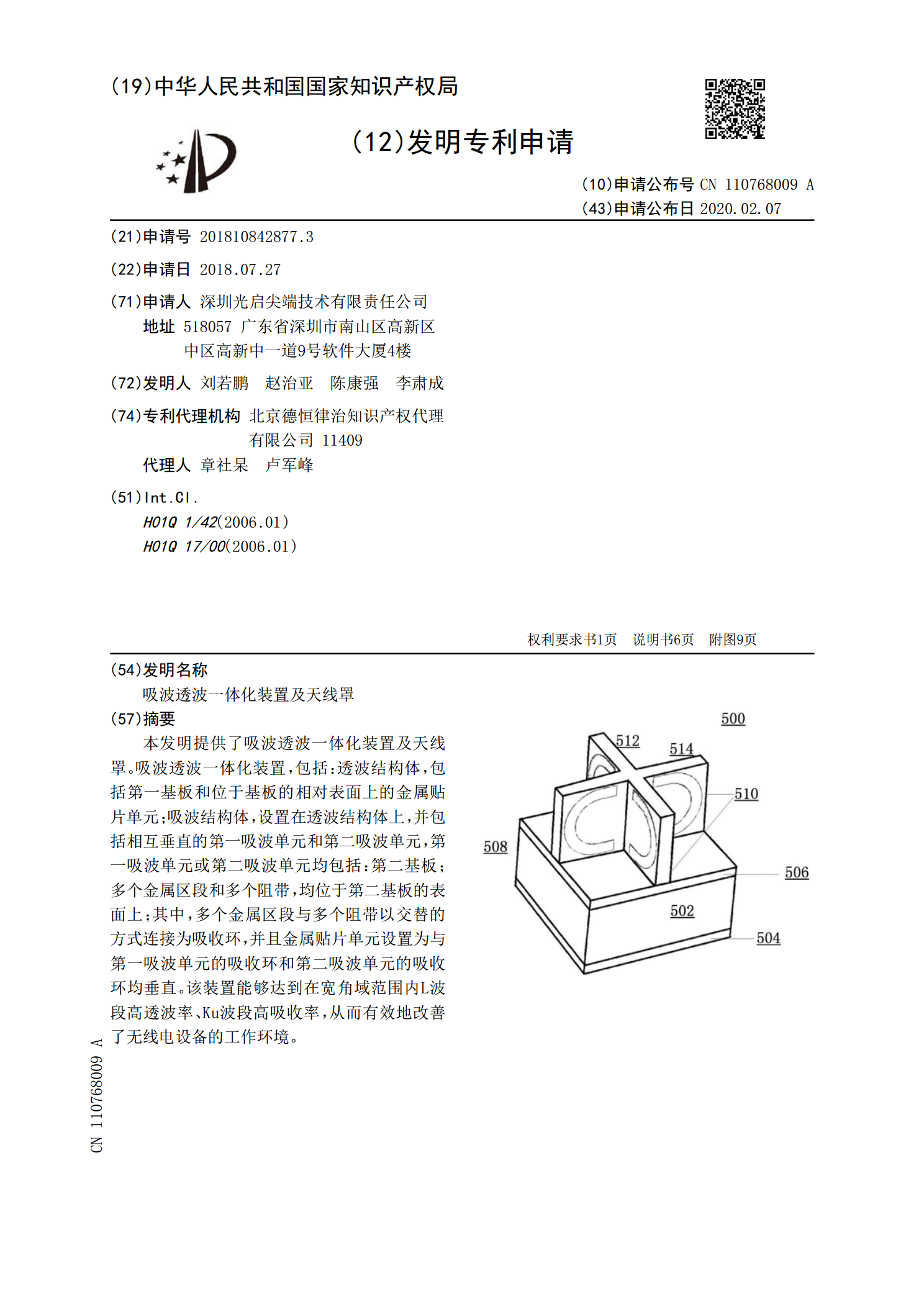
本发明提供了吸波透波一体化装置及天线罩。吸波透波一体化装置,包括:透波结构体,包括第一基板和位于基板的相对表面上的金属贴片单元;吸波结构体,设置在透波结构体上,并包括相互垂直的第一吸波单元和第二吸波单元,第一吸波单元或第二吸波单元均包括:第二基板;多个金属区段和多个阻带,均位于第二基板的表面上;其中,多个金属区段与多个阻带以交替的方式连接为吸收环,并且金属贴片单元设置为与第一吸波单元的吸收环和第二吸波单元的吸收环均垂直。该装置能够达到在宽角域范围内L波段高透波率、Ku波段高吸收率,从而有效地改善了无线电设