
一种大尺寸金刚石圆锯片产品的制备方法.pdf

一只****懿呀

1/7

2/7

3/7

4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种大尺寸金刚石圆锯片产品的制备方法.pdf
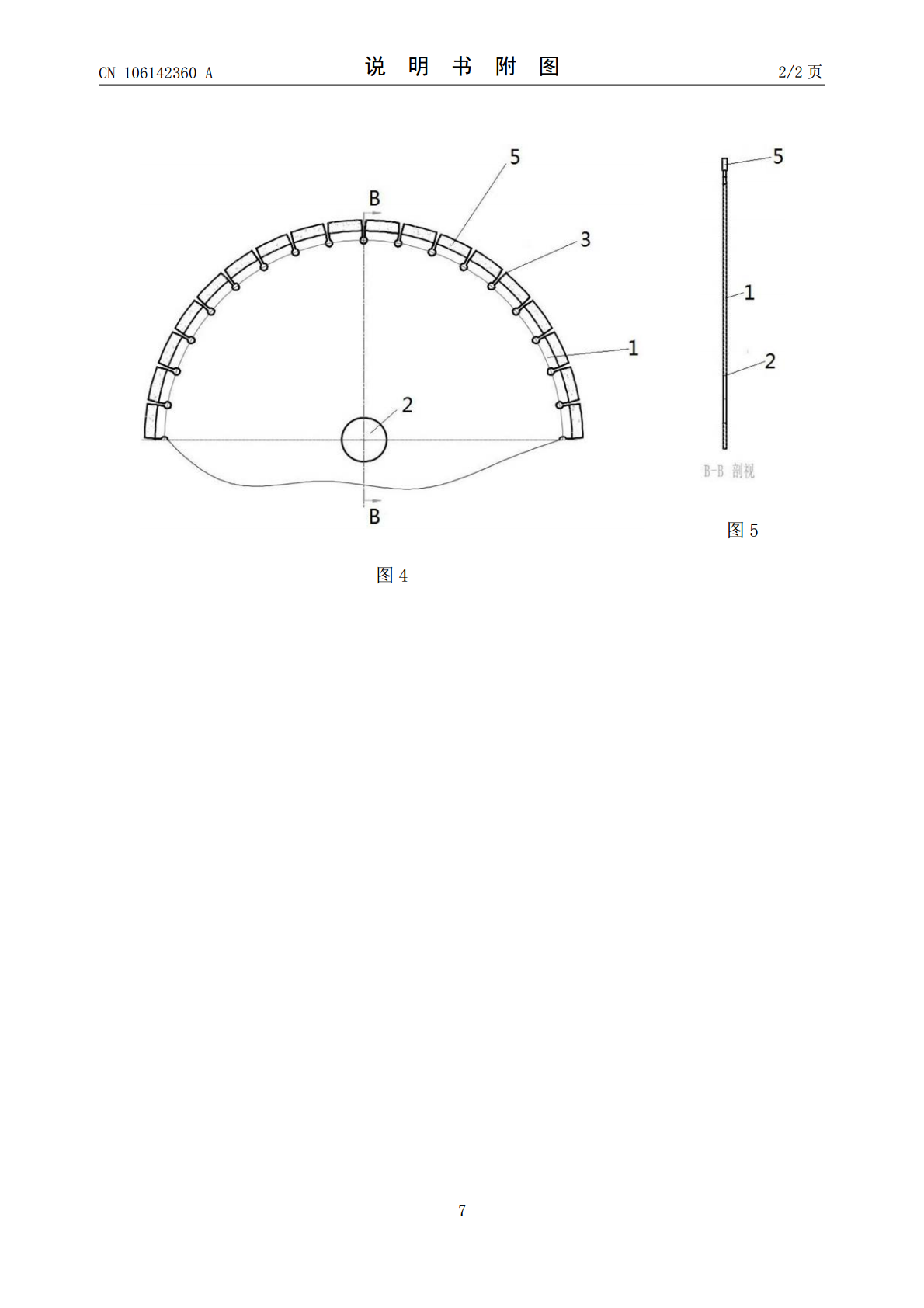
本发明公开了一种大尺寸金刚石圆锯片产品的制备方法,属于金刚石制品的生产工艺技术领域。本发明包括如下步骤:a、配备钢质锯片基体;b、根据产品切割对象特点配备以金刚石为主的胎体粉末;c、将步骤a、b所述的钢质锯片基体、胎体粉末放入冷压模具中进行压制成冷压产品;d、将步骤c所得冷压产品进行加压、加热成烧结产品;e、将步骤d所得烧结产品进行后处理制出成品。本发明可以增强刀头与基体的结合强度,降低产品掉齿率,提高产品使用寿命;同时基体排屑冷却孔采用矩形孔和圆形孔相结合的结构,有利于产品排屑、冷却,从而提高产品的散热

一种大尺寸金刚石、MPCVD装置及大尺寸金刚石制备方法.pdf
本发明公开了一种MPCVD装置,包括沉积台、基片台、升降台、微波石英窗、上盖板、底板、压力传感器、复合视窗、厚度测量装置、视觉装置、测温装置、等离子体诊断装置、真空密封圈及微波屏蔽密封圈;上盖板与底板围成反应腔,在上盖板的顶部设置有进气孔,在底板上设置有出气孔;微波石英窗为圆环形,设于沉积台与底板之间,通过微波石英窗将反应腔与外界空气隔离;升降台内设置有真空通道和冷却通道,基片台下表面与升降台上表面构成真空腔,所述真空腔与所述真空通道连通,在所述真空腔内设置有监测气压的压力传感器。采用本发明的MPCVD装

一种金刚石锯片及制备方法.pdf
本发明公开了一种金刚石锯片及制备方法,一种金刚石锯片,包括圆盘形基体,沿着基体外周均匀设置有若干个切割单元,所述基体中心设置有轴孔,各切割单元形状相同且包括至少两个金刚石刀头,每个金刚石刀头的横截面呈U形且骑设在基体的边缘,各金刚石刀头的最外侧呈圆周分布且各金刚石刀头的最内侧与基体的上下表面重叠。通过结构改进,提高基体的刚度和锯片的使用寿命,进一步的,提高金刚石颗料与金属胎体之间的界面结合,从而使得金刚石锯片中金刚石颗粒的利用率增加,以增加其切削效率和使用寿命,最终获得高效率、低成本的金刚石锯片。

一种大尺寸金刚石圆片的生长方法.pdf
本发明涉及金刚石加工技术领域,公开了一种大尺寸金刚石圆片的生长方法,包括如下步骤:步骤一、基体预处理:在非金刚石材料基体上涂抹金刚石粉并研磨;步骤二、构建气体条件:依次通入载气、含碳前驱体及蚀刻气体,载气流量为500sccm‑750sccm,含碳前驱体的流量为5sccm‑75sccm,蚀刻气体流量为0sccm‑5sccm;步骤三、通过微波电源升高功率,实现等离子体放电,使得含碳气体中的碳元素在硅衬底上逐渐积累,形成金刚石结构,等离子体功率为5kw‑25kw,温度<800℃。本发明通过对气体条件及生长温度的
一种表镶式金刚石锯片及其制备方法.pdf
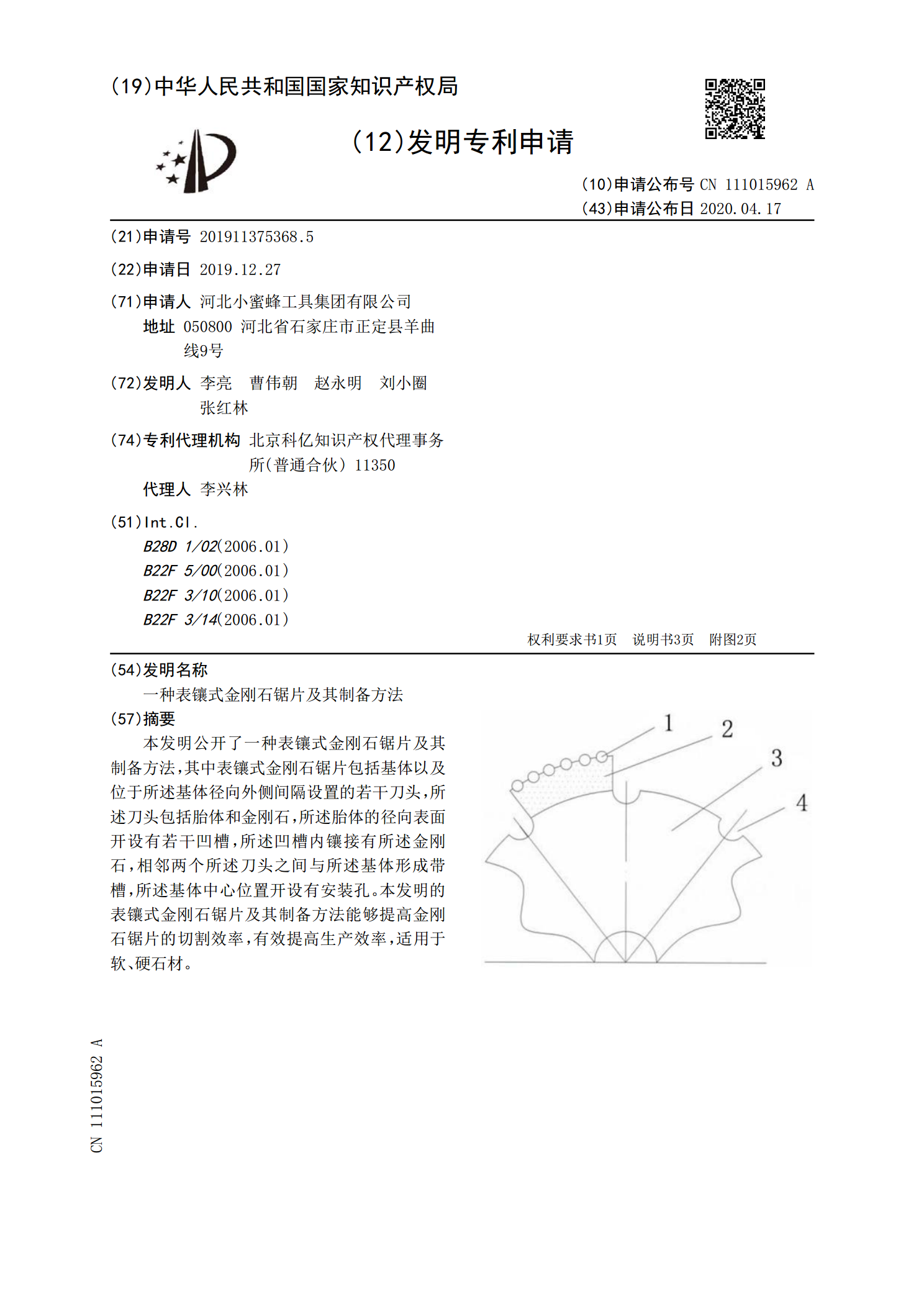
本发明公开了一种表镶式金刚石锯片及其制备方法,其中表镶式金刚石锯片包括基体以及位于所述基体径向外侧间隔设置的若干刀头,所述刀头包括胎体和金刚石,所述胎体的径向表面开设有若干凹槽,所述凹槽内镶接有所述金刚石,相邻两个所述刀头之间与所述基体形成带槽,所述基体中心位置开设有安装孔。本发明的表镶式金刚石锯片及其制备方法能够提高金刚石锯片的切割效率,有效提高生产效率,适用于软、硬石材。