
一种双蜂窝复合板及其制备方法.pdf

书生****瑞梦

1/10
2/10
3/10
4/10

5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种双蜂窝复合板及其制备方法.pdf
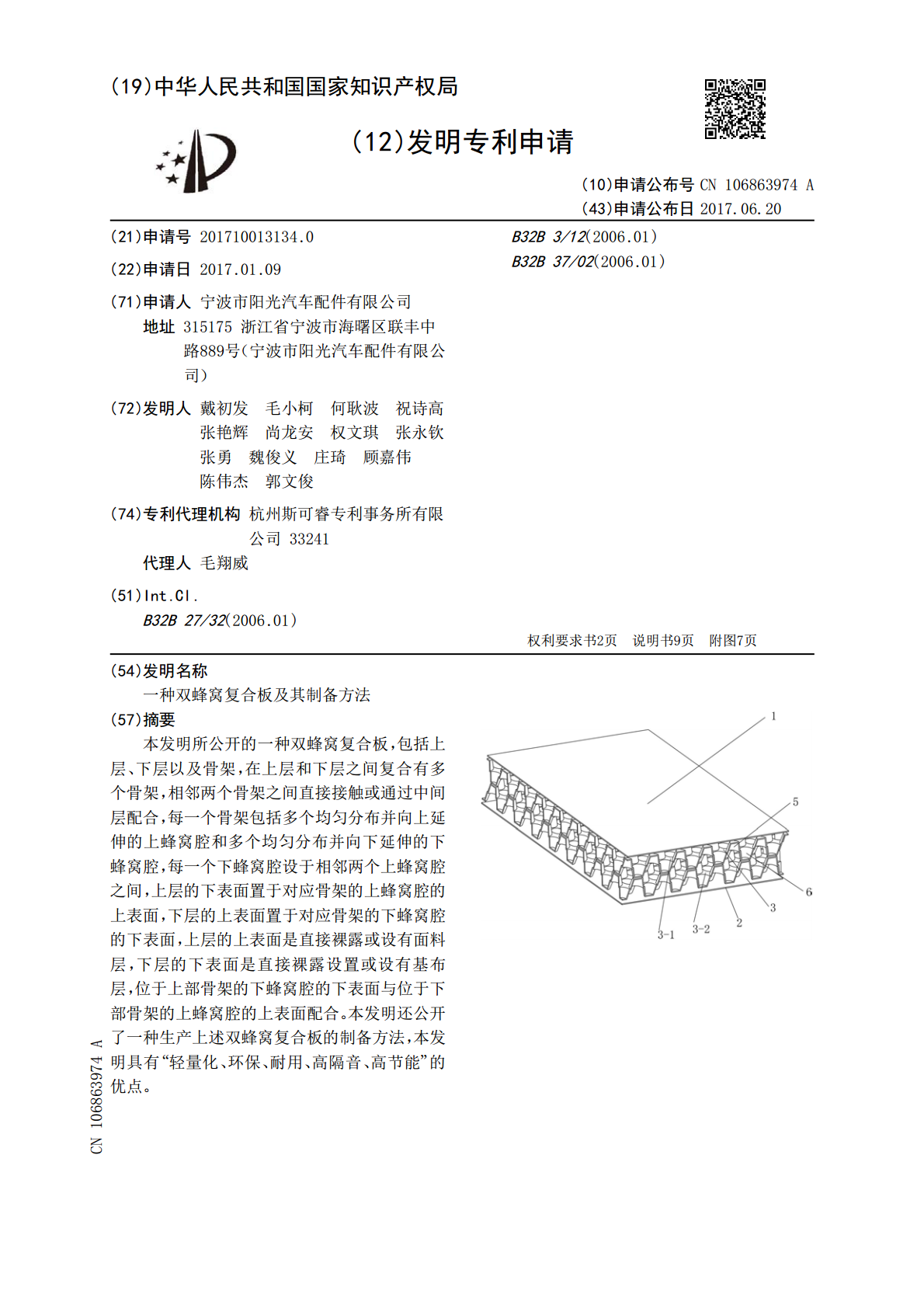
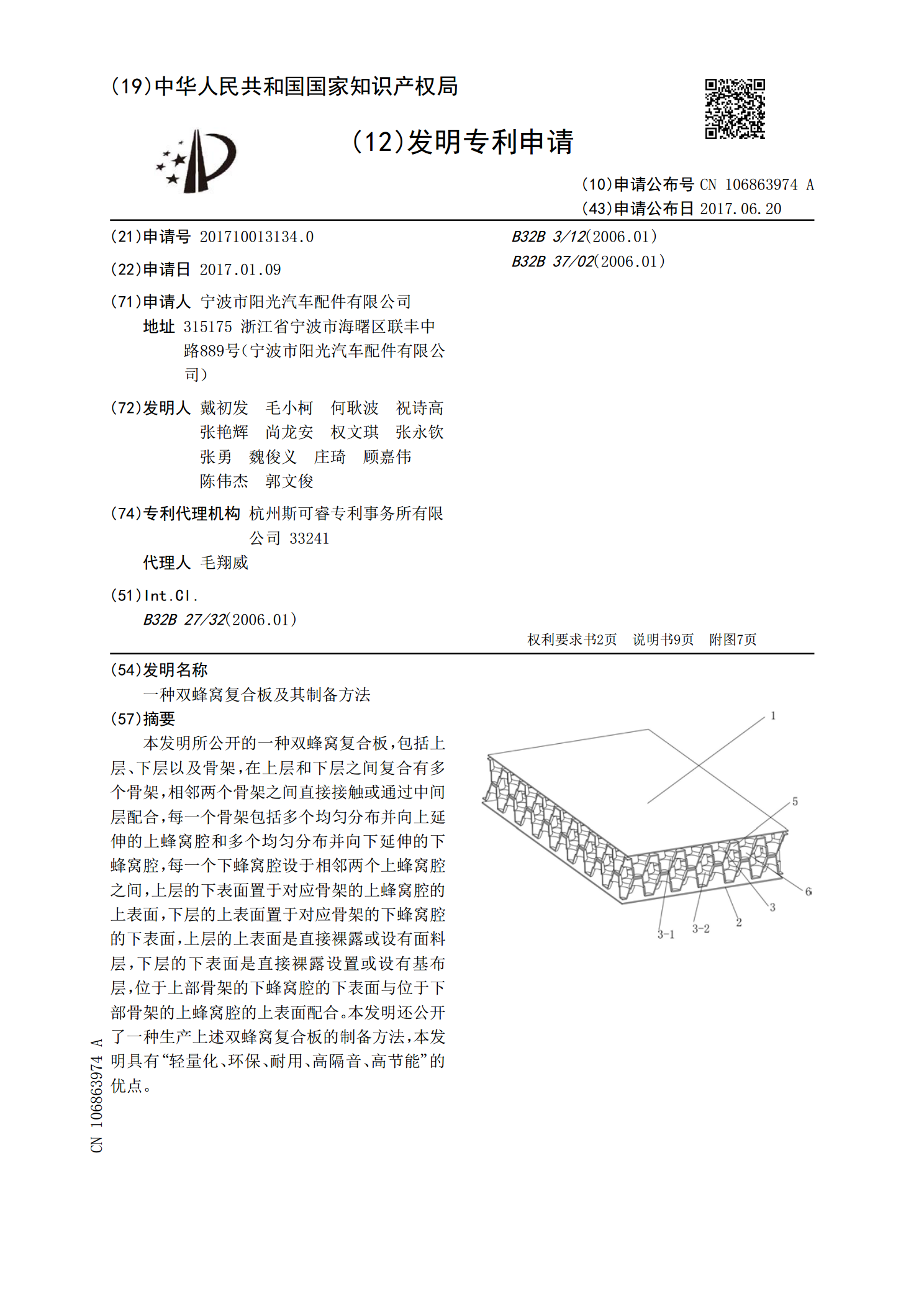
本发明所公开的一种双蜂窝复合板,包括上层、下层以及骨架,在上层和下层之间复合有多个骨架,相邻两个骨架之间直接接触或通过中间层配合,每一个骨架包括多个均匀分布并向上延伸的上蜂窝腔和多个均匀分布并向下延伸的下蜂窝腔,每一个下蜂窝腔设于相邻两个上蜂窝腔之间,上层的下表面置于对应骨架的上蜂窝腔的上表面,下层的上表面置于对应骨架的下蜂窝腔的下表面,上层的上表面是直接裸露或设有面料层,下层的下表面是直接裸露设置或设有基布层,位于上部骨架的下蜂窝腔的下表面与位于下部骨架的上蜂窝腔的上表面配合。本发明还公开了一种生产上述
一种纤维蜂窝复合板及其制备方法.pdf
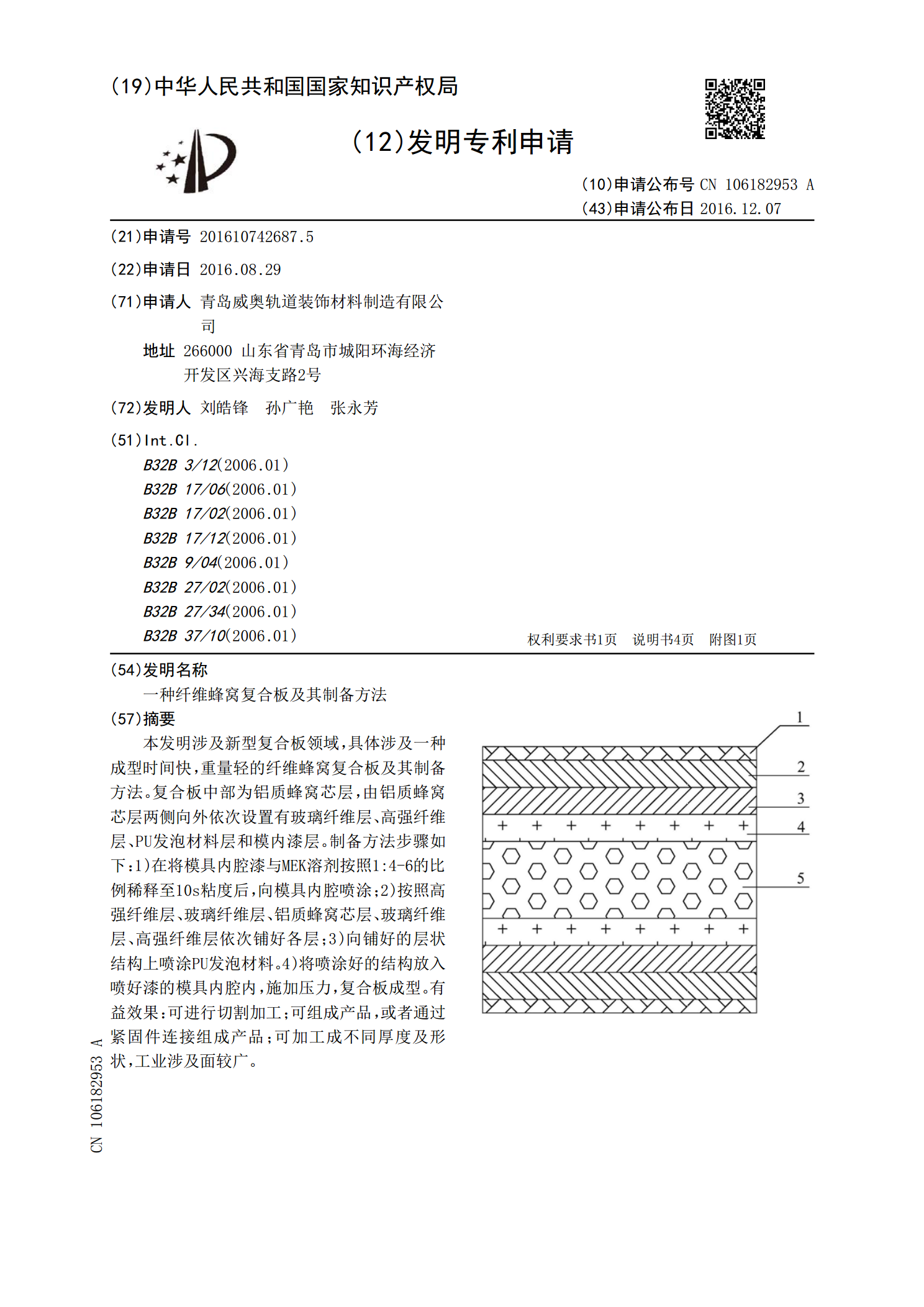
本发明涉及新型复合板领域,具体涉及一种成型时间快,重量轻的纤维蜂窝复合板及其制备方法。复合板中部为铝质蜂窝芯层,由铝质蜂窝芯层两侧向外依次设置有玻璃纤维层、高强纤维层、PU发泡材料层和模内漆层。制备方法步骤如下:1)在将模具内腔漆与MEK溶剂按照1:4‑6的比例稀释至10s粘度后,向模具内腔喷涂;2)按照高强纤维层、玻璃纤维层、铝质蜂窝芯层、玻璃纤维层、高强纤维层依次铺好各层;3)向铺好的层状结构上喷涂PU发泡材料。4)将喷涂好的结构放入喷好漆的模具内腔内,施加压力,复合板成型。有益效果:可进行切割加工;

一种蜂窝复合板及其制备方法和应用.pdf
本发明提供一种蜂窝芯复合板及其制备方法和应用,所述蜂窝复合板包括蜂窝芯材,以及粘结于所述蜂窝芯材上下表面的第一胶膜层和第二胶膜层,所述第一胶膜层的表面设置第一纤维层,所述第二胶膜层的表面设置第二纤维层;所述第二纤维层包括芳纶预浸料和纤维预浸料。所述蜂窝复合板具有质量轻、隔音、隔热和抗压的效果,且各层之间形成高强度稳定粘结,使所述蜂窝复合板具有良好的稳定性和机械强度,且第二纤维层中芳纶预浸料的引入使所述蜂窝复合板具有优异的耐腐蚀性、耐冲击性和抗压抗拉强度,能够充分满足蜂窝复合板在交通运输材料中的应用。
一种pp蜂窝夹芯复合板材及其制备方法.pdf
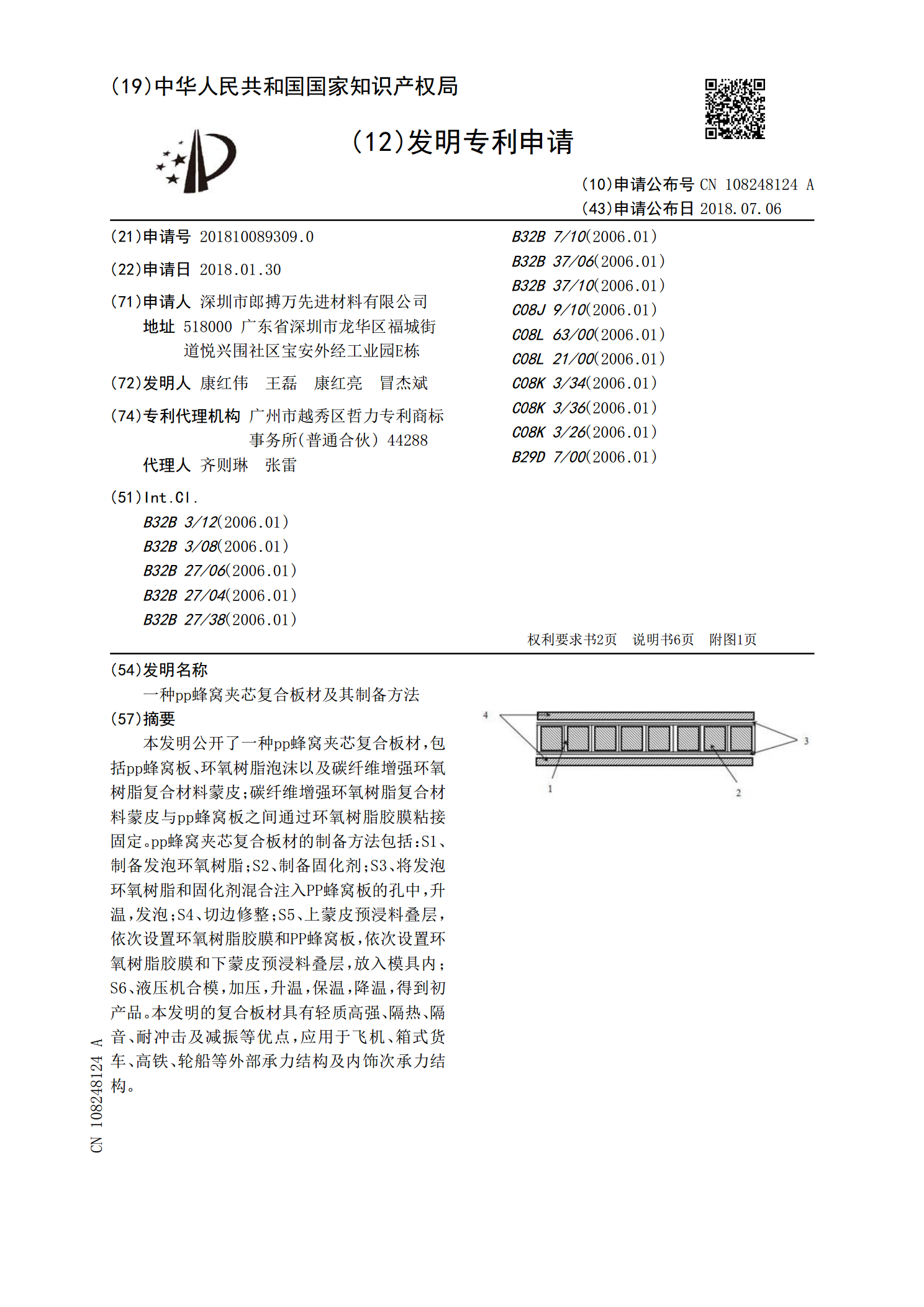
本发明公开了一种pp蜂窝夹芯复合板材,包括pp蜂窝板、环氧树脂泡沫以及碳纤维增强环氧树脂复合材料蒙皮;碳纤维增强环氧树脂复合材料蒙皮与pp蜂窝板之间通过环氧树脂胶膜粘接固定。pp蜂窝夹芯复合板材的制备方法包括:S1、制备发泡环氧树脂;S2、制备固化剂;S3、将发泡环氧树脂和固化剂混合注入PP蜂窝板的孔中,升温,发泡;S4、切边修整;S5、上蒙皮预浸料叠层,依次设置环氧树脂胶膜和PP蜂窝板,依次设置环氧树脂胶膜和下蒙皮预浸料叠层,放入模具内;S6、液压机合模,加压,升温,保温,降温,得到初产品。本发明的复合
一种抗紫外线蜂窝复合板及其制备方法.pdf
本发明公开了一种抗紫外线蜂窝复合板,所述蜂窝复合板包括蜂窝板芯材、蜂窝板面板,蜂窝板面板底膜;所述蜂窝板面板通过蜂窝板面板底膜与蜂窝板芯材复合到一起;所述蜂窝板面板由以下重比的成份组成:热塑材料40‑100份,偶联剂0.5‑1.5份,分散剂0.5‑2份,紫外线吸收剂0.1‑5份,自由基捕获剂0.1‑5份;所述蜂窝板面板底膜由以下重比的成份组成:玻璃纤维布材料90‑100份,偶联剂0.5‑1.5份,分散剂0.5‑2份,猝灭剂0.1‑5份;所述蜂窝板芯材由以下重比的成份组成:热塑材料40‑100份,偶联剂0.