
一种低成本工艺成型的碳纤维复合材料地铁车身及其制造方法.pdf

一吃****海逸


1/8
2/8
3/8

4/8
5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种低成本工艺成型的碳纤维复合材料地铁车身及其制造方法.pdf
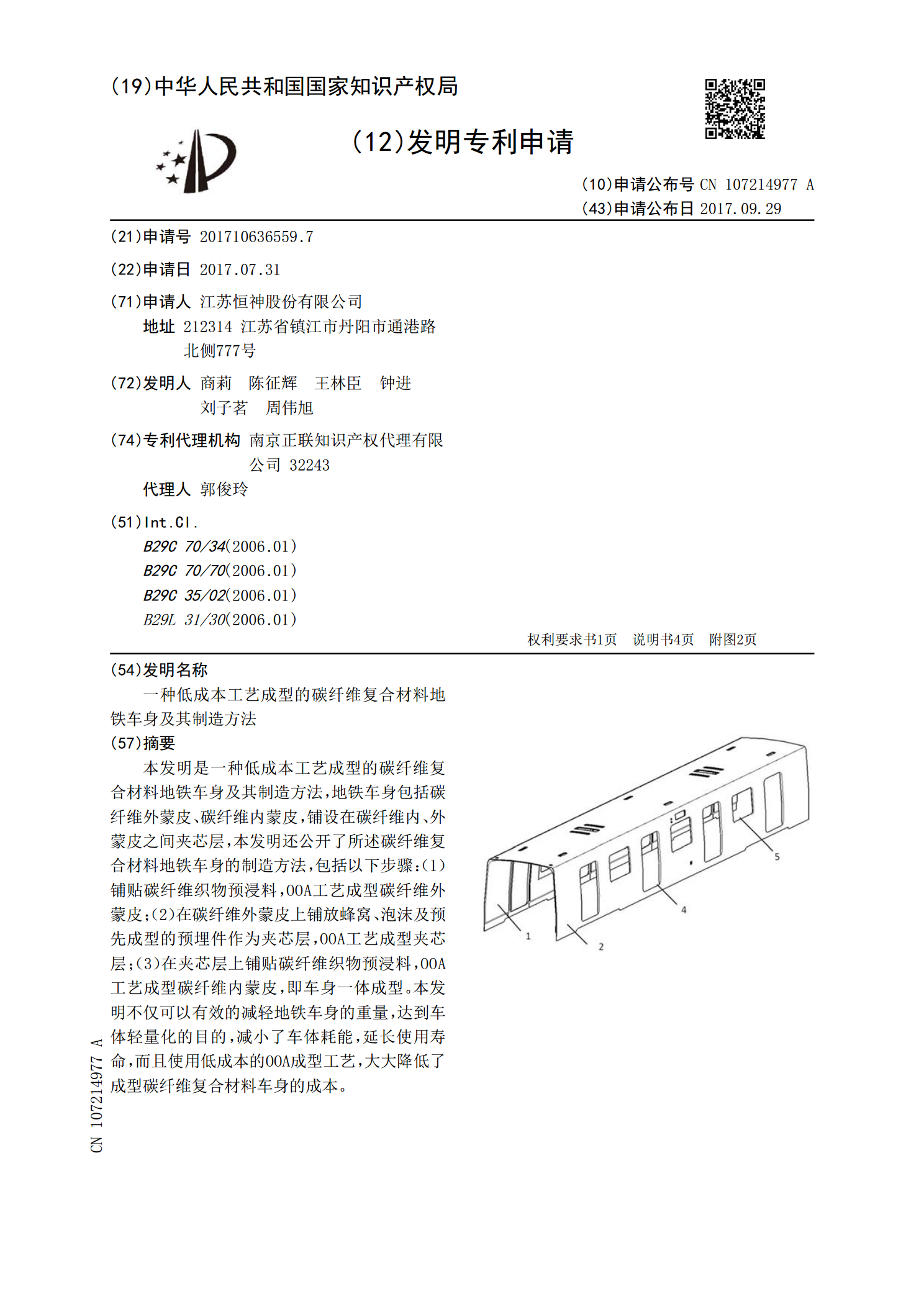
本发明是一种低成本工艺成型的碳纤维复合材料地铁车身及其制造方法,地铁车身包括碳纤维外蒙皮、碳纤维内蒙皮,铺设在碳纤维内、外蒙皮之间夹芯层,本发明还公开了所述碳纤维复合材料地铁车身的制造方法,包括以下步骤:(1)铺贴碳纤维织物预浸料,OOA工艺成型碳纤维外蒙皮;(2)在碳纤维外蒙皮上铺放蜂窝、泡沫及预先成型的预埋件作为夹芯层,OOA工艺成型夹芯层;(3)在夹芯层上铺贴碳纤维织物预浸料,OOA工艺成型碳纤维内蒙皮,即车身一体成型。本发明不仅可以有效的减轻地铁车身的重量,达到车体轻量化的目的,减小了车体耗能,延

一种用碳纤维复合材料制造汽车车身的方法.pdf
本发明公开了一种用碳纤维复合材料制造汽车车身的方法。该方法的步骤如下:将用于制造汽车车身相符合的柔性内模充气呈汽车车身形状,再将预涂胶的碳纤维材料按照设计的角度和层数要求敷设于柔性内模外表面,即为该汽车车身;将敷设好的碳纤维材料的柔性内模放置于外模内固定和充气加压后,置于固化炉内固化;碳纤维复合材料固化后自然冷却,将柔性内模放气泄压,打开外模,将固化成型后的复合材料汽车车身取出。由于本发明采用碳纤维树脂复合材料的车身,与传统金属材料汽车车身相比,重量减轻60%以上,耐腐蚀性能得到提高,车身吸能更加好,运行
一种复合材料列车车身结构及其成型方法.pdf
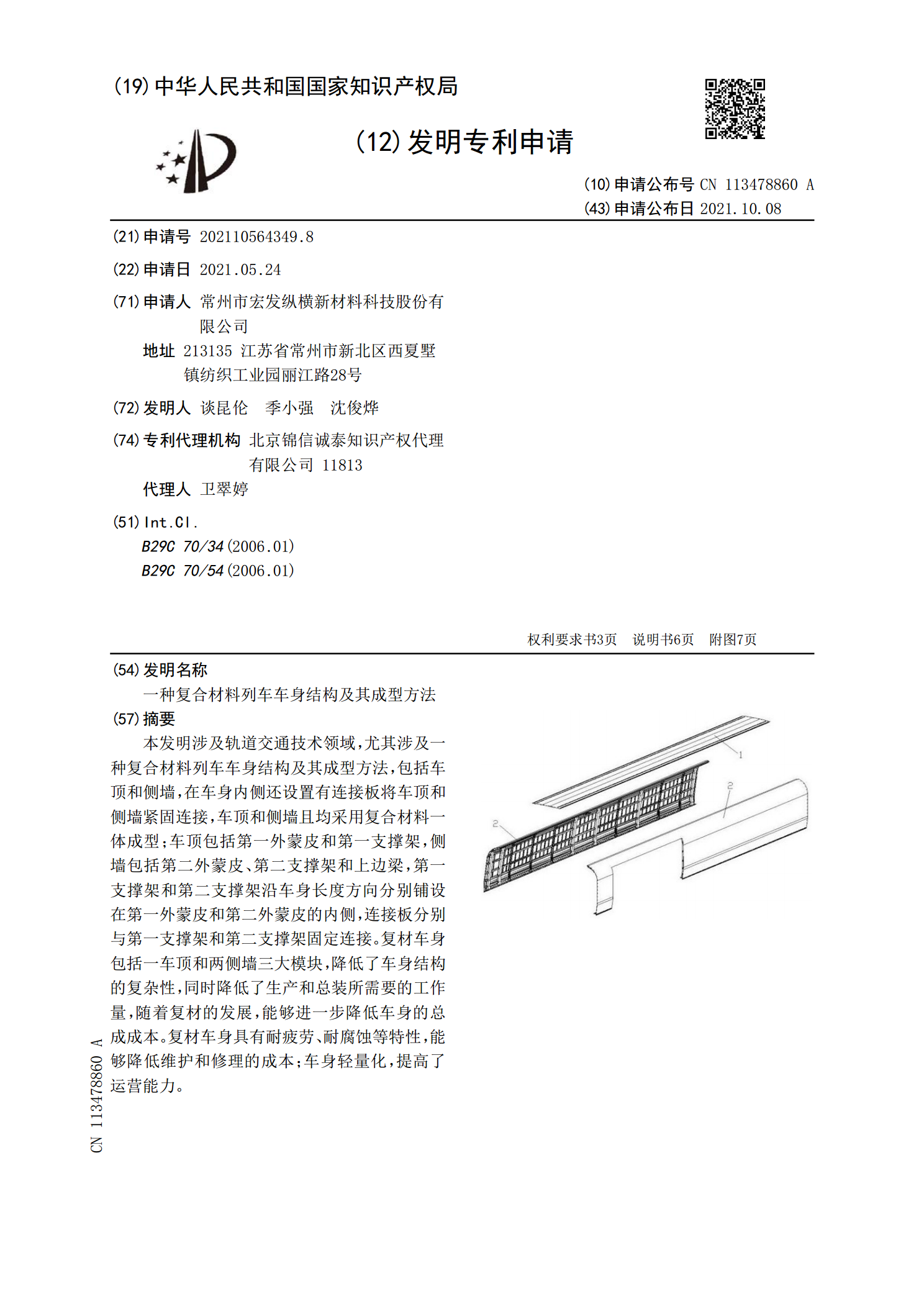
本发明涉及轨道交通技术领域,尤其涉及一种复合材料列车车身结构及其成型方法,包括车顶和侧墙,在车身内侧还设置有连接板将车顶和侧墙紧固连接,车顶和侧墙且均采用复合材料一体成型;车顶包括第一外蒙皮和第一支撑架,侧墙包括第二外蒙皮、第二支撑架和上边梁,第一支撑架和第二支撑架沿车身长度方向分别铺设在第一外蒙皮和第二外蒙皮的内侧,连接板分别与第一支撑架和第二支撑架固定连接。复材车身包括一车顶和两侧墙三大模块,降低了车身结构的复杂性,同时降低了生产和总装所需要的工作量,随着复材的发展,能够进一步降低车身的总成成本。复材

碳纤维复合材料在汽车车身上的应用及主要制造工艺.doc
一、未来汽车工业为什么用复合材料复合材料可以减轻车身重量,降低油耗,减少尾气排放,提高装载量;其抗冲击性强,能量吸收能力强,可以非常好地改善汽车的安全性能,F1上大量使用碳纤维,就是一个最好的证明;复合材料的可设计性灵活,可视的碳纤维外观使汽车造型更加美观时尚;其抗疲劳、耐腐蚀性能好,可以延长车身寿命,这一特点在航空航天领域得到普遍认可。二、复合材料在汽车上的应用复合材料在汽车上主要可应用于发动机罩、翼子板、车顶、行李箱、门板、底盘等结构件中。碳纤维最初主要应于赛车当中,随着车用复合材料技术地不断成熟发展
碳纤维地铁车体底架及其制造方法.pdf
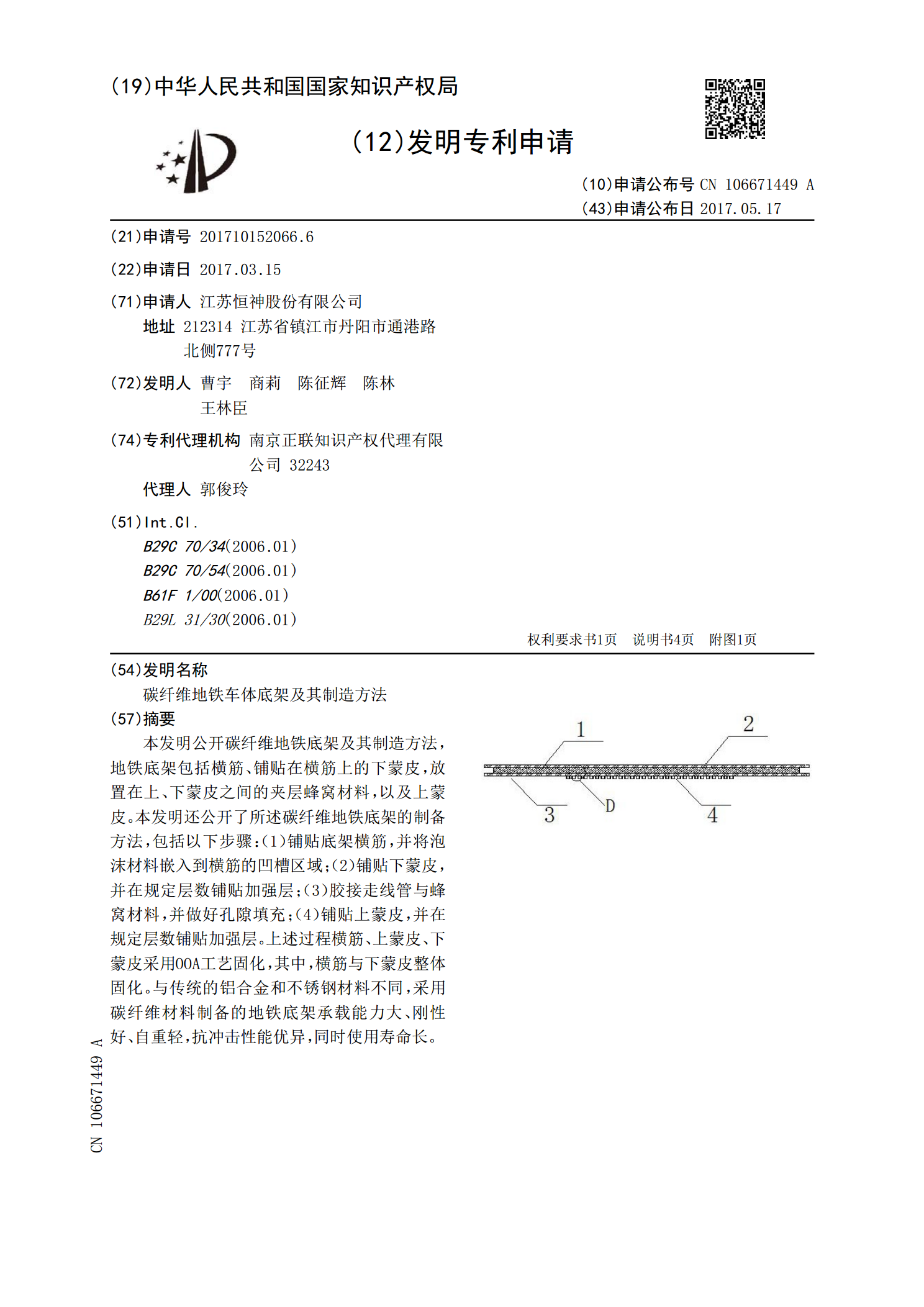
本发明公开碳纤维地铁底架及其制造方法,地铁底架包括横筋、铺贴在横筋上的下蒙皮,放置在上、下蒙皮之间的夹层蜂窝材料,以及上蒙皮。本发明还公开了所述碳纤维地铁底架的制备方法,包括以下步骤:(1)铺贴底架横筋,并将泡沫材料嵌入到横筋的凹槽区域;(2)铺贴下蒙皮,并在规定层数铺贴加强层;(3)胶接走线管与蜂窝材料,并做好孔隙填充;(4)铺贴上蒙皮,并在规定层数铺贴加强层。上述过程横筋、上蒙皮、下蒙皮采用OOA工艺固化,其中,横筋与下蒙皮整体固化。与传统的铝合金和不锈钢材料不同,采用碳纤维材料制备的地铁底架承载能力