
一种金属面板夹层结构产品的成型方法.pdf

Jo****31


1/10

2/10

3/10

4/10
5/10

6/10
7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种金属面板夹层结构产品的成型方法.pdf
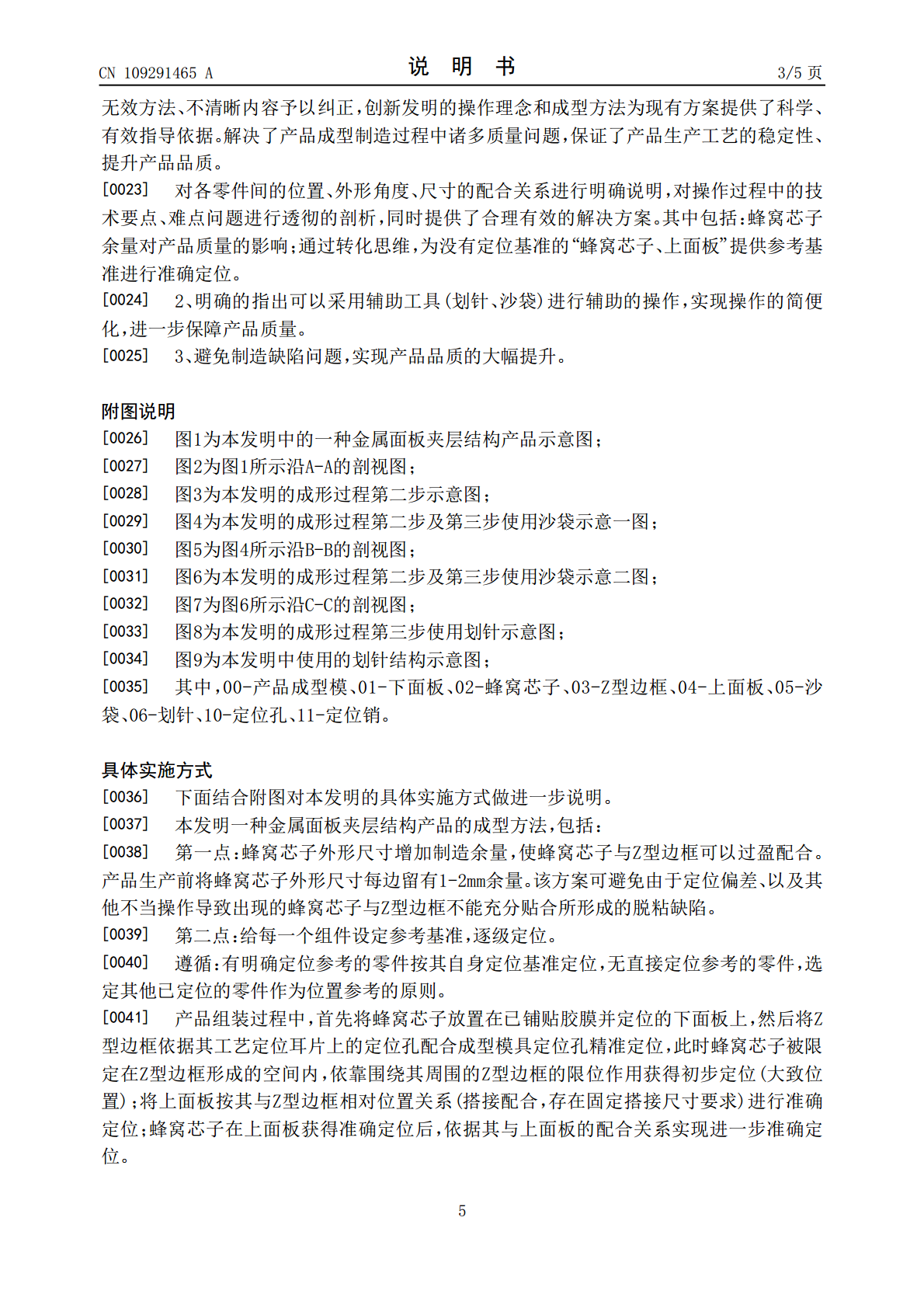
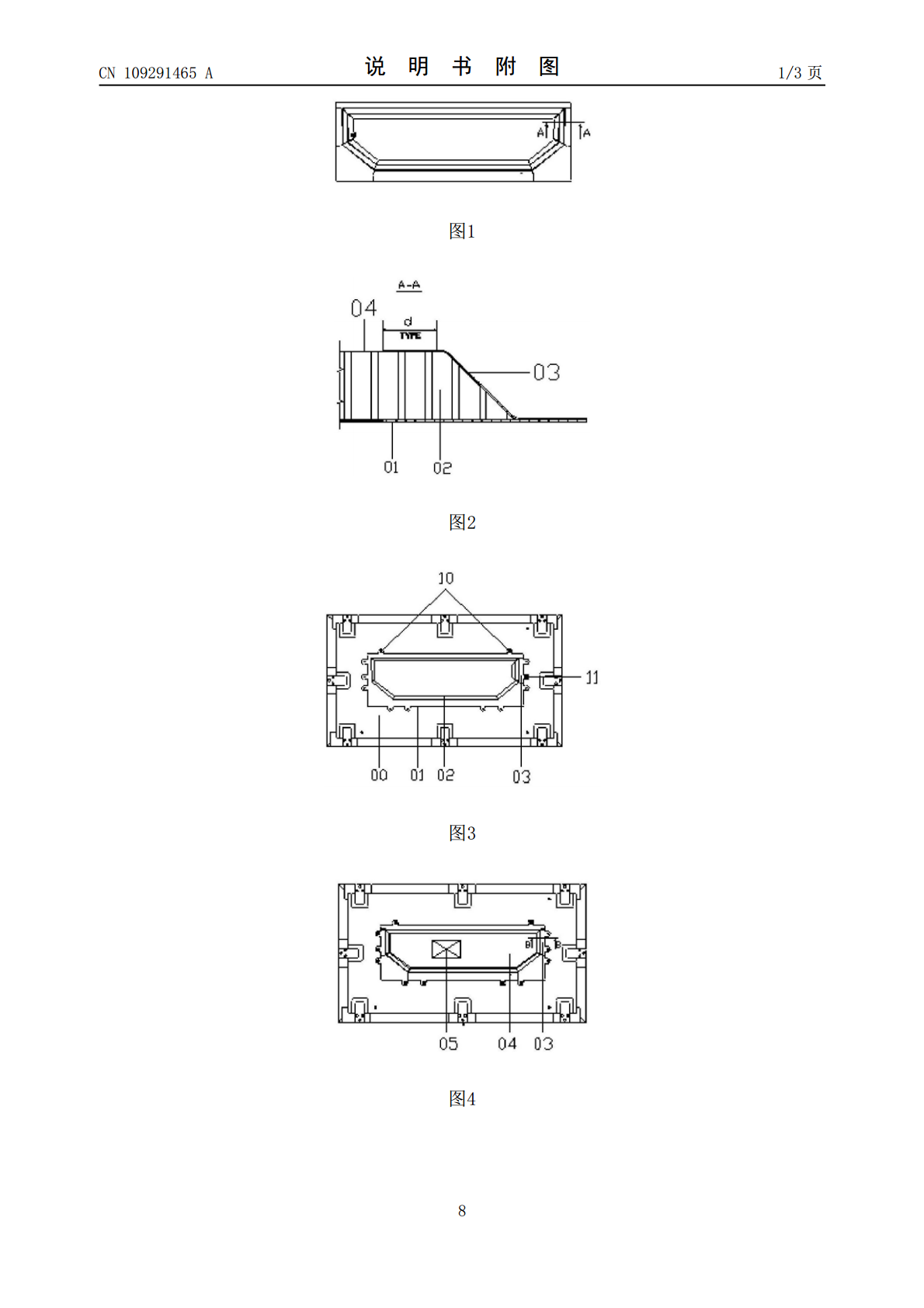
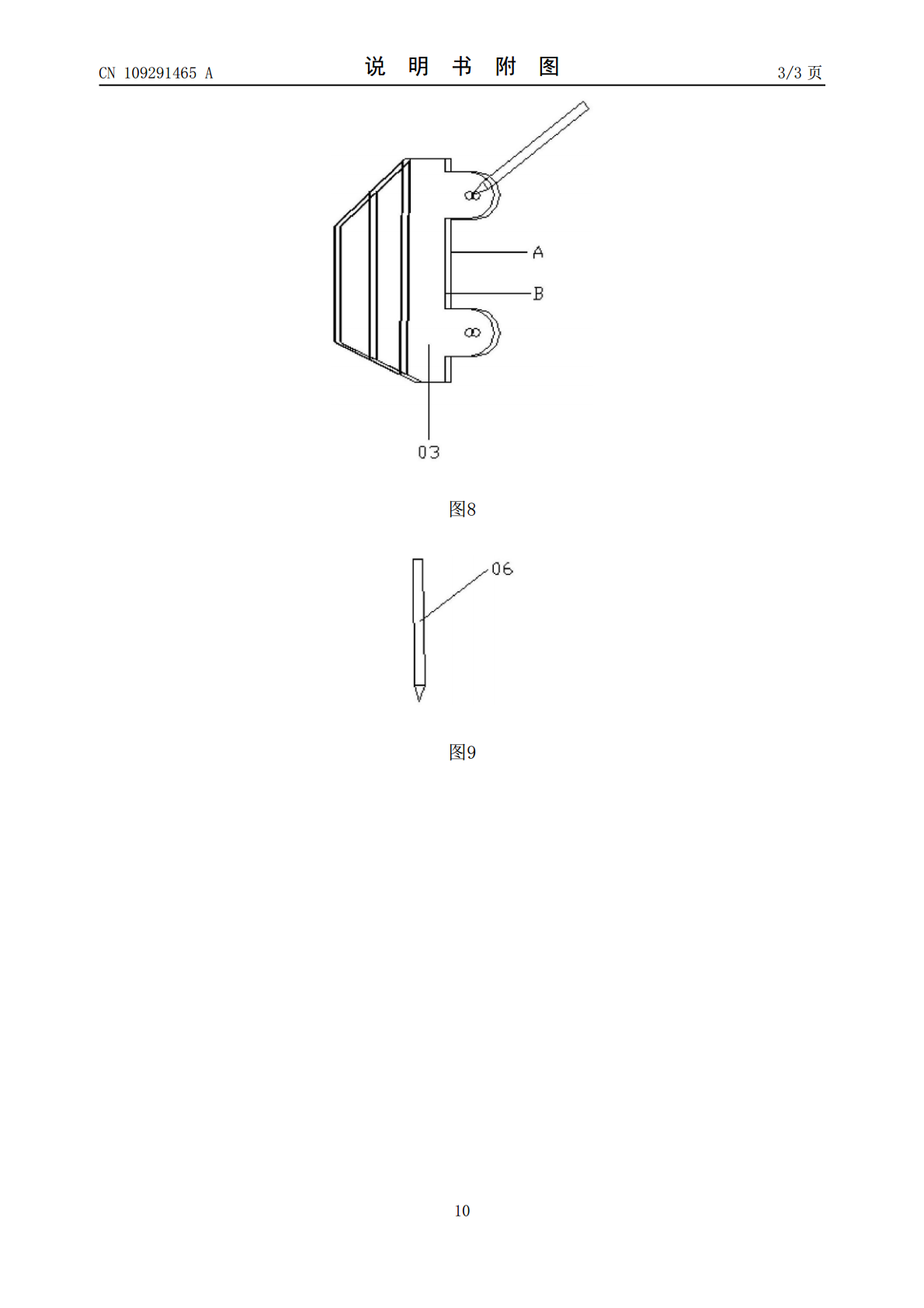
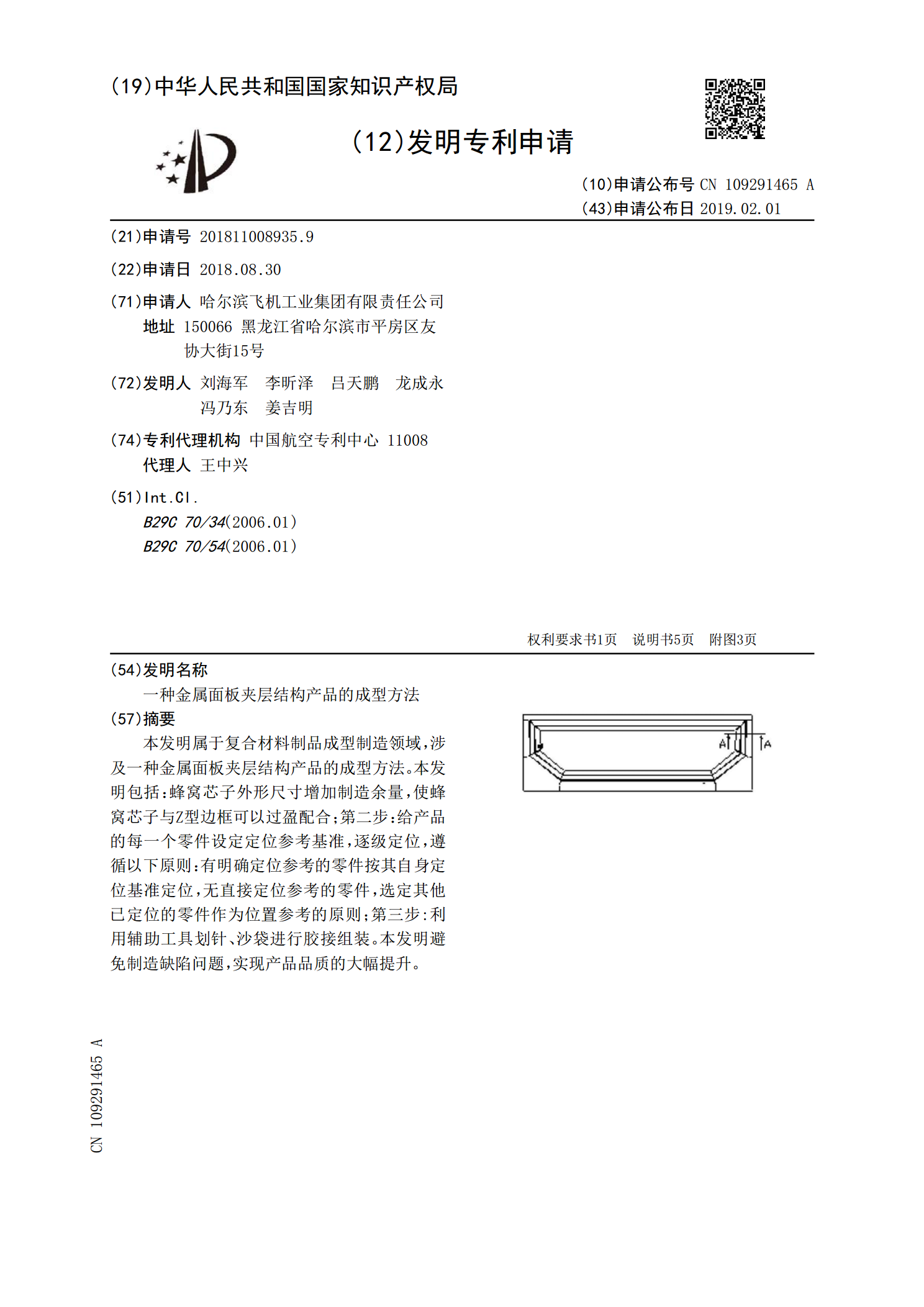
本发明属于复合材料制品成型制造领域,涉及一种金属面板夹层结构产品的成型方法。本发明包括:蜂窝芯子外形尺寸增加制造余量,使蜂窝芯子与Z型边框可以过盈配合;第二步:给产品的每一个零件设定定位参考基准,逐级定位,遵循以下原则:有明确定位参考的零件按其自身定位基准定位,无直接定位参考的零件,选定其他已定位的零件作为位置参考的原则;第三步:利用辅助工具划针、沙袋进行胶接组装。本发明避免制造缺陷问题,实现产品品质的大幅提升。
一种碳面板铝蜂窝夹层结构整体成型方法.pdf
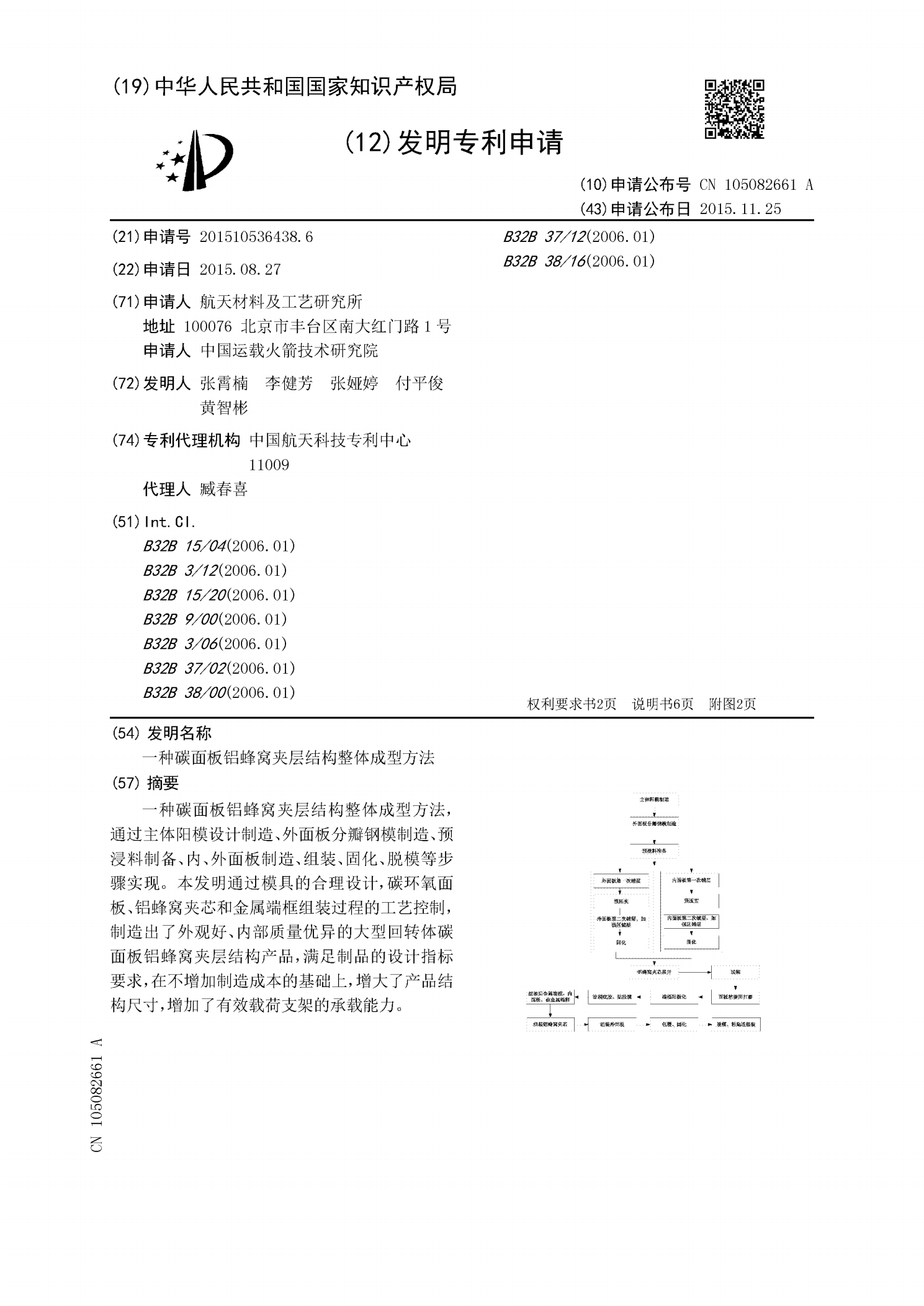
一种碳面板铝蜂窝夹层结构整体成型方法,通过主体阳模设计制造、外面板分瓣钢模制造、预浸料制备、内、外面板制造、组装、固化、脱模等步骤实现。本发明通过模具的合理设计,碳环氧面板、铝蜂窝夹芯和金属端框组装过程的工艺控制,制造出了外观好、内部质量优异的大型回转体碳面板铝蜂窝夹层结构产品,满足制品的设计指标要求,在不增加制造成本的基础上,增大了产品结构尺寸,增加了有效载荷支架的承载能力。
一种酚醛面板蜂窝夹层结构件成型方法.pdf
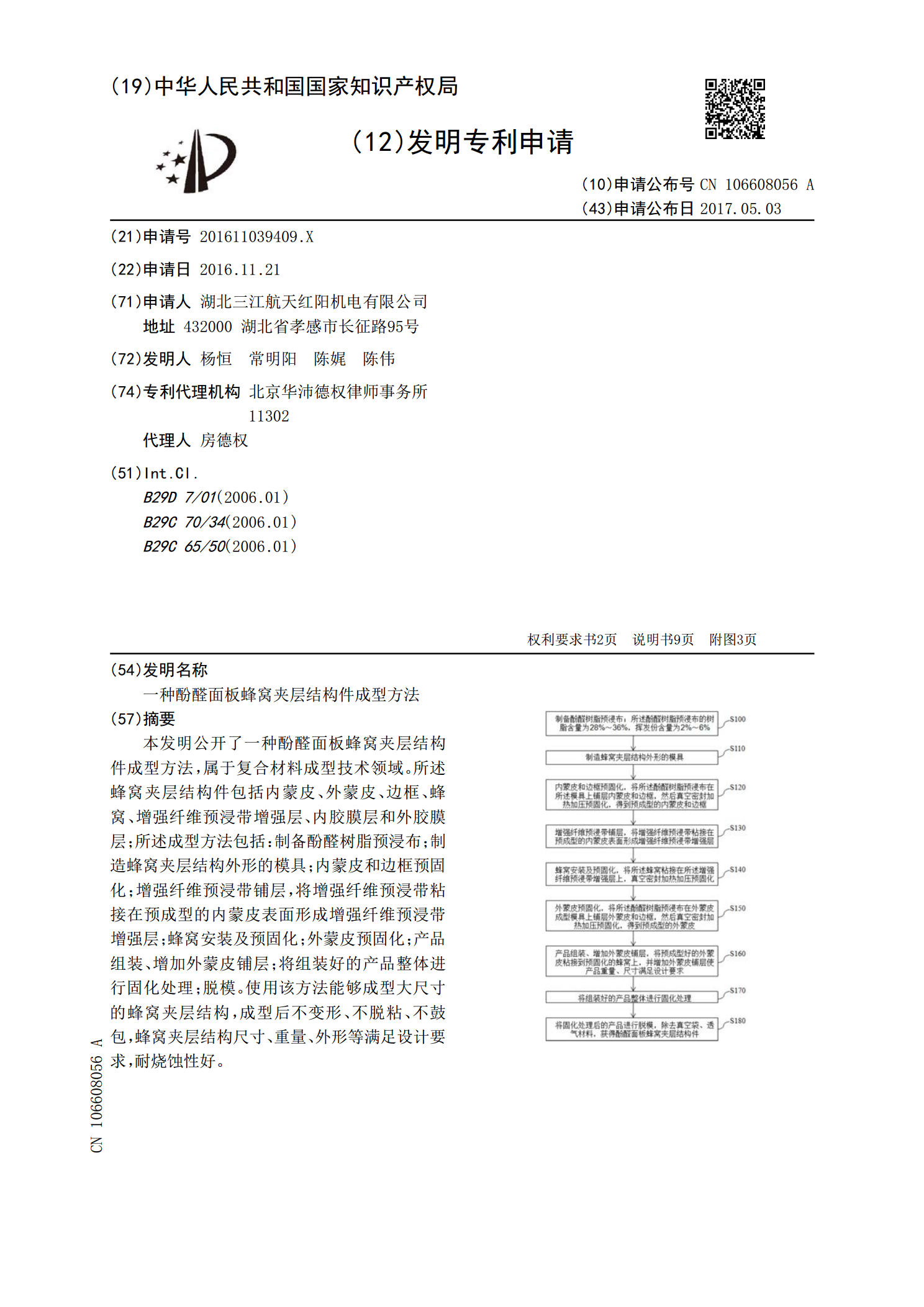
本发明公开了一种酚醛面板蜂窝夹层结构件成型方法,属于复合材料成型技术领域。所述蜂窝夹层结构件包括内蒙皮、外蒙皮、边框、蜂窝、增强纤维预浸带增强层、内胶膜层和外胶膜层;所述成型方法包括:制备酚醛树脂预浸布;制造蜂窝夹层结构外形的模具;内蒙皮和边框预固化;增强纤维预浸带铺层,将增强纤维预浸带粘接在预成型的内蒙皮表面形成增强纤维预浸带增强层;蜂窝安装及预固化;外蒙皮预固化;产品组装、增加外蒙皮铺层;将组装好的产品整体进行固化处理;脱模。使用该方法能够成型大尺寸的蜂窝夹层结构,成型后不变形、不脱粘、不鼓包,蜂窝夹

一种大曲度金属面板夹层件成型凹痕预防方法.pdf
本发明属于航空复材加工技术,涉及一种大曲度金属面板夹层件成型凹痕预防方法。本发明大曲度金属面板夹层件成型凹痕预防方法中,金属面板夹层件由蜂窝和设置在蜂窝两侧的金属面板组成,在蜂窝预处理和夹层件成型过程中,分别在蜂窝表面和夹层件表面敷设保护板,然后进行先升温升压,再保温,最后降温降压的固化处理,再去除保护板,完成对大曲度金属面板夹层件的成型。本发明使用工艺衬板,采用蜂窝预成型过程工艺衬板防护,零件胶接成型过程中工艺衬板防护,所制零件表面光顺,避免由于蜂窝预成型后的褶皱,无蜂窝凹陷及蜂窝高度差异而导致的印迹,

夹层结构面板及制造方法.pdf
描述了夹层结构的噪声衰减和/或结构面板以及使用超声焊接制造这种面板的方法。该方法包括:接收背衬构件、片材和蜂窝状结构;在所述背衬构件和所述片材之间组装所述蜂窝状结构;以及将所述背衬构件和所述片材超声焊接在一起。