
金属蜂窝结构件深度修理的方法.pdf

白真****ng


1/10

2/10

3/10
4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
金属蜂窝结构件深度修理的方法.pdf
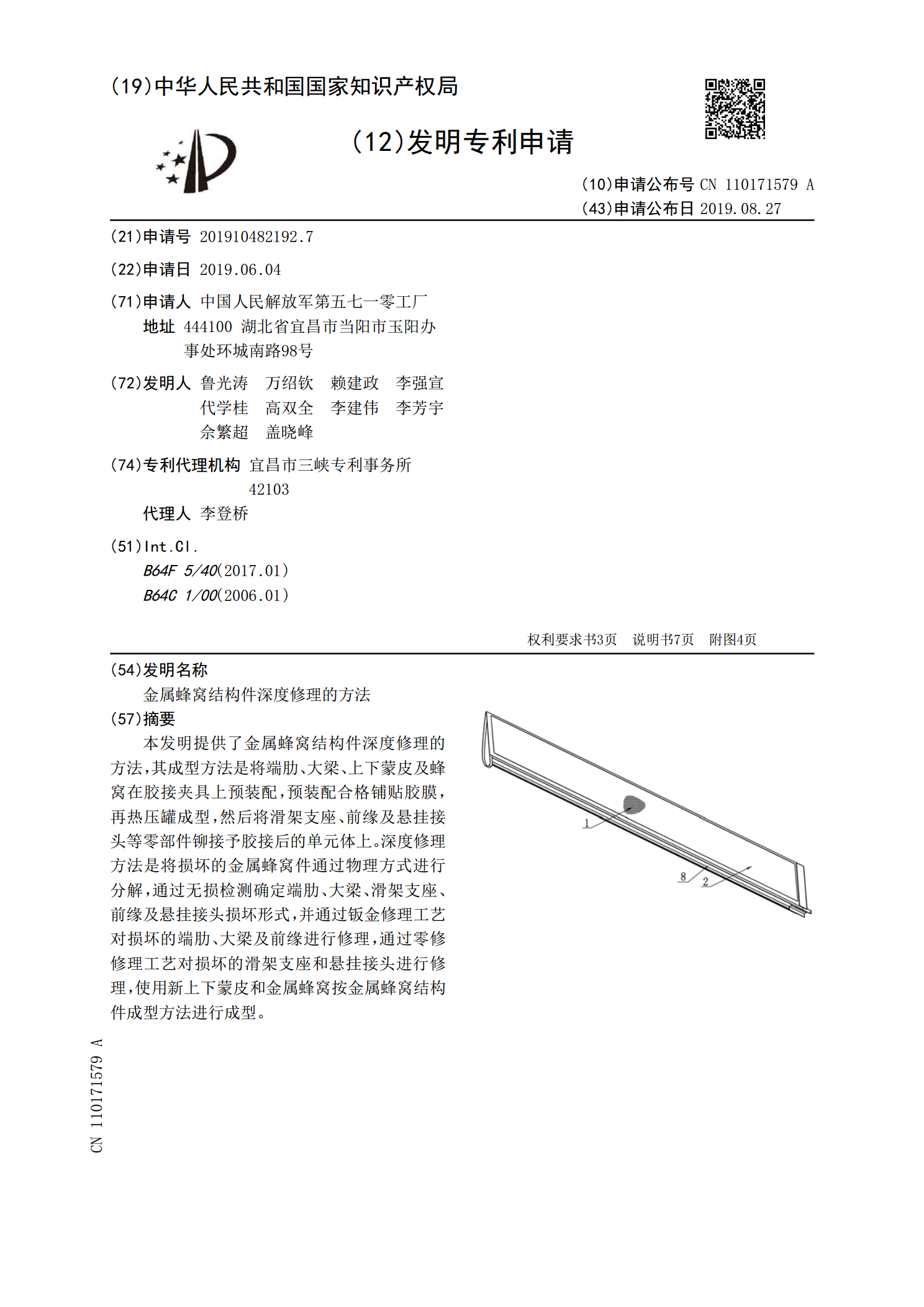
本发明提供了金属蜂窝结构件深度修理的方法,其成型方法是将端肋、大梁、上下蒙皮及蜂窝在胶接夹具上预装配,预装配合格铺贴胶膜,再热压罐成型,然后将滑架支座、前缘及悬挂接头等零部件铆接予胶接后的单元体上。深度修理方法是将损坏的金属蜂窝件通过物理方式进行分解,通过无损检测确定端肋、大梁、滑架支座、前缘及悬挂接头损坏形式,并通过钣金修理工艺对损坏的端肋、大梁及前缘进行修理,通过零修修理工艺对损坏的滑架支座和悬挂接头进行修理,使用新上下蒙皮和金属蜂窝按金属蜂窝结构件成型方法进行成型。
一种金属蜂窝夹层结构件复合材料挖补胶接修理方法.pdf
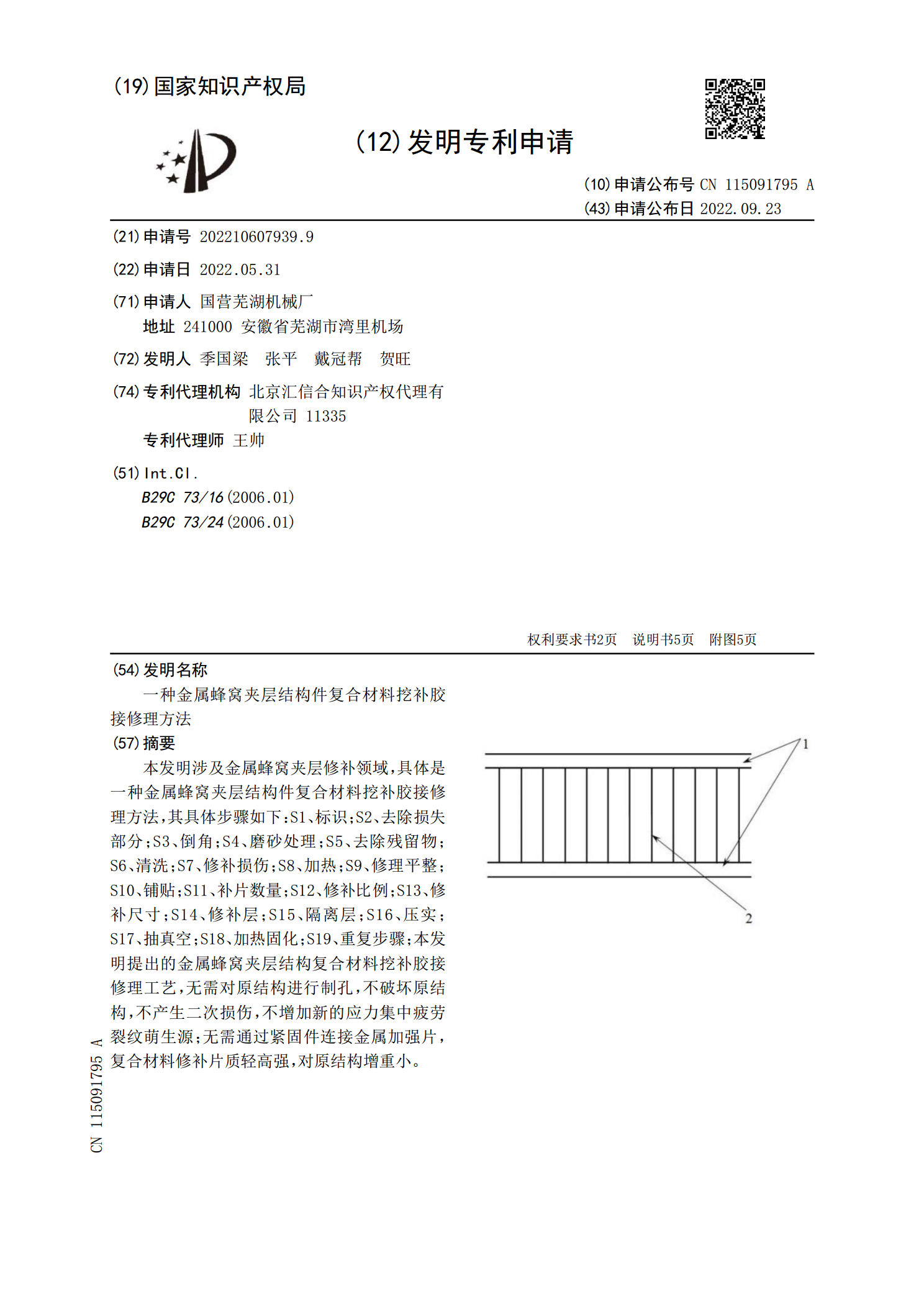
本发明涉及金属蜂窝夹层修补领域,具体是一种金属蜂窝夹层结构件复合材料挖补胶接修理方法,其具体步骤如下:S1、标识;S2、去除损失部分;S3、倒角;S4、磨砂处理;S5、去除残留物;S6、清洗;S7、修补损伤;S8、加热;S9、修理平整;S10、铺贴;S11、补片数量;S12、修补比例;S13、修补尺寸;S14、修补层;S15、隔离层;S16、压实;S17、抽真空;S18、加热固化;S19、重复步骤;本发明提出的金属蜂窝夹层结构复合材料挖补胶接修理工艺,无需对原结构进行制孔,不破坏原结构,不产生二次损伤,不

一种蜂窝夹层结构件大面积损伤的修理方法.pdf
本申请提供一种蜂窝夹层结构件大面积损伤的修理方法,所述方法包括:根据损伤区(9)面积,将损伤区(9)划分为N个部分;依次在损伤区(9)的N个部分放置对应的蜂窝,并按预设固化条件固化蜂窝,形成拼接蜂窝;在拼接蜂窝上表面从下至上依次放置结构胶膜(7)和补片(8),并按预设固化条件固化补片(8)。
适用于再制造修理的舵面类蜂窝结构件的逆向建模方法.pdf
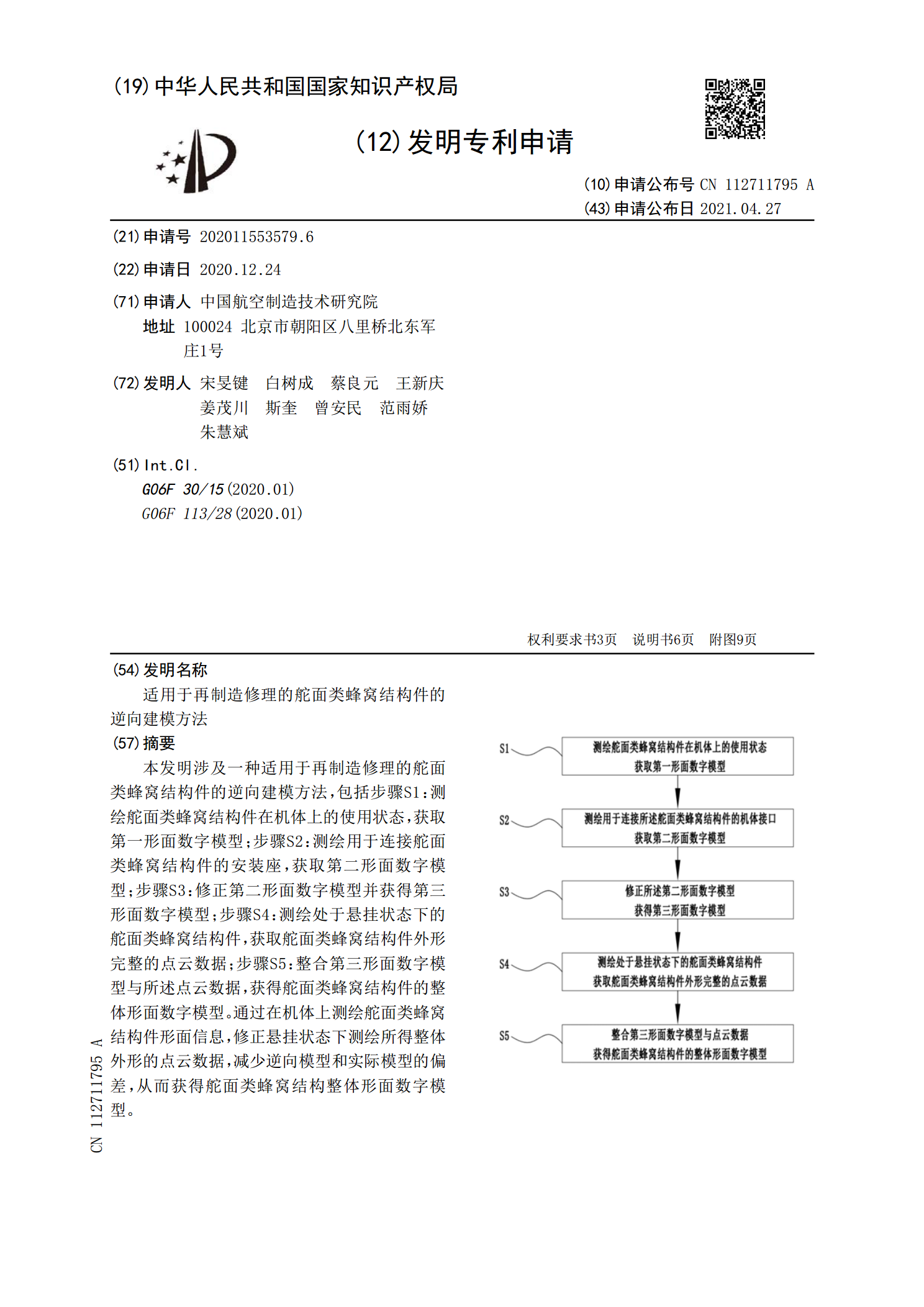
本发明涉及一种适用于再制造修理的舵面类蜂窝结构件的逆向建模方法,包括步骤S1:测绘舵面类蜂窝结构件在机体上的使用状态,获取第一形面数字模型;步骤S2:测绘用于连接舵面类蜂窝结构件的安装座,获取第二形面数字模型;步骤S3:修正第二形面数字模型并获得第三形面数字模型;步骤S4:测绘处于悬挂状态下的舵面类蜂窝结构件,获取舵面类蜂窝结构件外形完整的点云数据;步骤S5:整合第三形面数字模型与所述点云数据,获得舵面类蜂窝结构件的整体形面数字模型。通过在机体上测绘舵面类蜂窝结构件形面信息,修正悬挂状态下测绘所得整体外形
蜂窝夹芯结构件及其制备方法.pdf
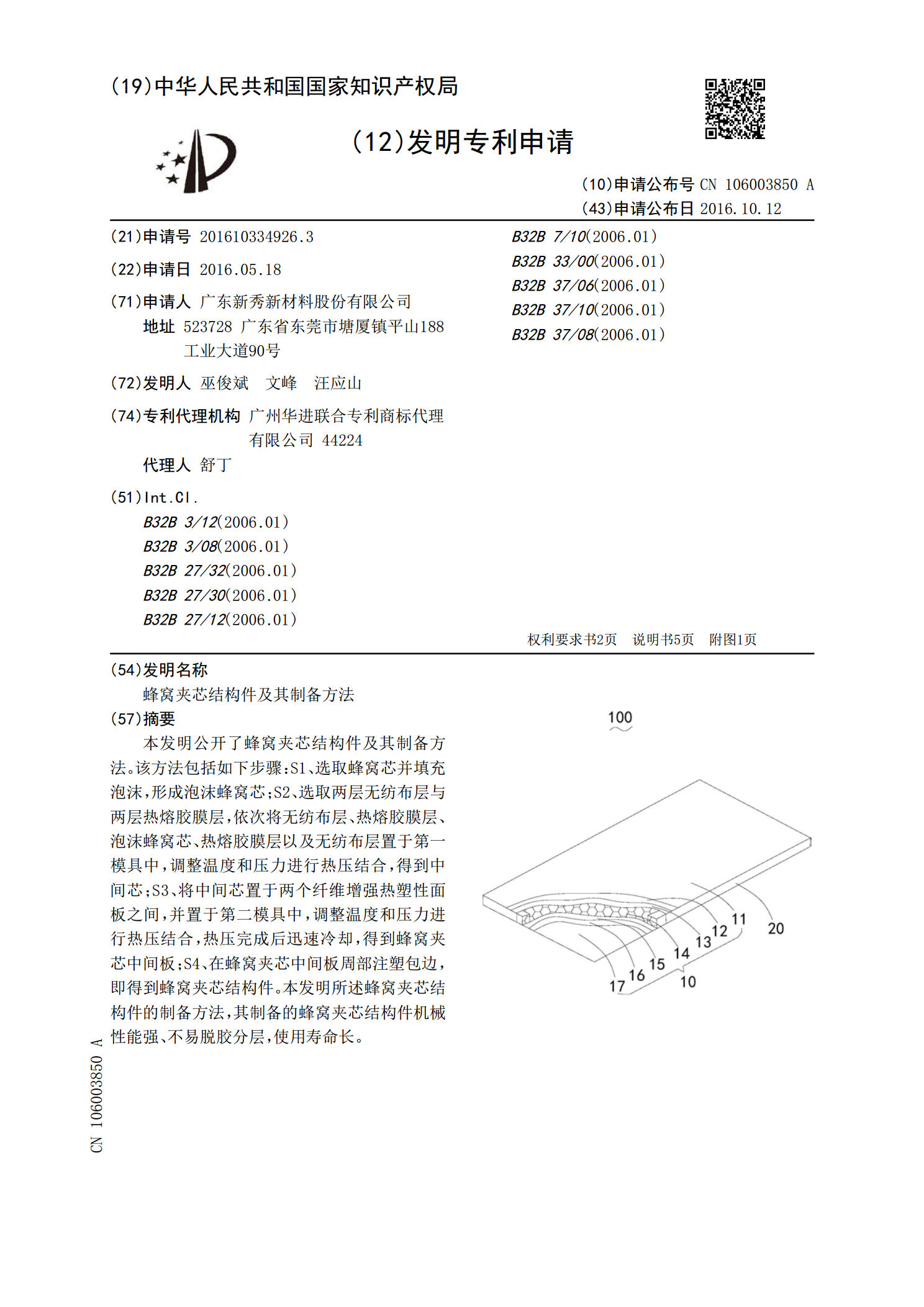
本发明公开了蜂窝夹芯结构件及其制备方法。该方法包括如下步骤:S1、选取蜂窝芯并填充泡沫,形成泡沫蜂窝芯;S2、选取两层无纺布层与两层热熔胶膜层,依次将无纺布层、热熔胶膜层、泡沫蜂窝芯、热熔胶膜层以及无纺布层置于第一模具中,调整温度和压力进行热压结合,得到中间芯;S3、将中间芯置于两个纤维增强热塑性面板之间,并置于第二模具中,调整温度和压力进行热压结合,热压完成后迅速冷却,得到蜂窝夹芯中间板;S4、在蜂窝夹芯中间板周部注塑包边,即得到蜂窝夹芯结构件。本发明所述蜂窝夹芯结构件的制备方法,其制备的蜂窝夹芯结构件