
热塑性芯材的生产方法和生产设备.pdf

佳晨****ng

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共57页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
热塑性芯材的生产方法和生产设备.pdf
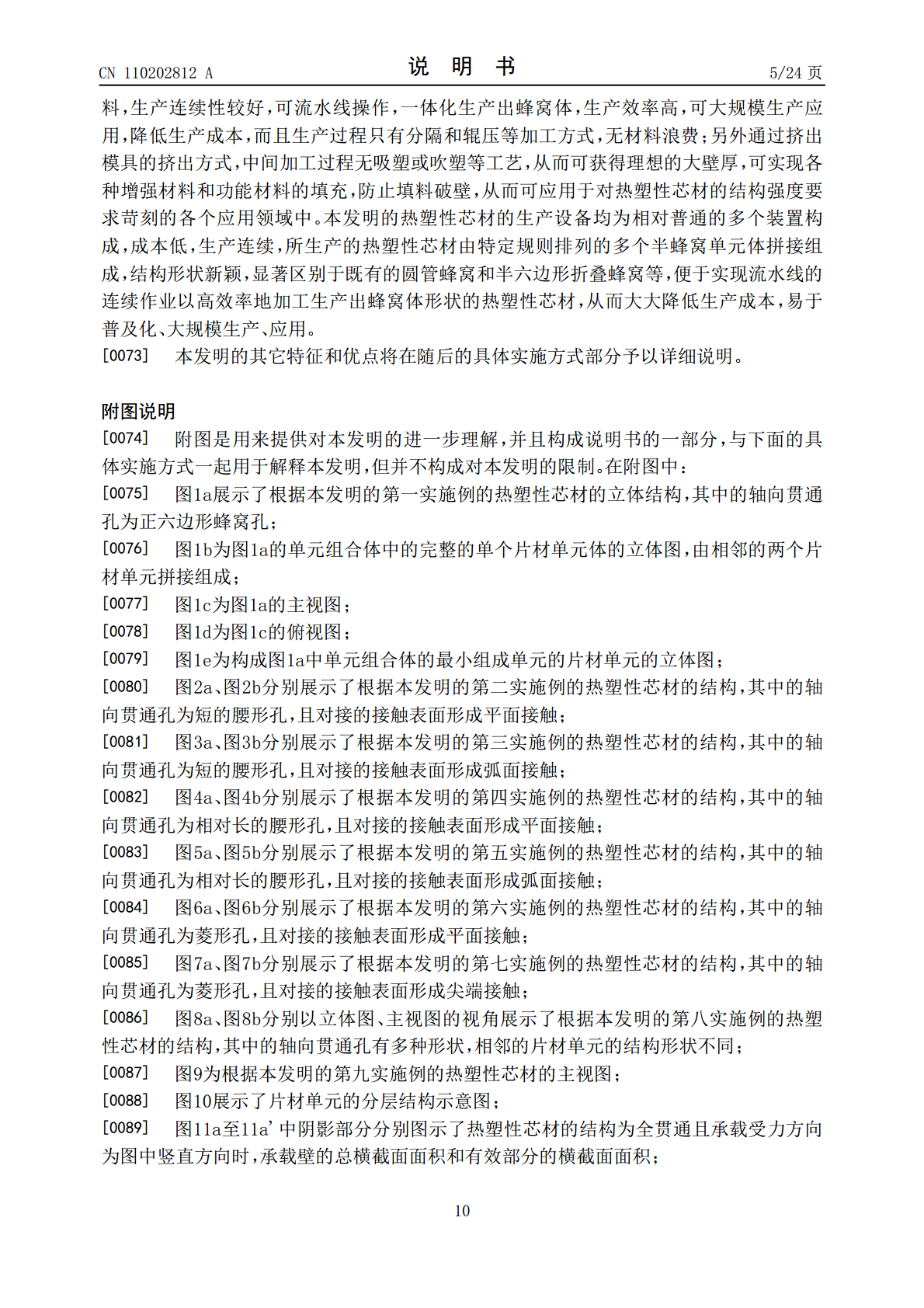
本发明公开了一种热塑性芯材的生产方法和生产设备,生产方法包括:持续输出沿流水线输出方向(X)依次排布且沿宽边输出方向(Y)呈带状延伸的多个片材单元(30),其中至少部分的片材单元上形成有几何形状体(104);将各个片材单元翻转预设角度,使得翻转后的片材单元的长度方向(L)保持沿宽边输出方向,片材单元的宽度方向(W)与流水线输出方向之间形成夹角(a);沿流水线输出方向将各个片材单元层叠拼接成单元组合体(100)。生产设备包括挤出模具(1)、蜂窝成型组件(2)、裁切组件(4)、导向定位组件(5)及胶枪(3)等
纤维增强复合材料芯材的生产方法和生产设备.pdf
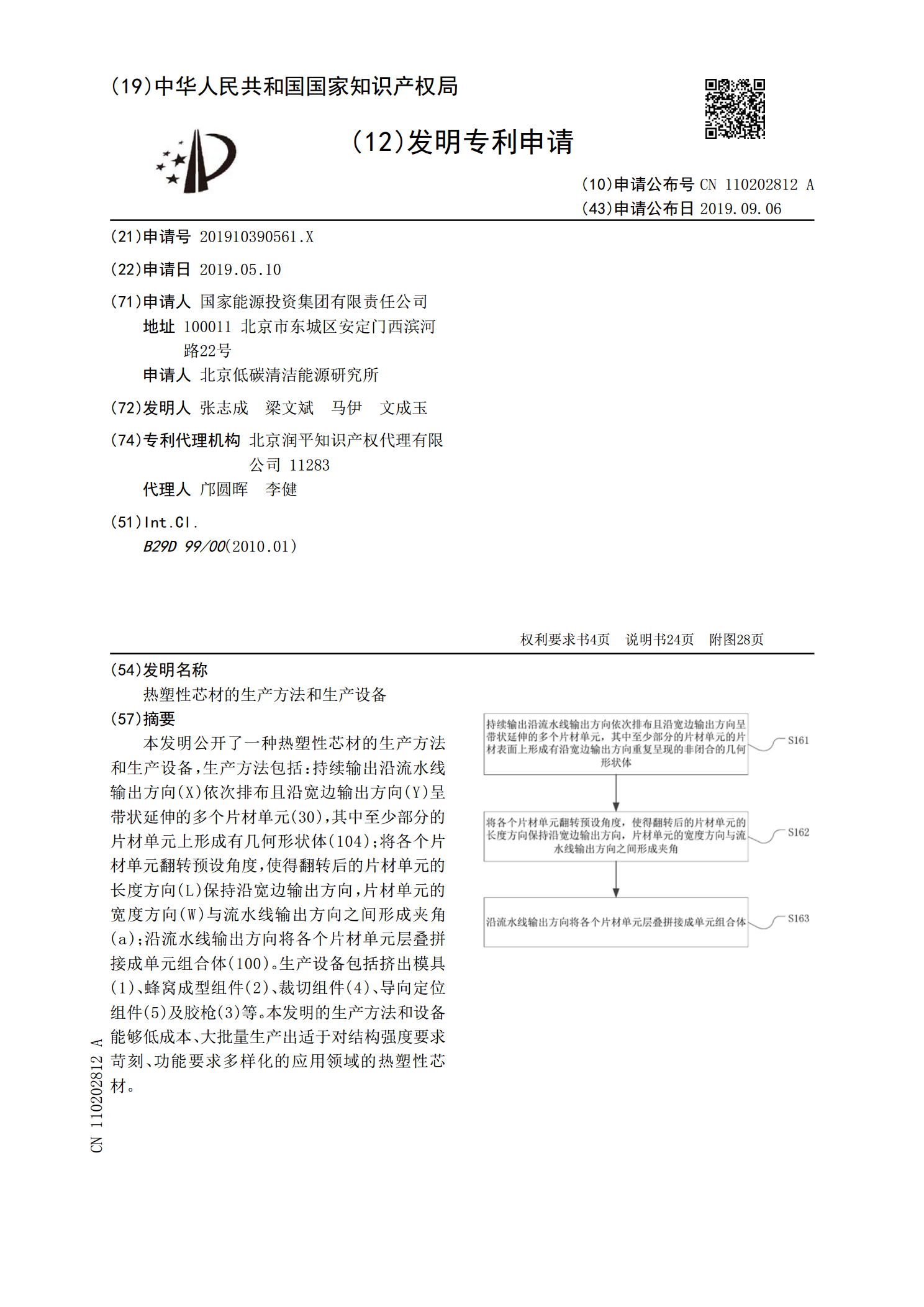
本发明公开了一种纤维增强复合材料芯材的生产方法和生产设备,生产方法包括:分段切割沿流水线输出方向挤出成型的条状蜂窝型材并沿流水线输出方向持续输出多个蜂窝单元体,蜂窝单元体的切割横截面形成有多个轴向贯通的蜂窝孔和围绕蜂窝孔的周向封闭的蜂窝孔周壁,蜂窝孔的轴向方向均沿流水线输出方向布置;沿垂直于流水线输出方向的流水线宽度方向翻转各个蜂窝单元体,翻转后的各个蜂窝单元体的切割横截面均位于同一平面上;沿流水线输出方向将各个蜂窝单元体拼接成蜂窝芯材。本发明的纤维增强复合材料芯材的生产方法和生产设备能够高效率、低成本、
具有多层复合结构的热塑性芯材和包括该芯材的设备.pdf
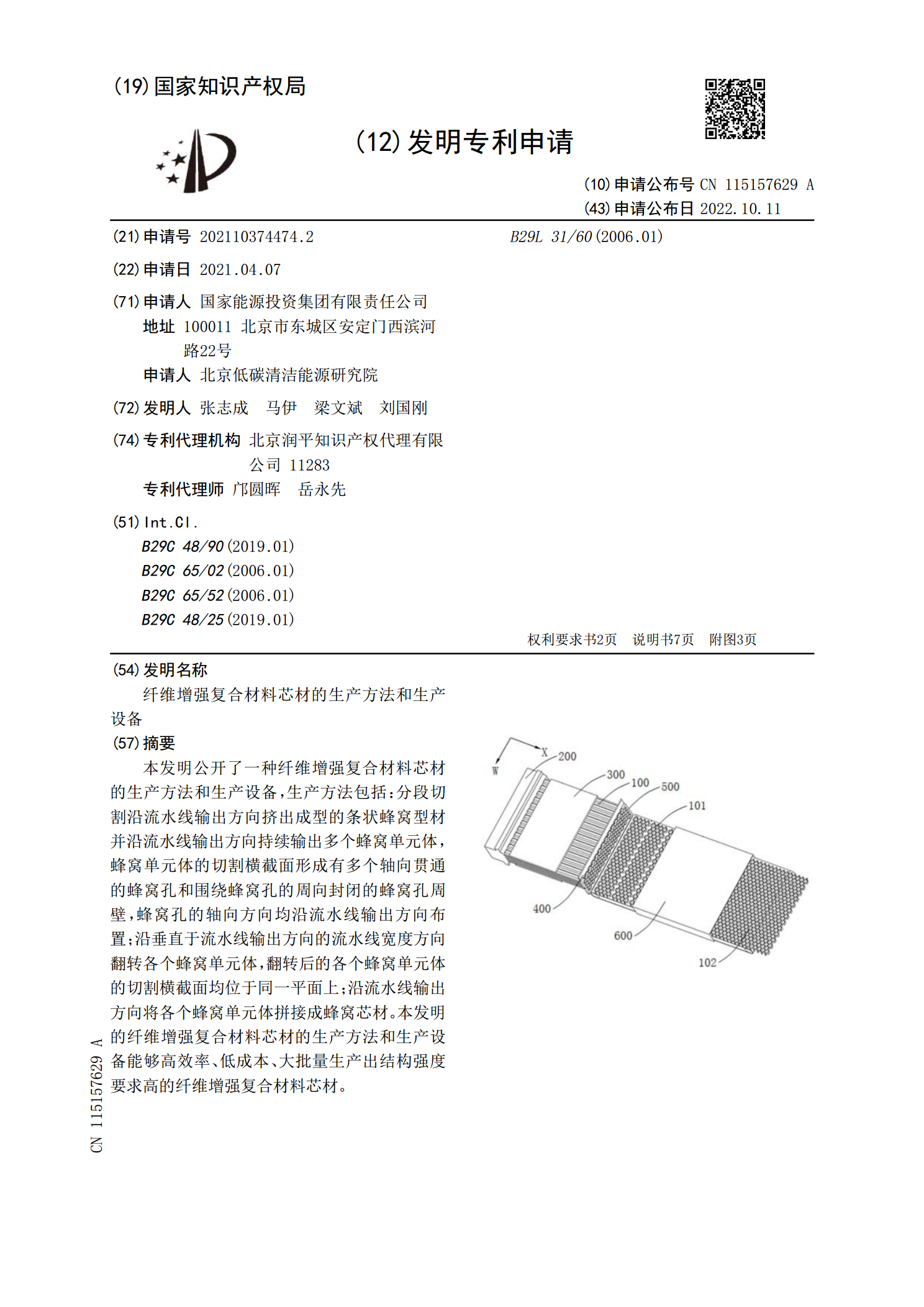
本发明公开了一种具有多层复合结构的热塑性芯材和包括该芯材的设备,包括沿第一方向(D1)延伸且沿第二方向(D2)层叠拼接的具有多层片材结构的多个芯材单元片(30),至少部分的芯材单元片(30)的一侧片材表面形成有沿片材长度方向重复呈现的几何高点且另一侧片材表面形成有沿片材长度方向重复呈现的几何低点,并通过对位抵接的几何高点和几何低点形成多个轴孔结构。本发明的热塑性芯材解决了传统蜂窝芯材的制造成本高、物料浪费、不可添加功能填料及增强填料的问题,实现了蜂窝芯可填充、低成本等优点以及节约型的生产制造,且复合层结构

一种用于蜂窝板芯材生产的折弯设备.pdf
本发明涉及蜂窝板加工技术领域,且公开了一种用于蜂窝板芯材生产的折弯设备,所述底座的上表面左侧对称焊接有四个安装柱,四个所述安装柱的外壁中部滑动安装有同一个载物板,四个所述安装柱的外壁上部滑动安装有同一个压板,四个所述安装柱的顶端焊接有同一个顶板。该用于蜂窝板芯材生产的折弯设备使用时,通过设置液压缸带动压板对板材固定同时带动板材和载物板运动,从而带动翻板在辊筒的限位作用下翻转对板材进行折弯,避免传统的挤压块将板材挤压进折弯槽内时会对板材的上表面产生压痕、同时会带动铝合金板的底面与折弯槽的内壁因滑动发生摩擦产
层叠片材和其生产方法.pdf
通过在包含非织造结构件并能够吸收液体组分的液体保持层的至少一侧形成可渗透液体组分并且可与皮肤接触的粘合层来生产层叠片材。粘合层包括包含具有不超过10μm的数均纤维直径的纤维的非织造结构件,以及粘合层相对于液体保持层的厚度比以粘合层/液体保持层的比率计是1/4-1/100。粘合层的非织造结构件的纤维可具有不超过5的纤维直径的标准偏差。液体保持层的非织造结构件可包括纤维直径大于粘合层的纤维的纤维直径的纤维。该层叠片材以平衡良好的方式具有液体保持性和液体可释放性,并且在该片材浸渍有液体组分的状态下对于皮肤具有优