
电芯的制造方法.pdf

论文****酱吖


1/10
2/10
3/10
4/10
5/10

6/10

7/10
8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
电芯的制造方法及电芯.pdf
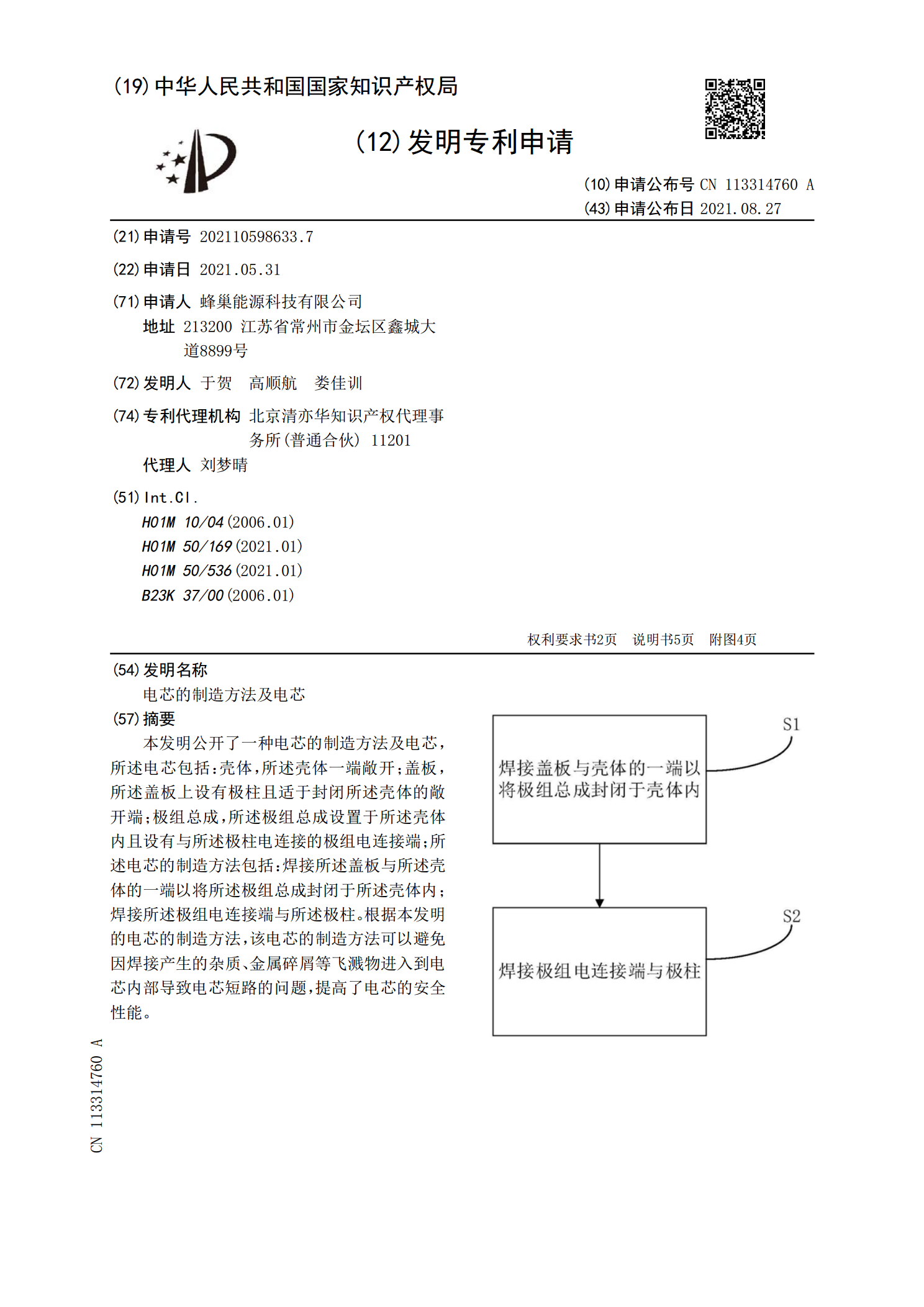
本发明公开了一种电芯的制造方法及电芯,所述电芯包括:壳体,所述壳体一端敞开;盖板,所述盖板上设有极柱且适于封闭所述壳体的敞开端;极组总成,所述极组总成设置于所述壳体内且设有与所述极柱电连接的极组电连接端;所述电芯的制造方法包括:焊接所述盖板与所述壳体的一端以将所述极组总成封闭于所述壳体内;焊接所述极组电连接端与所述极柱。根据本发明的电芯的制造方法,该电芯的制造方法可以避免因焊接产生的杂质、金属碎屑等飞溅物进入到电芯内部导致电芯短路的问题,提高了电芯的安全性能。

对称电芯、电池、对称电芯制造方法、电池制造方法.pdf
本发明公开一种对称电芯、电池、对称电芯制造方法、电池制造方法,涉及薄膜电池技术领域。其中,对称电芯包括电极单元,所述电极单元包括正电极和负电极,所述正电极与所述负电极设置为轴对称或中心对称,所述正电极的极臂与所述负电极的极臂相啮合。对称电芯能够通过将正电极与负电极设置为极臂相啮合结构形式的轴对称或中心对称,能够将一块板材分割出两组相同的上述正电极或两组相同的上述负电极,再对应组装出两组上述对称电芯,提高制造效率。上述对称电芯能够作为一款通过简单涂覆和模切而实现规模生产的单元模型,其便于避免微型结构电极在印

电芯的制造方法.pdf
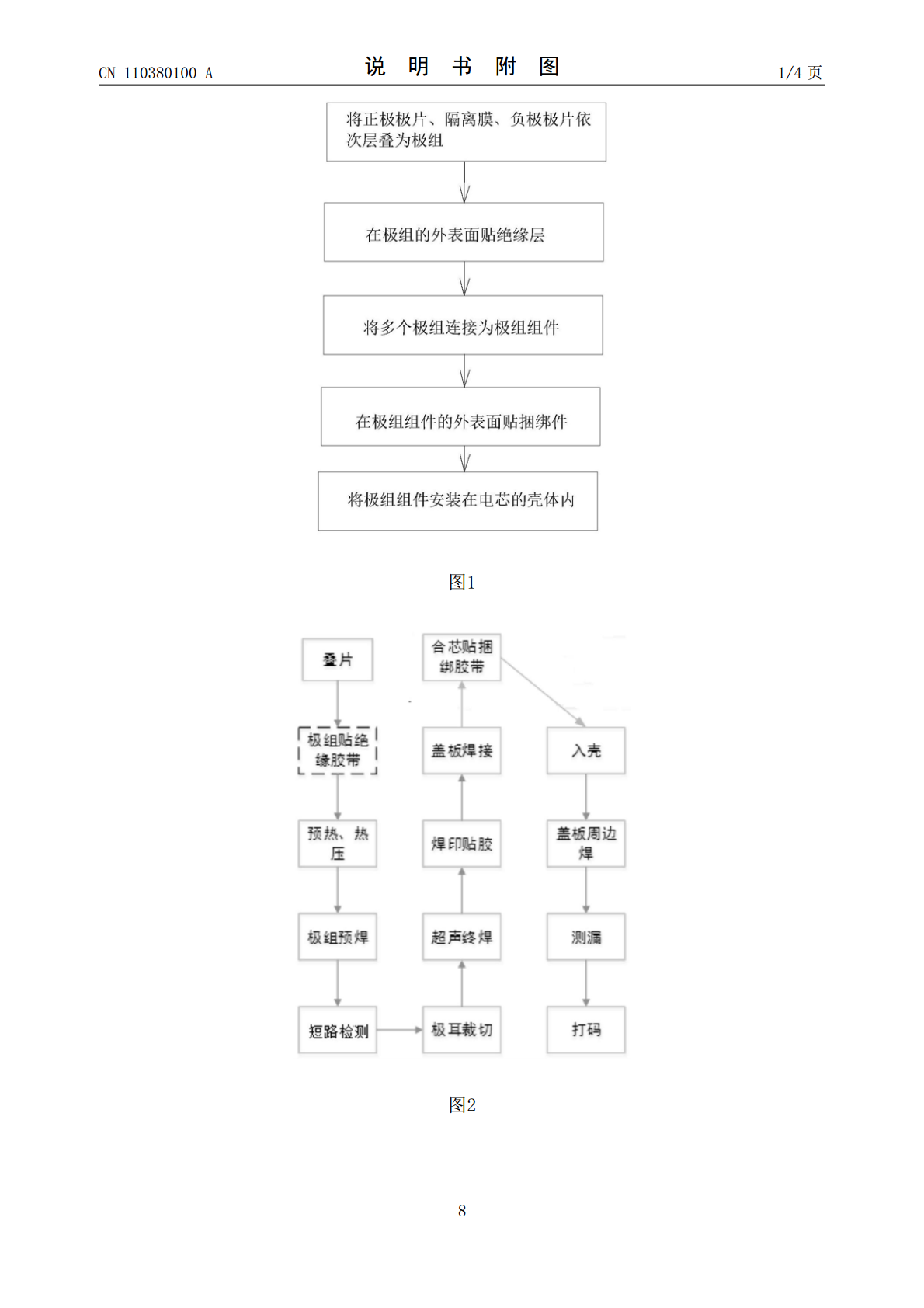
本发明提供了一种电芯的制造方法,电芯的制造方法包括以下步骤:将正极极片、隔离膜、负极极片依次层叠为极组;在所述极组的外表面贴绝缘层;将多个所述极组连接为极组组件;在所述极组组件的外表面贴捆绑件;将所述极组组件安装在所述电芯的壳体内。通过该制造方法生产出的电芯能够防止极片脱出,也能够防止极片错层,可以避免电芯发生短路,从而可以提升电芯的使用安全性,也可以提升电芯的平整性,并且,在极组的外表面贴绝缘层后,可以避免焊接粉尘进入极组内部。
用于电芯制造的叠片方法和电芯极组制造装备.pdf
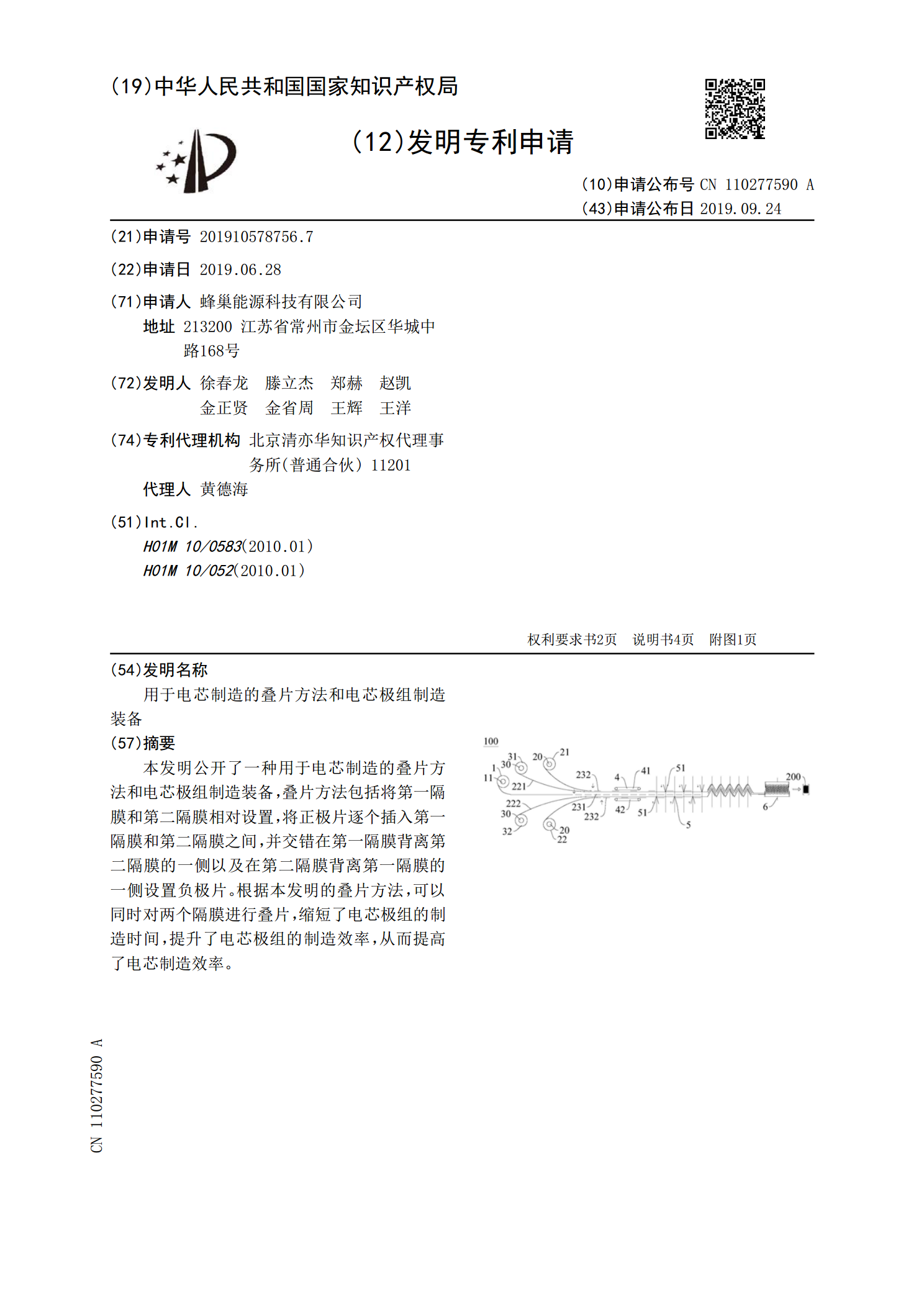
本发明公开了一种用于电芯制造的叠片方法和电芯极组制造装备,叠片方法包括将第一隔膜和第二隔膜相对设置,将正极片逐个插入第一隔膜和第二隔膜之间,并交错在第一隔膜背离第二隔膜的一侧以及在第二隔膜背离第一隔膜的一侧设置负极片。根据本发明的叠片方法,可以同时对两个隔膜进行叠片,缩短了电芯极组的制造时间,提升了电芯极组的制造效率,从而提高了电芯制造效率。
用于电芯制造的叠片方法和电芯极组制造装备.pdf
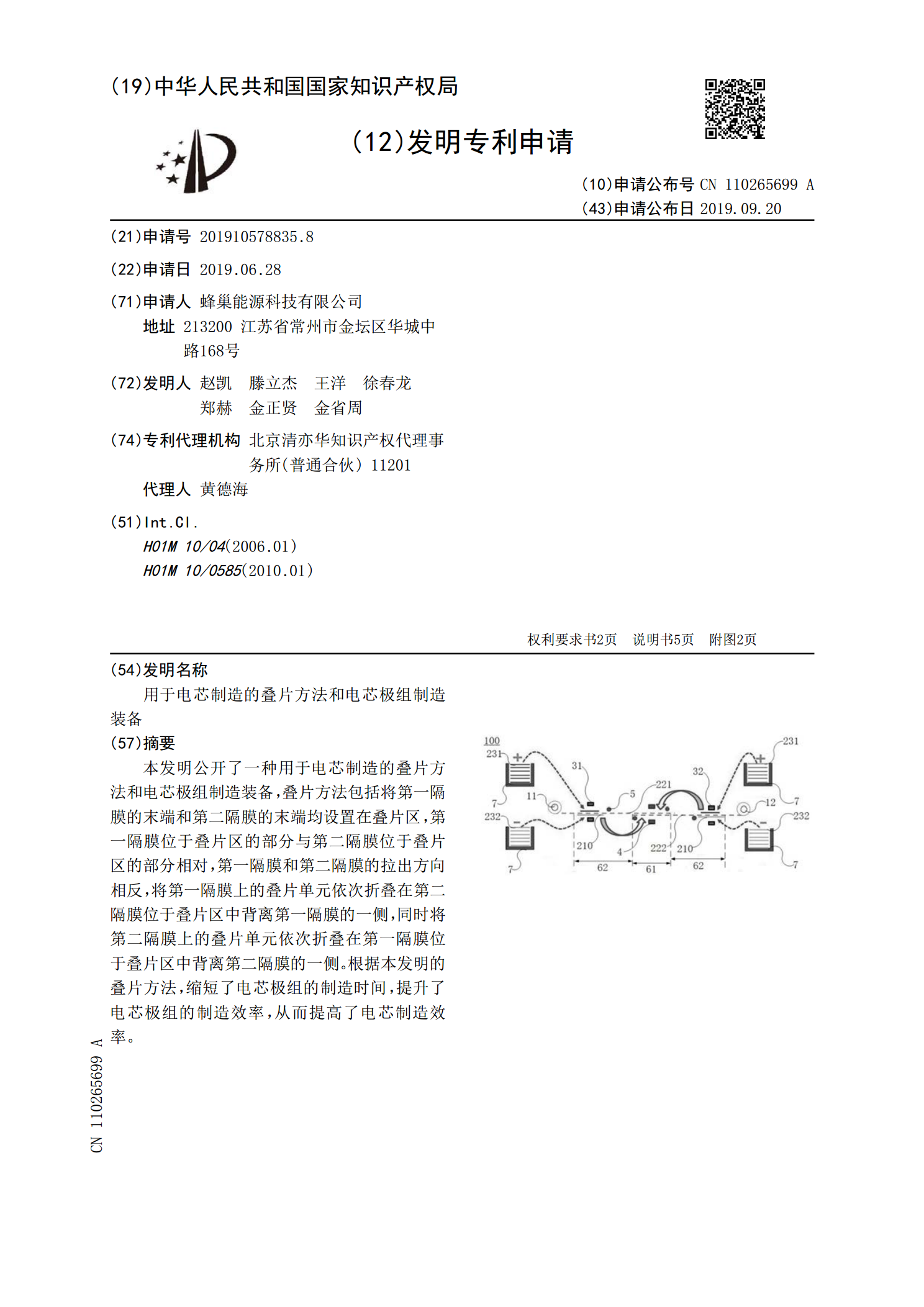
本发明公开了一种用于电芯制造的叠片方法和电芯极组制造装备,叠片方法包括将第一隔膜的末端和第二隔膜的末端均设置在叠片区,第一隔膜位于叠片区的部分与第二隔膜位于叠片区的部分相对,第一隔膜和第二隔膜的拉出方向相反,将第一隔膜上的叠片单元依次折叠在第二隔膜位于叠片区中背离第一隔膜的一侧,同时将第二隔膜上的叠片单元依次折叠在第一隔膜位于叠片区中背离第二隔膜的一侧。根据本发明的叠片方法,缩短了电芯极组的制造时间,提升了电芯极组的制造效率,从而提高了电芯制造效率。