
一种低压注射成型制备金属蜂窝材料的方法.pdf

Ja****44

1/9

2/9
3/9

4/9
5/9
6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种低压注射成型制备金属蜂窝材料的方法.pdf
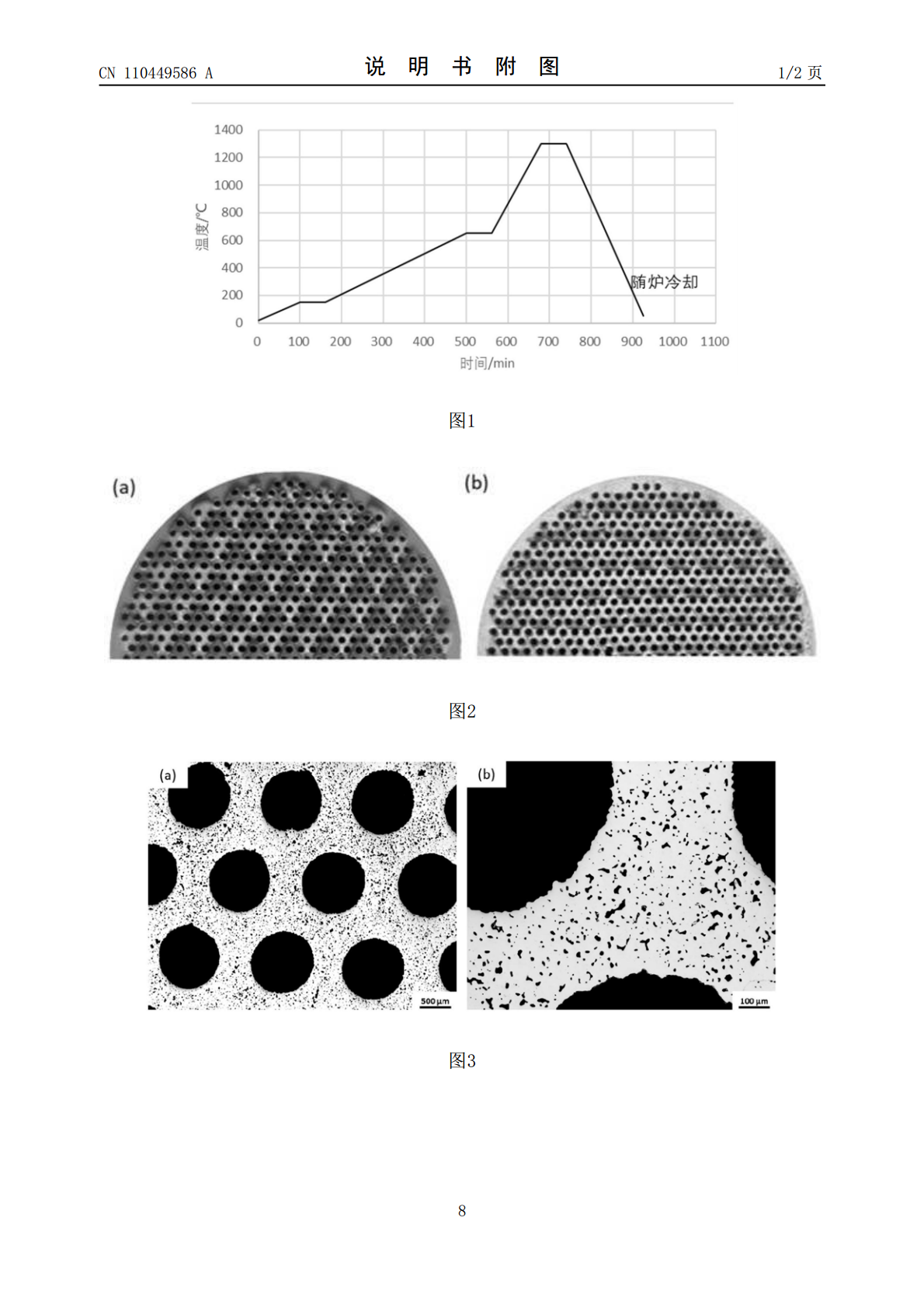
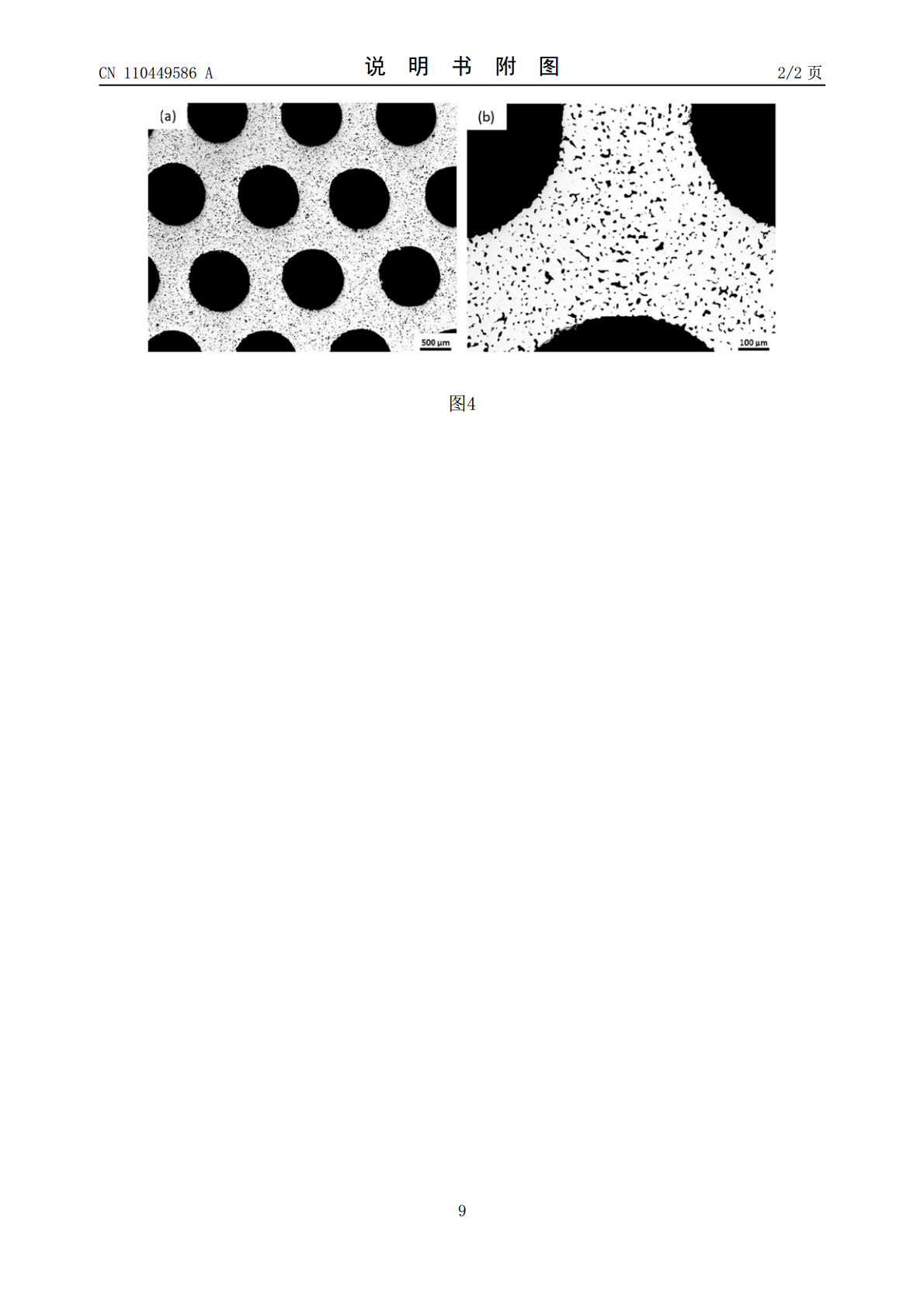
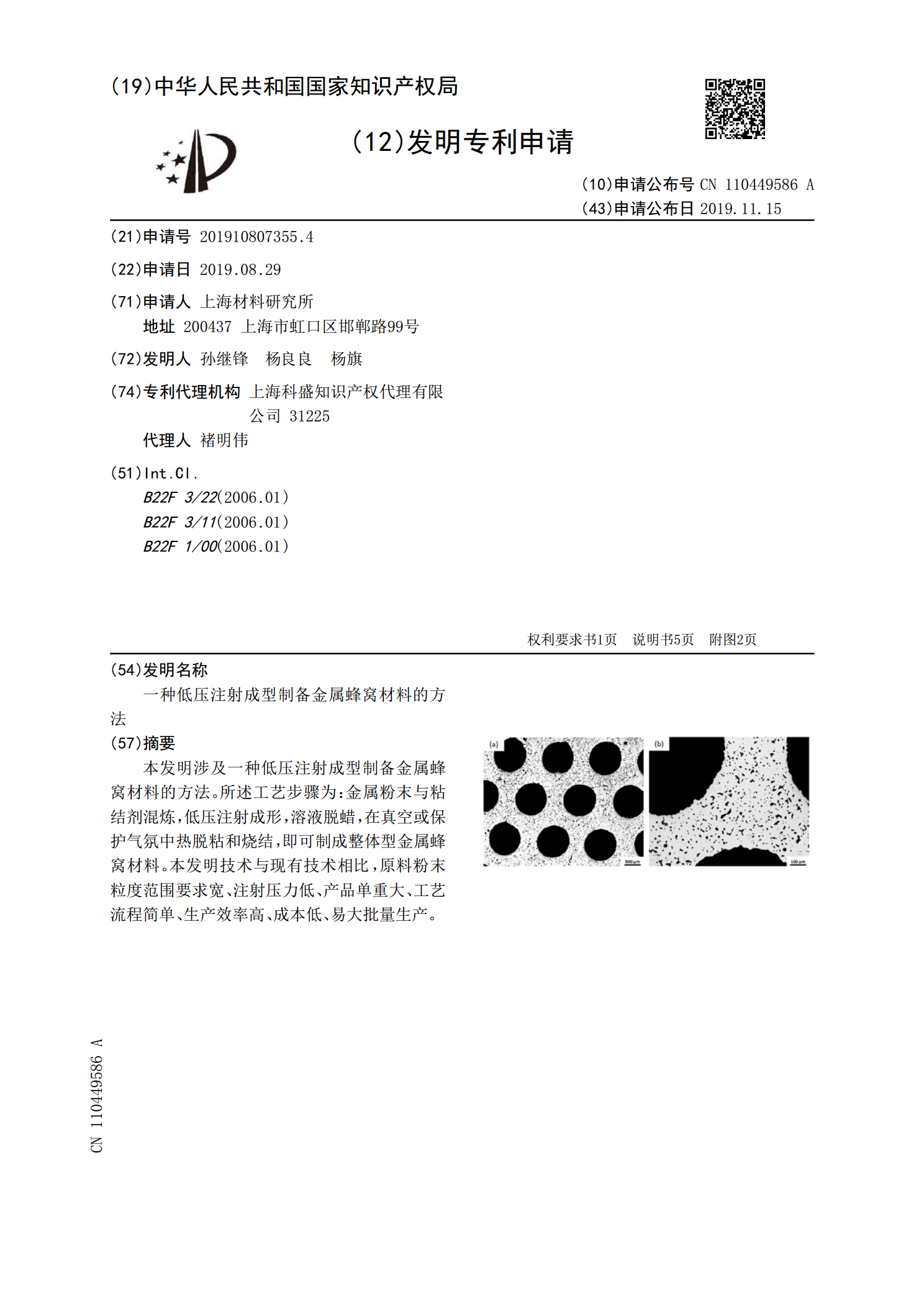
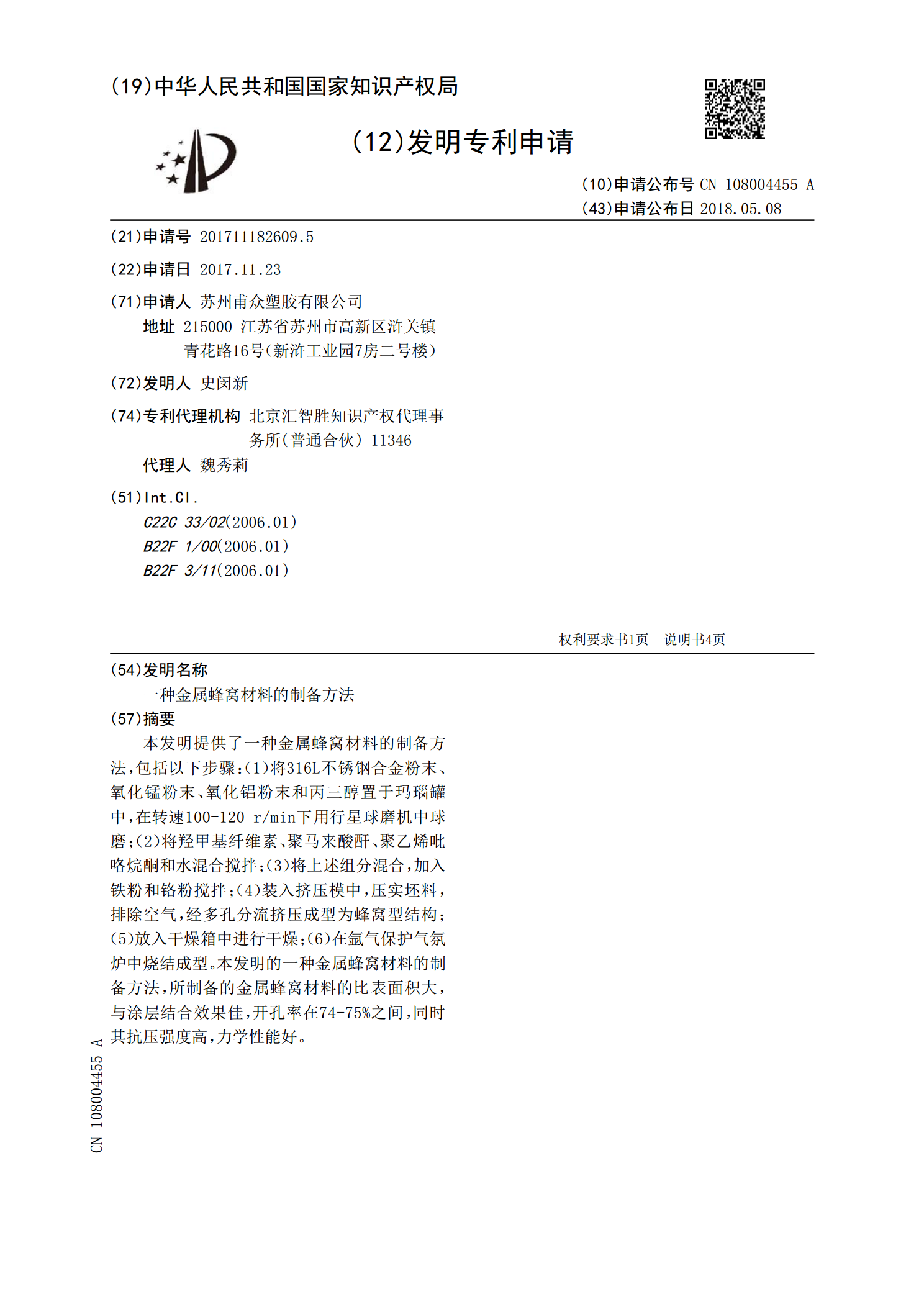
本发明涉及一种低压注射成型制备金属蜂窝材料的方法。所述工艺步骤为:金属粉末与粘结剂混炼,低压注射成形,溶液脱蜡,在真空或保护气氛中热脱粘和烧结,即可制成整体型金属蜂窝材料。本发明技术与现有技术相比,原料粉末粒度范围要求宽、注射压力低、产品单重大、工艺流程简单、生产效率高、成本低、易大批量生产。
一种金属蜂窝材料的制备方法.pdf
本发明提供了一种金属蜂窝材料的制备方法,包括以下步骤:(1)将316L不锈钢合金粉末、氧化锰粉末、氧化铝粉末和丙三醇置于玛瑙罐中,在转速100‑120r/min下用行星球磨机中球磨;(2)将羟甲基纤维素、聚马来酸酐、聚乙烯吡咯烷酮和水混合搅拌;(3)将上述组分混合,加入铁粉和铬粉搅拌;(4)装入挤压模中,压实坯料,排除空气,经多孔分流挤压成型为蜂窝型结构;(5)放入干燥箱中进行干燥;(6)在氩气保护气氛炉中烧结成型。本发明的一种金属蜂窝材料的制备方法,所制备的金属蜂窝材料的比表面积大,与涂层结合效果佳,
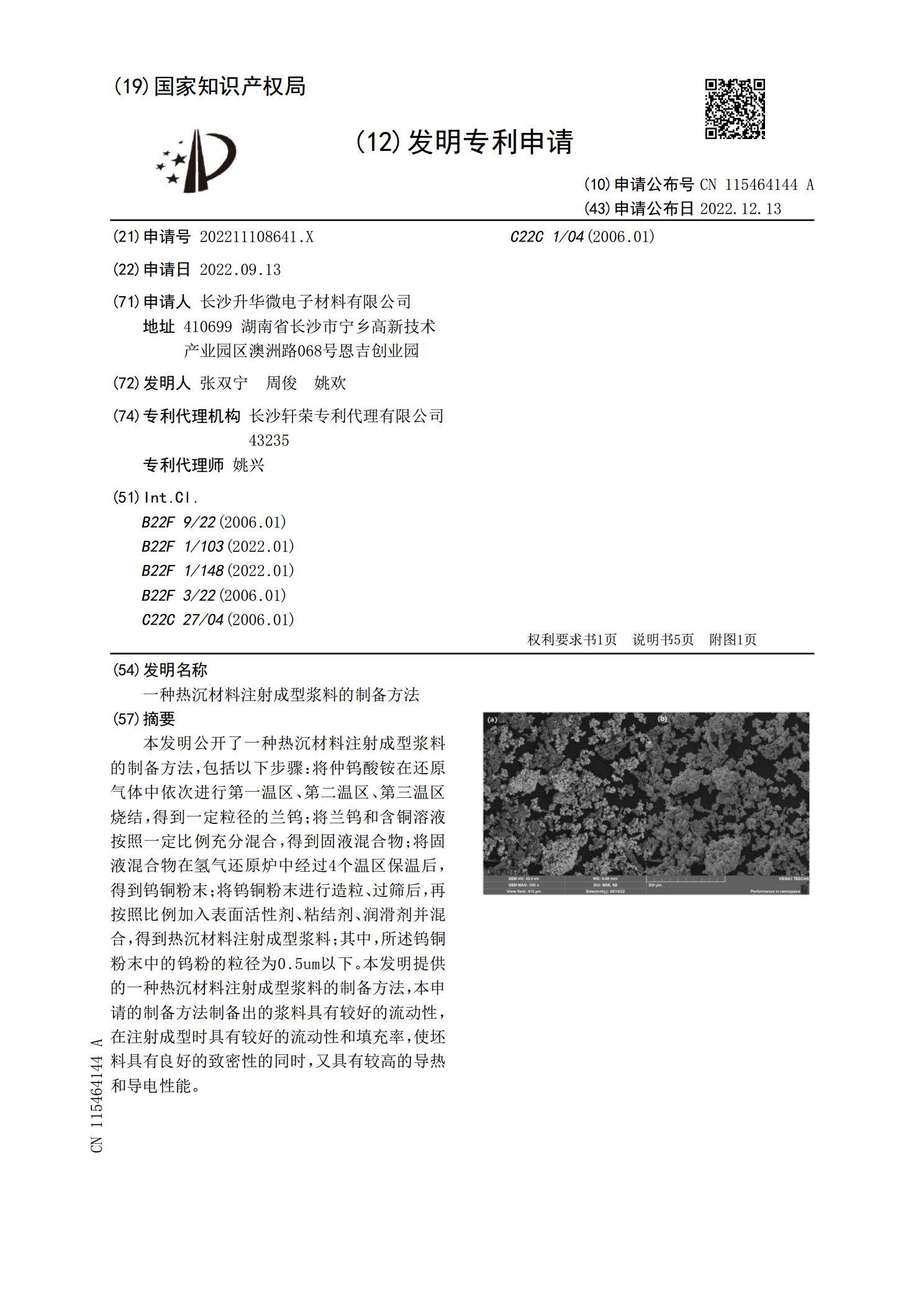
一种热沉材料注射成型浆料的制备方法.pdf
本发明公开了一种热沉材料注射成型浆料的制备方法,包括以下步骤:将仲钨酸铵在还原气体中依次进行第一温区、第二温区、第三温区烧结,得到一定粒径的兰钨;将兰钨和含铜溶液按照一定比例充分混合,得到固液混合物;将固液混合物在氢气还原炉中经过4个温区保温后,得到钨铜粉末;将钨铜粉末进行造粒、过筛后,再按照比例加入表面活性剂、粘结剂、润滑剂并混合,得到热沉材料注射成型浆料;其中,所述钨铜粉末中的钨粉的粒径为0.5um以下。本发明提供的一种热沉材料注射成型浆料的制备方法,本申请的制备方法制备出的浆料具有较好的流动性,在注

一种金属蜂窝芯的制备方法及金属蜂窝板的制备方法.pdf
本发明属于铝制蜂窝芯的加工技术领域,尤其是一种金属蜂窝芯的制备方法及金属蜂窝板的制备方法。金属蜂窝芯的制备方法包括如下步骤:S1、准备焊料和阻焊支撑料置于涂布机中;S2、将箔材送入涂布机;S3、利用涂布机在箔材表面以等间距间隔涂布阻焊支撑料和焊料,箔材上涂布焊料的区域为结合区,涂布阻焊支撑料的区域为支撑区,结合区和支撑区一一交错排布;S4、将箔材按需要的长度进行裁切然后叠层;S5、炉内钎焊或扩散焊;S6、焊后拉伸成金属蜂窝芯成品。它解决了现有金属蜂窝芯制备工艺中钎焊材料漫流后箔材结合无法分开的技术缺陷。阻
一种注射成型配制的金属粉末及其制备方法.pdf
本发明设计一种注射成型配制的金属粉末制备方法,其特征在于由下列组成物及重量份组成:金属粉1000,动物油33—39,植物油4—10,石蜡4.9—5.2,聚乙烯2.4—2.8,EVA树脂11.2—11.4,硬脂酸1.5—1.6。本发明的优点是一次成型达800g-2500g乃至更大,新材料技术工件成型,无需在经过熔脱排脂直接进炉烧结(1400度)完成、自然冷却、工件弯曲强度MPa1530、断裂韧性MPa•m¹̸²23.5、维氏硬度kgf/mm²1050。