
一种铝蜂窝芯的制备方法.pdf

琰琬****买买


1/5

2/5

3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝蜂窝芯及铝蜂窝板的制备方法.pdf
本发明提供了一种铝蜂窝芯及铝蜂窝板的制备方法,通过制备铝蜂窝芯的过程中,开设通孔以及通槽,从而在蜂窝芯与铝板焊接时,能够充分排出蜂窝芯内的残留空气,避免在高温焊接的过程中蜂窝芯的铝箔被氧化,同时进一步的在铝箔粘合的不同区域涂覆第一粘合剂和第二粘合剂,第一粘合剂涂布在粘合区域边缘,具有良好的连接强度和耐久性,第二粘合剂涂布在粘合区域的中间大部分区域,第二粘结剂具有良好的界面属性,能够在具有油或水的界面提供良好的粘结力并且具有快速固化的效果,两者共同使用提高了蜂窝芯加工的质量以及蜂窝芯的粘合强度。

一种铝蜂窝芯的制备方法.pdf
本发明公开了一种铝蜂窝芯的制备方法,通过利用铝蜂窝涂胶机对铝箔卷材进行放卷涂胶,使得铝箔卷材的单面形成间隔均匀且相互平行的条状涂胶层;将涂胶后的铝箔基材及时裁切为相同尺寸的铝箔薄板,并将裁切后的铝箔薄板依次叠合成铝箔块;将叠合后的铝箔块经过热压机固化成型;将固化后的铝箔块沿垂直于铝箔块延伸方向进行切割,拉伸形成铝蜂窝芯。本发明提高了加工精度和工作效率,保证了胶水的重复利用,无废胶产生。
一种耐腐蚀的铝蜂窝芯及铝蜂窝板的制备方法.pdf
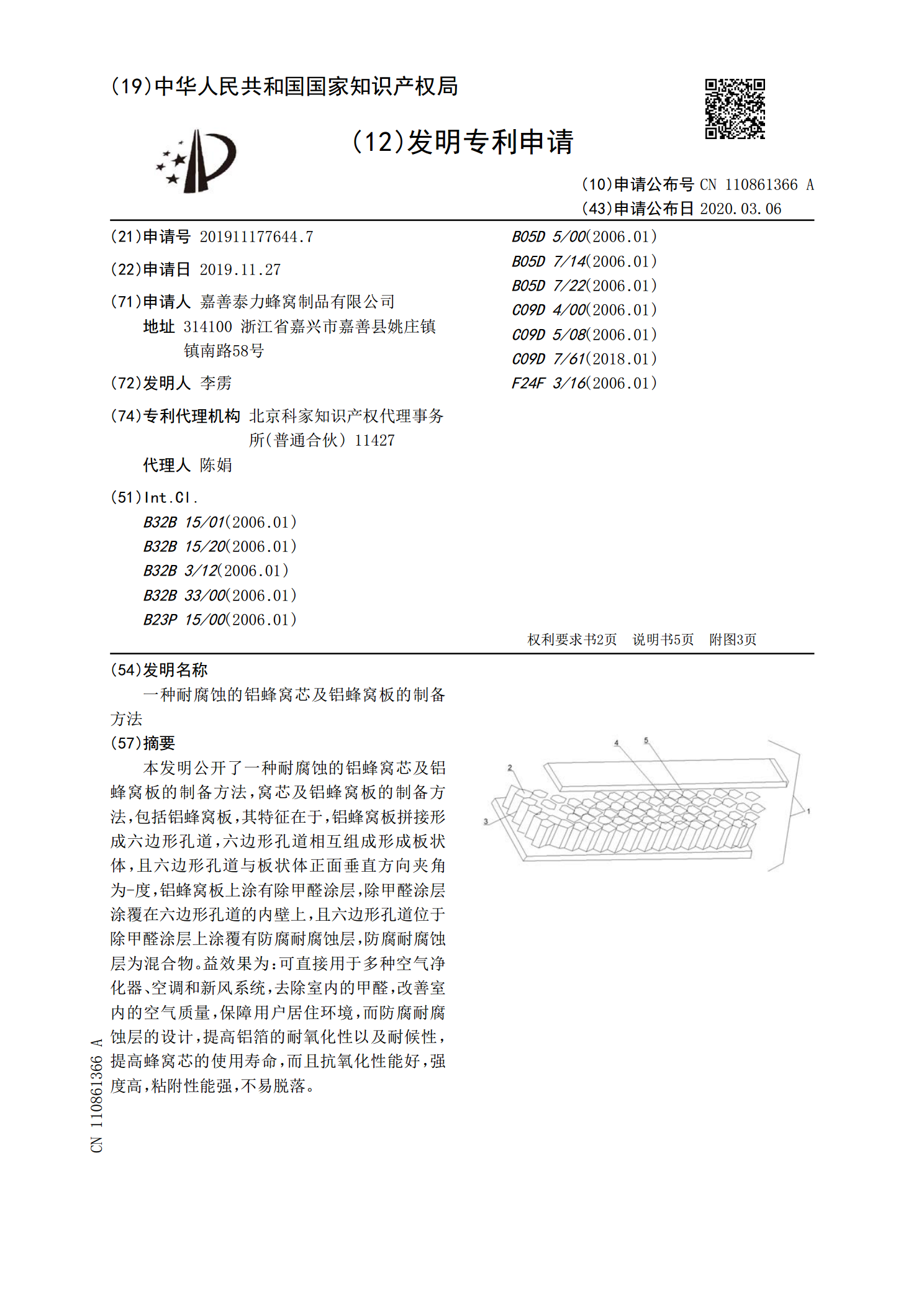
本发明公开了一种耐腐蚀的铝蜂窝芯及铝蜂窝板的制备方法,窝芯及铝蜂窝板的制备方法,包括铝蜂窝板,其特征在于,铝蜂窝板拼接形成六边形孔道,六边形孔道相互组成形成板状体,且六边形孔道与板状体正面垂直方向夹角为‑度,铝蜂窝板上涂有除甲醛涂层,除甲醛涂层涂覆在六边形孔道的内壁上,且六边形孔道位于除甲醛涂层上涂覆有防腐耐腐蚀层,防腐耐腐蚀层为混合物。益效果为:可直接用于多种空气净化器、空调和新风系统,去除室内的甲醛,改善室内的空气质量,保障用户居住环境,而防腐耐腐蚀层的设计,提高铝箔的耐氧化性以及耐候性,提高蜂窝芯的
一种耐腐蚀的铝蜂窝芯及铝蜂窝板的制备方法.pdf
本发明提供了一种耐腐蚀的铝蜂窝芯及铝蜂窝板的制备方法,通过制备铝蜂窝芯的过程中,开设通孔以及通槽,从而在蜂窝芯与铝板焊接时,能够充分排出蜂窝芯内的残留空气,避免在高温焊接的过程中蜂窝芯的铝箔被氧化,同时进一步的在铝箔暴露的表面涂覆耐腐蚀层,提高铝箔的耐氧化耐腐蚀能力,提高铝蜂窝芯的耐候性和使用寿命。
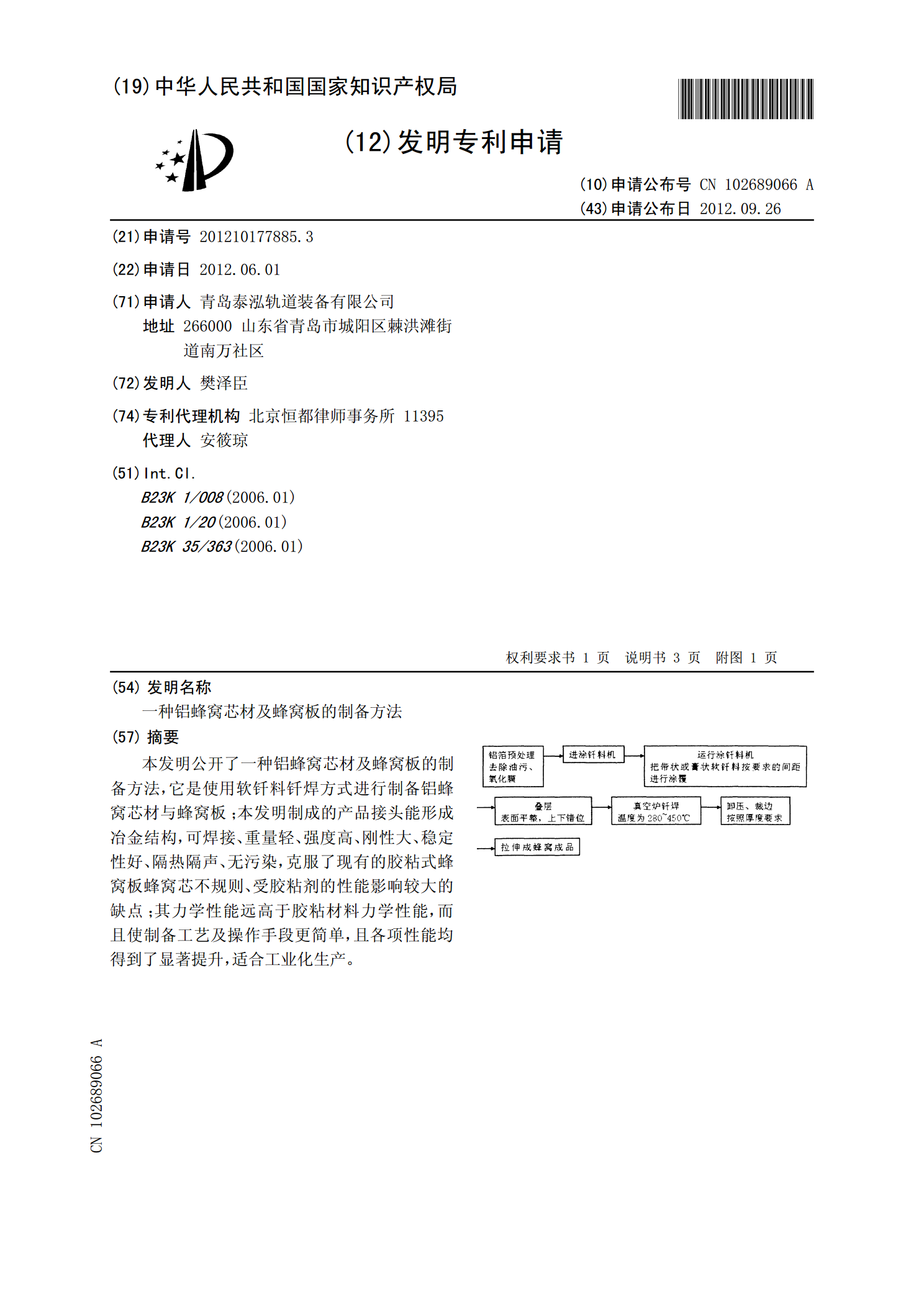
一种铝蜂窝芯材及蜂窝板的制备方法.pdf
本发明公开了一种铝蜂窝芯材及蜂窝板的制备方法,它是使用软钎料钎焊方式进行制备铝蜂窝芯材与蜂窝板;本发明制成的产品接头能形成冶金结构,可焊接、重量轻、强度高、刚性大、稳定性好、隔热隔声、无污染,克服了现有的胶粘式蜂窝板蜂窝芯不规则、受胶粘剂的性能影响较大的缺点;其力学性能远高于胶粘材料力学性能,而且使制备工艺及操作手段更简单,且各项性能均得到了显著提升,适合工业化生产。