
高度可调式的卫星蜂窝板T形埋件后胶接定位装置.pdf

是你****晨呀

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高度可调式的卫星蜂窝板T形埋件后胶接定位装置.pdf
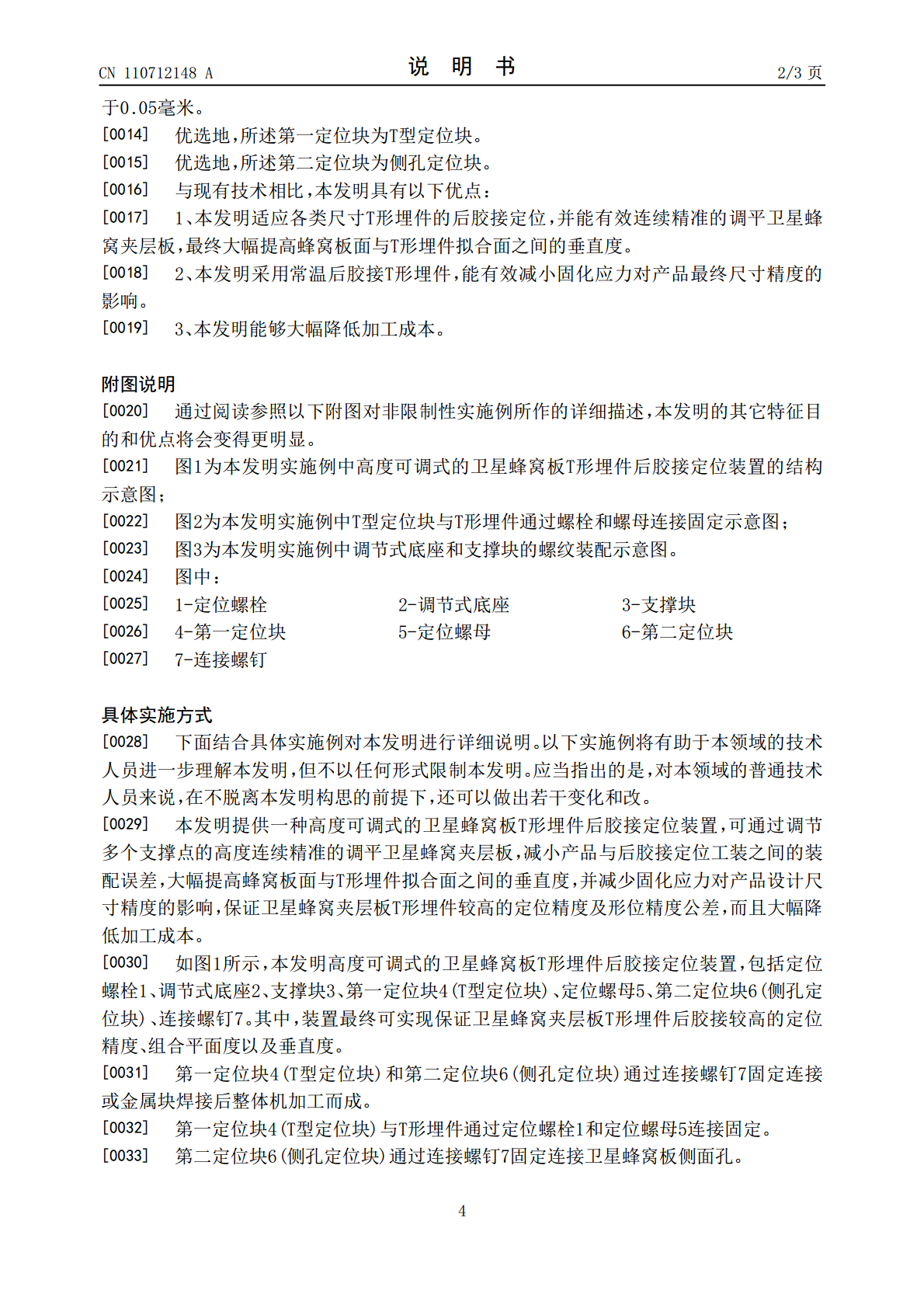
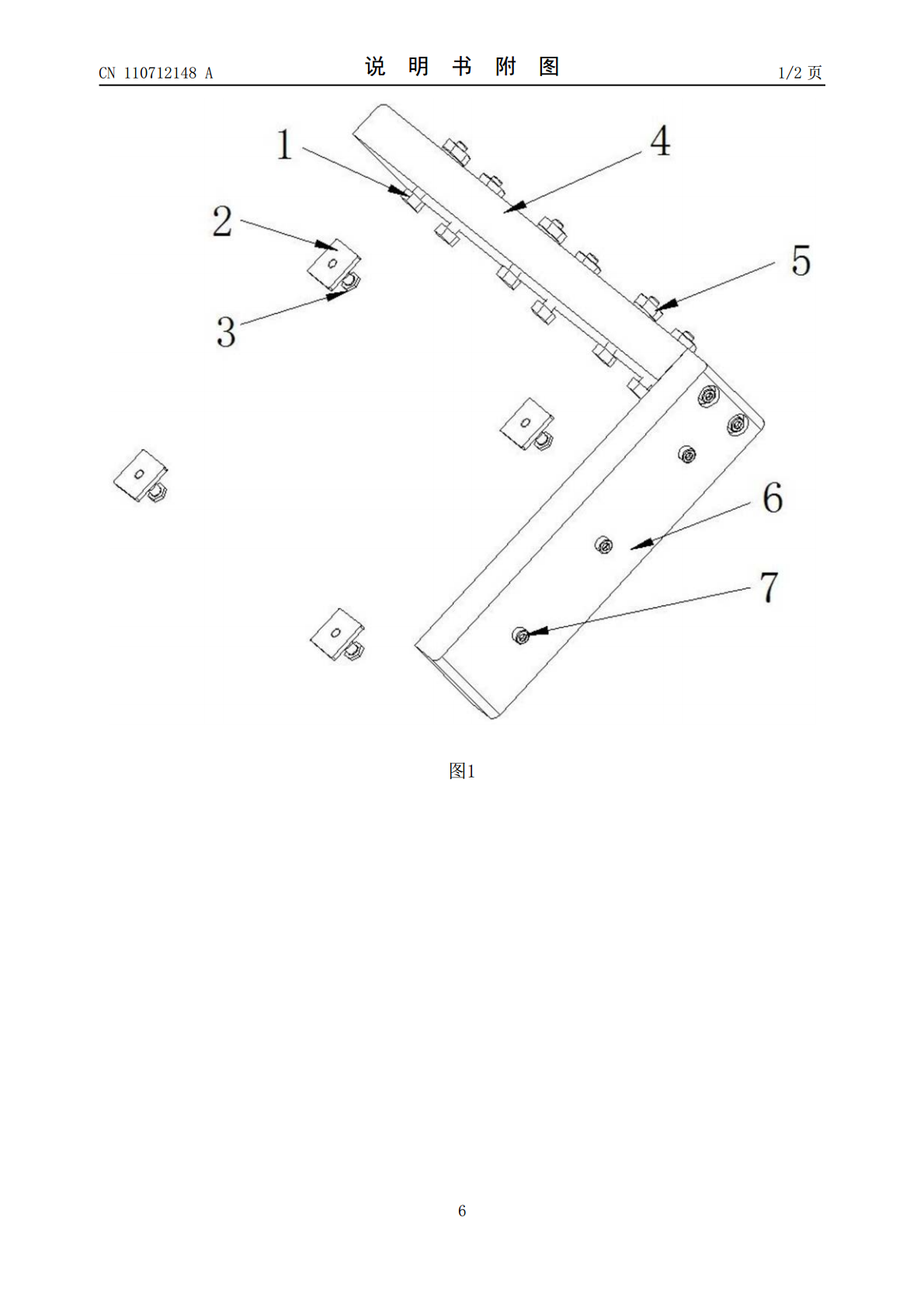
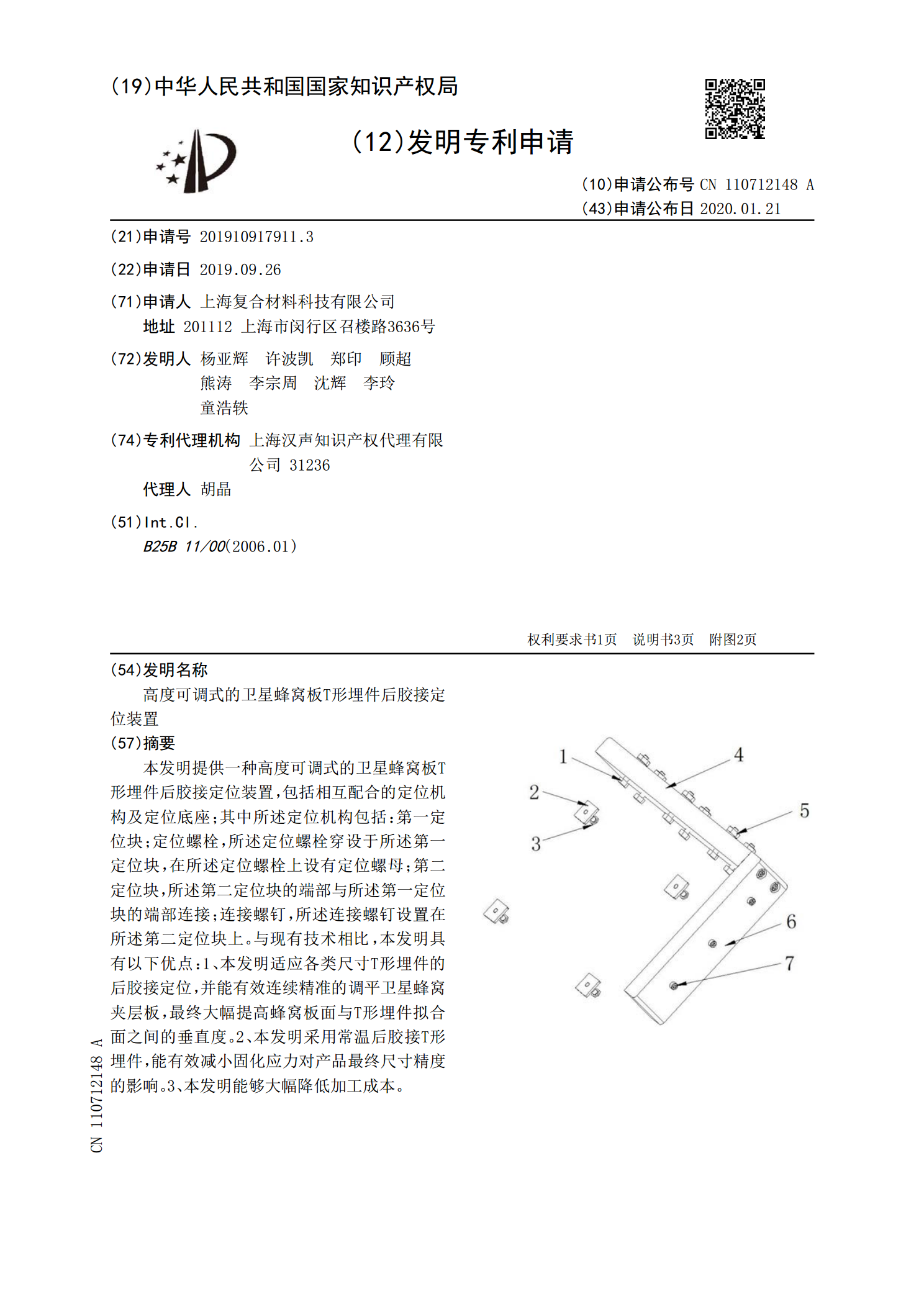
本发明提供一种高度可调式的卫星蜂窝板T形埋件后胶接定位装置,包括相互配合的定位机构及定位底座;其中所述定位机构包括:第一定位块;定位螺栓,所述定位螺栓穿设于所述第一定位块,在所述定位螺栓上设有定位螺母;第二定位块,所述第二定位块的端部与所述第一定位块的端部连接;连接螺钉,所述连接螺钉设置在所述第二定位块上。与现有技术相比,本发明具有以下优点:1、本发明适应各类尺寸T形埋件的后胶接定位,并能有效连续精准的调平卫星蜂窝夹层板,最终大幅提高蜂窝板面与T形埋件拟合面之间的垂直度。2、本发明采用常温后胶接T形埋件,
卫星蜂窝夹层板T形埋件后胶接方法.pdf
本发明卫星蜂窝夹层板T形埋件后胶接方法,包括如下步骤:步骤1,组装T型定位块和侧面定位块;步骤2,胶接T形埋件、与T型定位块连接固定;步骤3,调节各支撑块高度;步骤4,侧面定位块固定卫星蜂窝夹层板。与现有技术相比,本发明有以下优点:1、本发明能有效连续精准的调整卫星蜂窝夹层板与定位块的垂直精度。2、本发明采用常温后胶接T形埋件,能有效减小固化应力对产品最终尺寸精度的影响。3、本发明能够大幅降低加工成本。
卫星用蜂窝板常温胶接的工艺方法.pdf
本发明提供了一种卫星用蜂窝板常温胶接的工艺方法,包括以下步骤:对蒙皮和蜂窝芯子的胶接面涂常温固化胶粘剂;将蒙皮与蜂窝芯子进行装配,在常温下进行加压固化,即可。使用该方法制备的卫星用蜂窝板产品,通过蒙皮与蜂窝芯子常温固化,可以使产品胶接界面热应力最小时的温度更接近卫星空间使用温度区间的中间区域,在空间使用环境高低温变化过程中,降低胶接界面的最大热应力,保证产品胶接面的稳定。
卫星用铝蒙皮蜂窝板胶接低温热管的方法及卫星用蜂窝板.pdf
本发明提供了一种涉及复合材料胶接装配技术领域的卫星用铝蒙皮蜂窝板胶接低温热管的方法及卫星用蜂窝板,具体步骤如下:S1、于工装模具内依次装配下蒙皮、预埋块、发泡胶、隔离板、矮蜂窝、加强蒙皮、蜂窝芯、上蒙皮与补偿板,合模制作真空袋;S2、高温固化成型;S3、拆除模具,取出补偿板、隔离板、预埋块以及预埋块侧边的发泡胶贴片;S4、胶接;S5、常温固化;S6、移除重物,清理残胶。本发明解决了高温固化成型蜂窝板无法内埋低温热管的工艺难题,在低温热管周围布置加强蒙皮提升了外贴蒙皮胶接性能以及低温热管区域平面度,使用发泡

蜂窝板中嵌入件的胶接技术.docx
蜂窝板中嵌入件的胶接技术蜂窝板中嵌入件的胶接技术摘要蜂窝板是一种具有轻质、高强度和刚性的材料,广泛应用于航空航天、汽车、建筑和电子等领域。蜂窝板中的嵌入件胶接技术起到了关键作用,它不仅能够提供良好的结构连接,还能够提高整体性能,并且具有良好的耐久性。本论文将对蜂窝板中嵌入件的胶接技术进行综述,并探讨其发展趋势。1.引言蜂窝板作为一种具有轻质、高强度和刚性的材料,被广泛应用于航空航天、汽车、建筑和电子等领域。蜂窝板中常常需要进行嵌入件的胶接,以满足结构连接和整体性能的要求。嵌入件胶接技术是一种常用的加工方法