
一种新型复合铝蜂窝板的制造方法.pdf

一条****发啊

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种新型复合铝蜂窝板的制造方法.pdf
本发明属于高速动车、城际列车、城轨列车、中低速铁路客车所用的铝蜂窝地板生产领域,具体涉及一种新型复合铝蜂窝板的制造方法;其包括如下步骤:步骤一,面板、背板、铝型材框架前处理步骤;步骤二,铝蜂窝芯前处理步骤;步骤三,胶膜前处理步骤;步骤四,同温处理;步骤五,装配步骤;步骤六,热压固化步骤;步骤七,冷压固化步骤;本发明不仅能够防止高速动车、城际列车、城轨列车、中低速铁路客车地板用复合铝蜂窝板出现开胶、鼓泡,还具有操作简单、易于实施推广的特点。
一种复合铝蜂窝板的制造方法.pdf
本发明属于高速动车、城际列车、城轨列车、中低速铁路客车所用的铝蜂窝地板生产领域,具体涉及一种复合铝蜂窝板的制造方法;其包括如下步骤:步骤一,面板、背板、铝型材框架前处理步骤;步骤二,铝蜂窝芯前处理步骤;步骤三,胶膜前处理步骤;步骤四,同温处理;步骤五,装配步骤;步骤六,热压固化步骤;步骤七,冷压固化步骤;本发明不仅能够防止高速动车、城际列车、城轨列车、中低速铁路客车地板用复合铝蜂窝板出现开胶、鼓泡,还具有操作简单、易于实施推广的特点。
一种新型铁铝复合蜂窝板及其制备方法.pdf
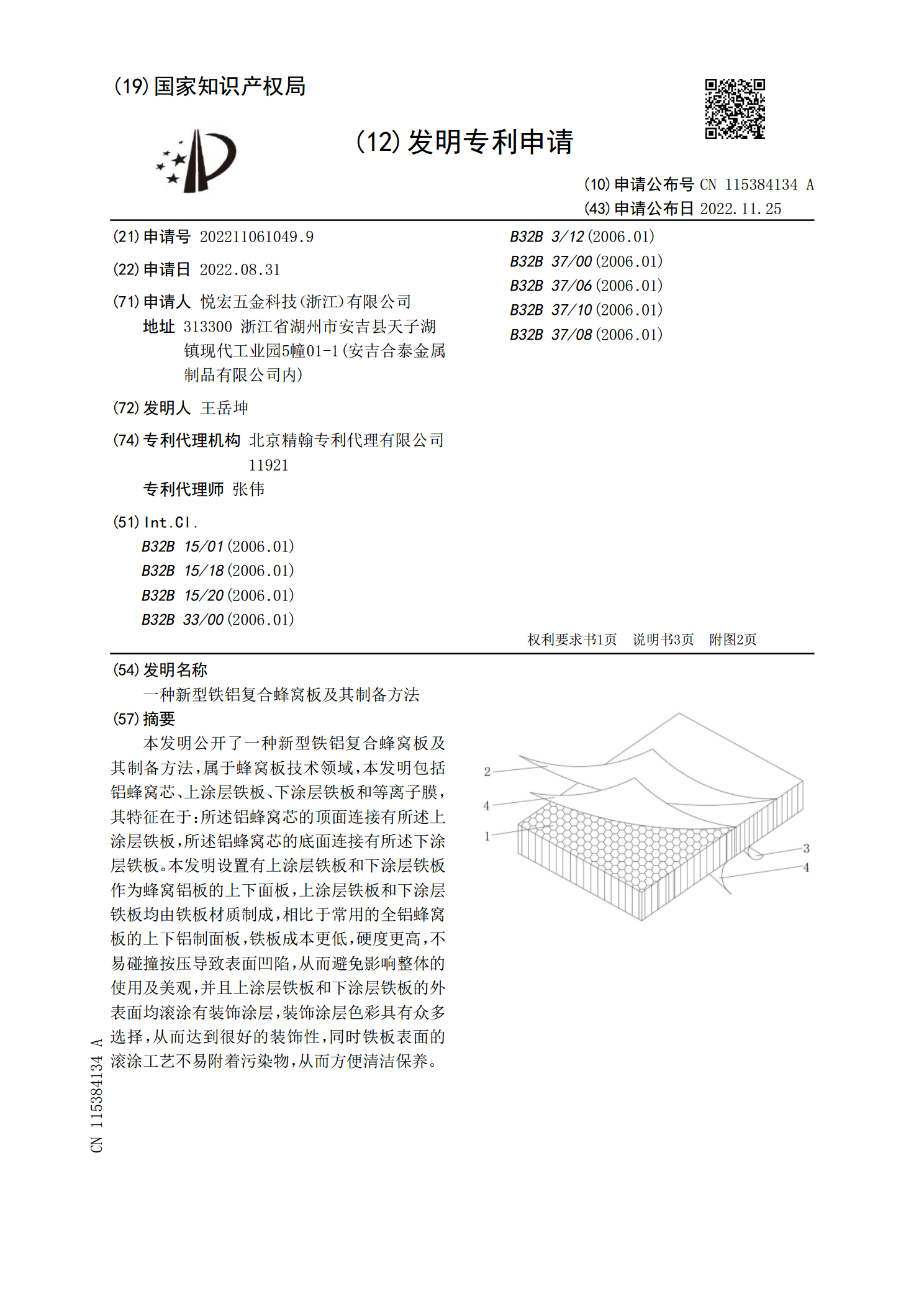
本发明公开了一种新型铁铝复合蜂窝板及其制备方法,属于蜂窝板技术领域,本发明包括铝蜂窝芯、上涂层铁板、下涂层铁板和等离子膜,其特征在于:所述铝蜂窝芯的顶面连接有所述上涂层铁板,所述铝蜂窝芯的底面连接有所述下涂层铁板。本发明设置有上涂层铁板和下涂层铁板作为蜂窝铝板的上下面板,上涂层铁板和下涂层铁板均由铁板材质制成,相比于常用的全铝蜂窝板的上下铝制面板,铁板成本更低,硬度更高,不易碰撞按压导致表面凹陷,从而避免影响整体的使用及美观,并且上涂层铁板和下涂层铁板的外表面均滚涂有装饰涂层,装饰涂层色彩具有众多选择,从
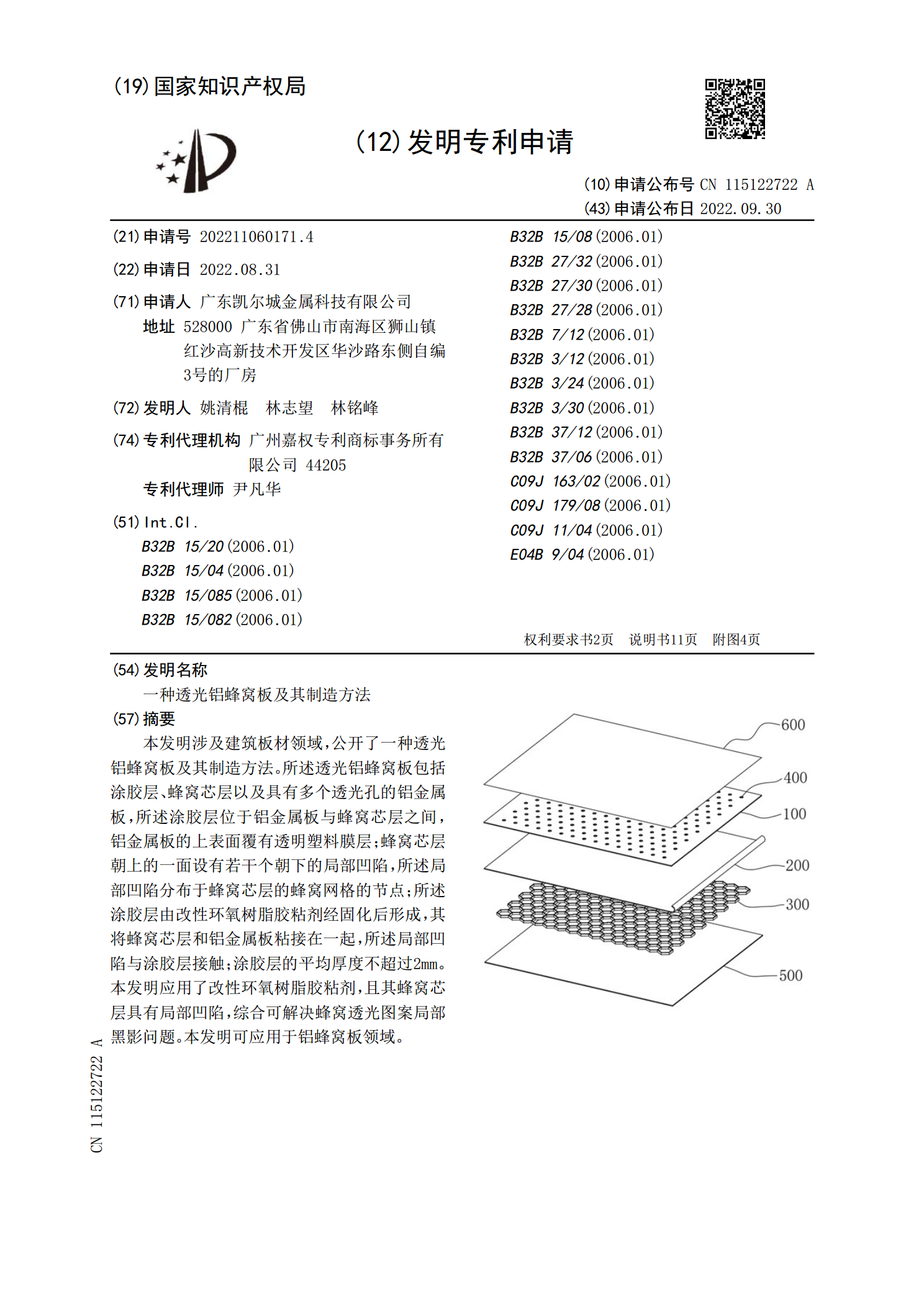
一种透光铝蜂窝板及其制造方法.pdf
本发明涉及建筑板材领域,公开了一种透光铝蜂窝板及其制造方法。所述透光铝蜂窝板包括涂胶层、蜂窝芯层以及具有多个透光孔的铝金属板,所述涂胶层位于铝金属板与蜂窝芯层之间,铝金属板的上表面覆有透明塑料膜层;蜂窝芯层朝上的一面设有若干个朝下的局部凹陷,所述局部凹陷分布于蜂窝芯层的蜂窝网格的节点;所述涂胶层由改性环氧树脂胶粘剂经固化后形成,其将蜂窝芯层和铝金属板粘接在一起,所述局部凹陷与涂胶层接触;涂胶层的平均厚度不超过2mm。本发明应用了改性环氧树脂胶粘剂,且其蜂窝芯层具有局部凹陷,综合可解决蜂窝透光图案局部黑影问
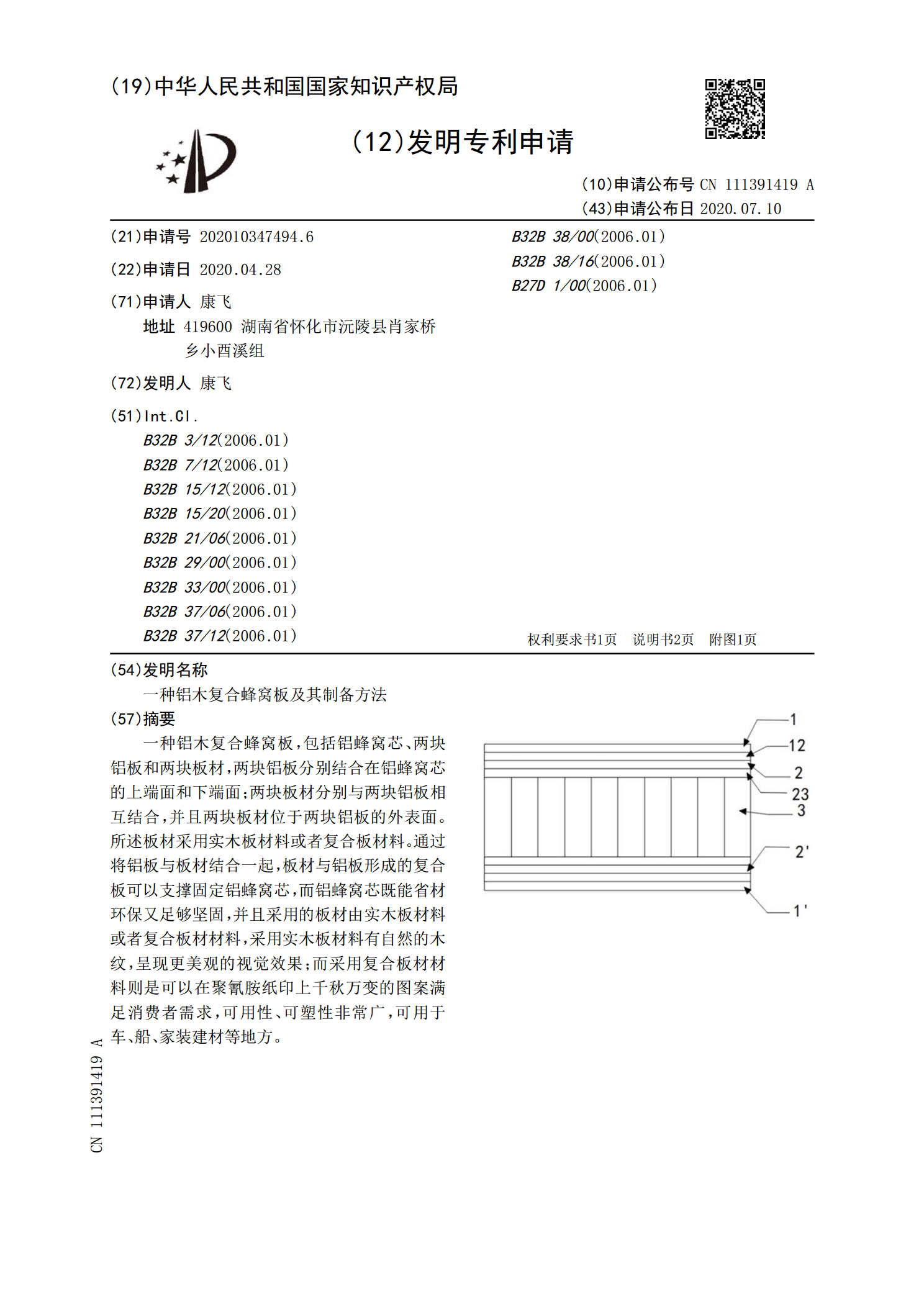
一种铝木复合蜂窝板及其制备方法.pdf
一种铝木复合蜂窝板,包括铝蜂窝芯、两块铝板和两块板材,两块铝板分别结合在铝蜂窝芯的上端面和下端面;两块板材分别与两块铝板相互结合,并且两块板材位于两块铝板的外表面。所述板材采用实木板材料或者复合板材料。通过将铝板与板材结合一起,板材与铝板形成的复合板可以支撑固定铝蜂窝芯,而铝蜂窝芯既能省材环保又足够坚固,并且采用的板材由实木板材料或者复合板材材料,采用实木板材料有自然的木纹,呈现更美观的视觉效果;而采用复合板材材料则是可以在聚氰胺纸印上千秋万变的图案满足消费者需求,可用性、可塑性非常广,可用于车、船、家装