
一种陶瓷复合过流件及其制备方法.pdf

是笛****加盟

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种陶瓷复合过流件及其制备方法.pdf
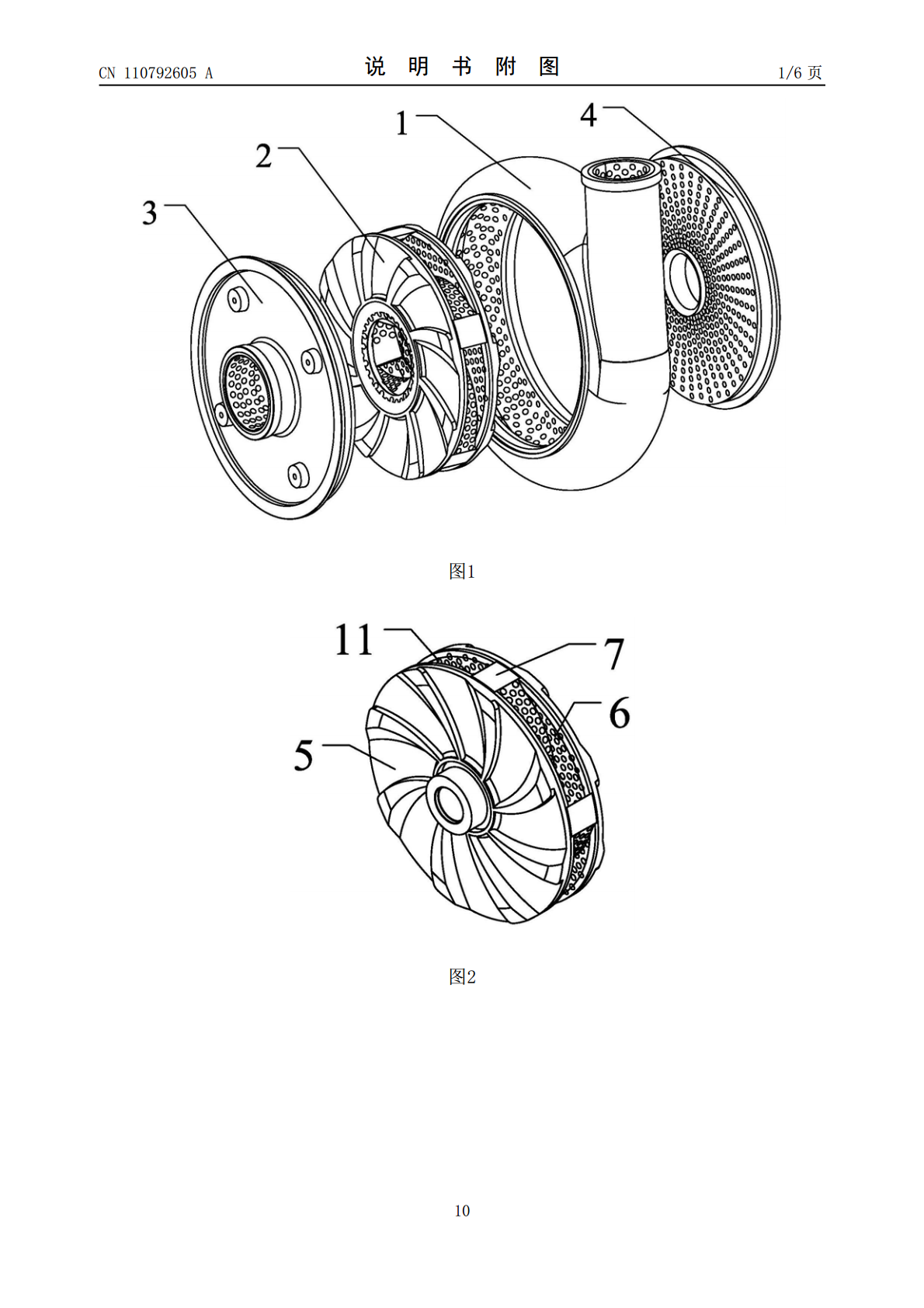
本发明公开了陶瓷复合过流件,属于渣浆泵装置技术领域。陶瓷复合过流件的叶轮包括叶轮陶瓷预制件和金属层,叶片陶瓷预制件在两个叶壁陶瓷预制件之间呈中心对称分布。陶瓷预制件上设置有若干个蜂窝孔,蜂窝孔内均填充有金属块。叶壁陶瓷预制件表面设置有长条孔,两个叶壁陶瓷预制件相背离的表面上设置有金属层。叶片陶瓷预制件的中部设置有空腔结构,空腔与长条孔一一对应并连通。长条孔及空腔内填充有金属块。金属层、金属块为一体铸造结构。本发明还公开了一种陶瓷复合过流件的制备方法。本发明采用上述结构的陶瓷复合过流件及其制备方法能够解决渣
陶瓷与塑料的复合件及其制备方法.pdf
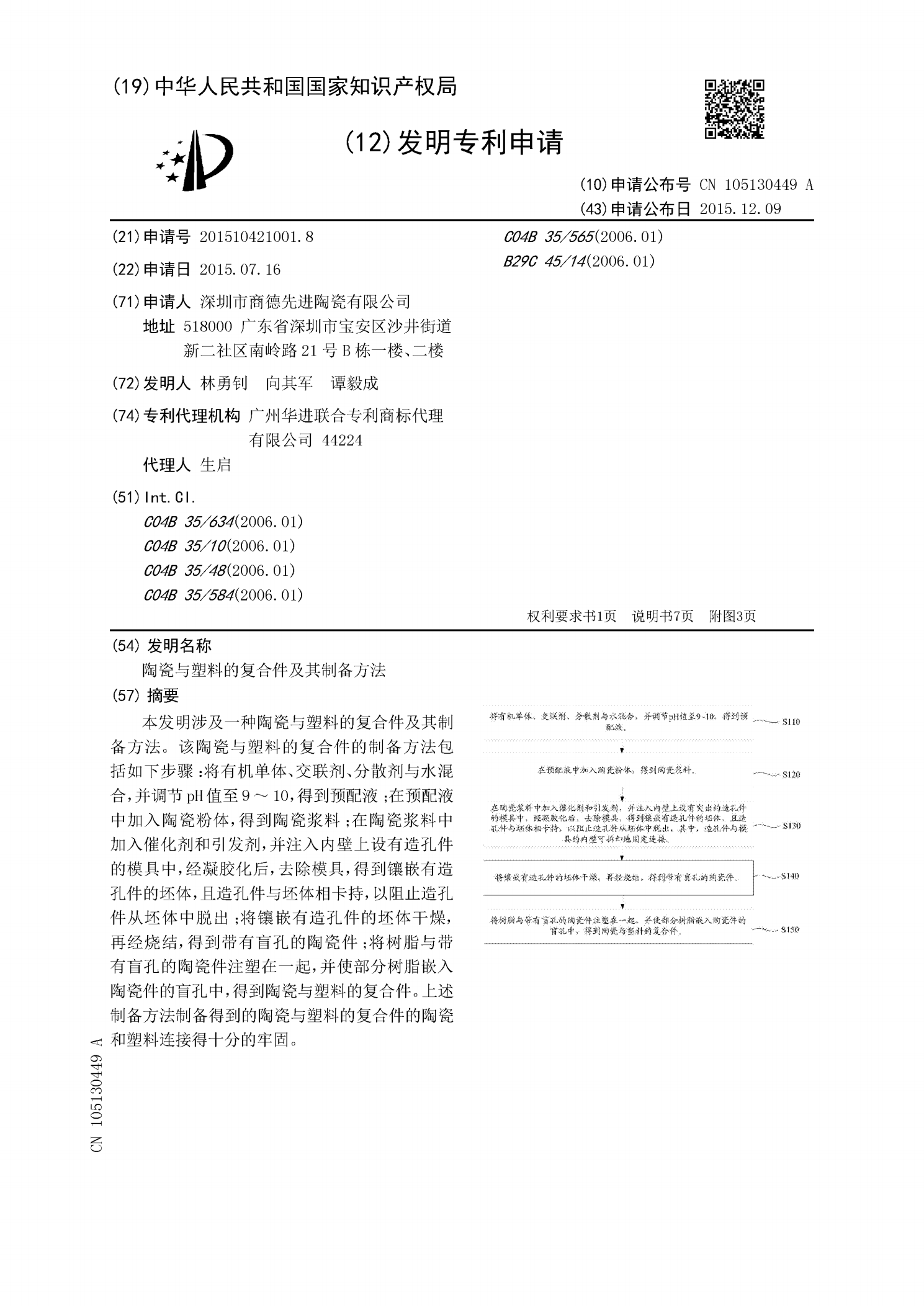
本发明涉及一种陶瓷与塑料的复合件及其制备方法。该陶瓷与塑料的复合件的制备方法包括如下步骤:将有机单体、交联剂、分散剂与水混合,并调节pH值至9~10,得到预配液;在预配液中加入陶瓷粉体,得到陶瓷浆料;在陶瓷浆料中加入催化剂和引发剂,并注入内壁上设有造孔件的模具中,经凝胶化后,去除模具,得到镶嵌有造孔件的坯体,且造孔件与坯体相卡持,以阻止造孔件从坯体中脱出;将镶嵌有造孔件的坯体干燥,再经烧结,得到带有盲孔的陶瓷件;将树脂与带有盲孔的陶瓷件注塑在一起,并使部分树脂嵌入陶瓷件的盲孔中,得到陶瓷与塑料的复合件。上
复合陶瓷及其制备方法.pdf
本发明公开了一种机械性能得到提高的复合陶瓷及其制备方法。所述复合陶瓷包括荧光粉、陶瓷基质以及任选的烧结助剂,荧光粉与陶瓷基质的重量比为3:17至9:1,复合陶瓷的相对致密度95%以上。所述制备方法包括使用核壳结构的包覆式荧光粉作为原料,将所述原料球磨并进行烧结,得到所述复合陶瓷。
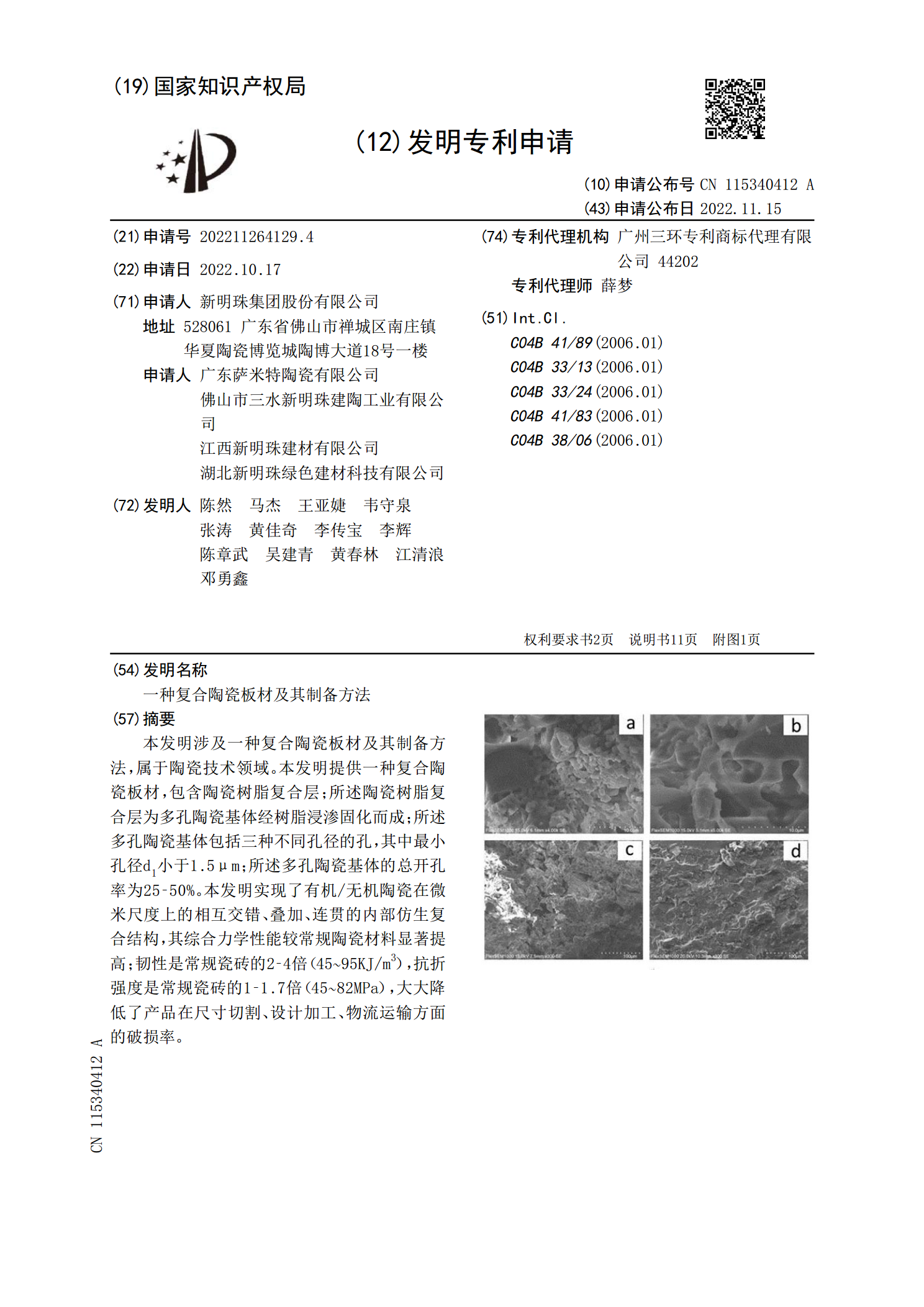
一种复合陶瓷板材及其制备方法.pdf
本发明涉及一种复合陶瓷板材及其制备方法,属于陶瓷技术领域。本发明提供一种复合陶瓷板材,包含陶瓷树脂复合层;所述陶瓷树脂复合层为多孔陶瓷基体经树脂浸渗固化而成;所述多孔陶瓷基体包括三种不同孔径的孔,其中最小孔径d<base:Sub>1</base:Sub>小于1.5μm;所述多孔陶瓷基体的总开孔率为25?50%。本发明实现了有机/无机陶瓷在微米尺度上的相互交错、叠加、连贯的内部仿生复合结构,其综合力学性能较常规陶瓷材料显著提高;韧性是常规瓷砖的2?4倍(45~95KJ/m<base:Sup>3</base:
一种复合刚玉陶瓷及其制备方法.pdf
本发明具体涉及一种复合刚玉陶瓷及其制备方法,属于高温结构材料领域。该复合刚玉陶瓷通过以下原料制备而成:锆英粉、白刚玉、氧化铝晶须和粘结剂。本发明以白刚玉为基体,添加不同质量分数的锆英粉作为复合刚玉陶瓷体系,突破了传统高温陶瓷体系。本发明利用白刚玉和锆英粉作为原料,利用干压成型工艺,制备工艺简单,节约成本,制备过程绿色环保无污染。本发明利用马弗炉低温共烧结技术,在高温有氧条件下制备复合刚玉陶瓷,打破了传统高温陶瓷的制备方法;制备的复合刚玉陶瓷具有更高的使用温度,耐烧蚀性能好、使用寿命长、拓宽了材料的应用范围