
一种易加工、可修复高耐磨金属陶瓷复合磨辊的制造方法.pdf

如灵****姐姐

1/10
2/10

3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种易加工、可修复高耐磨金属陶瓷复合磨辊的制造方法.pdf
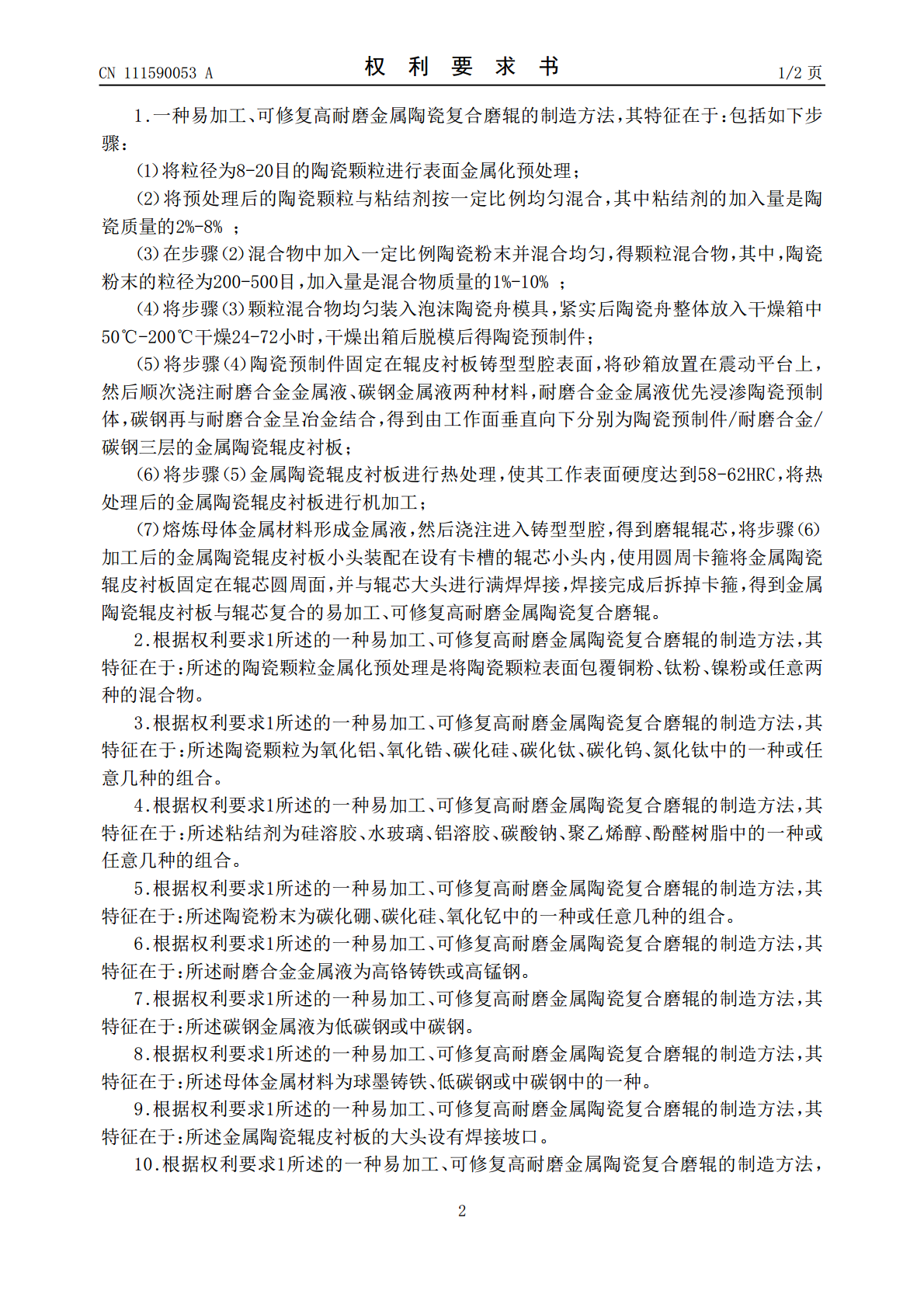
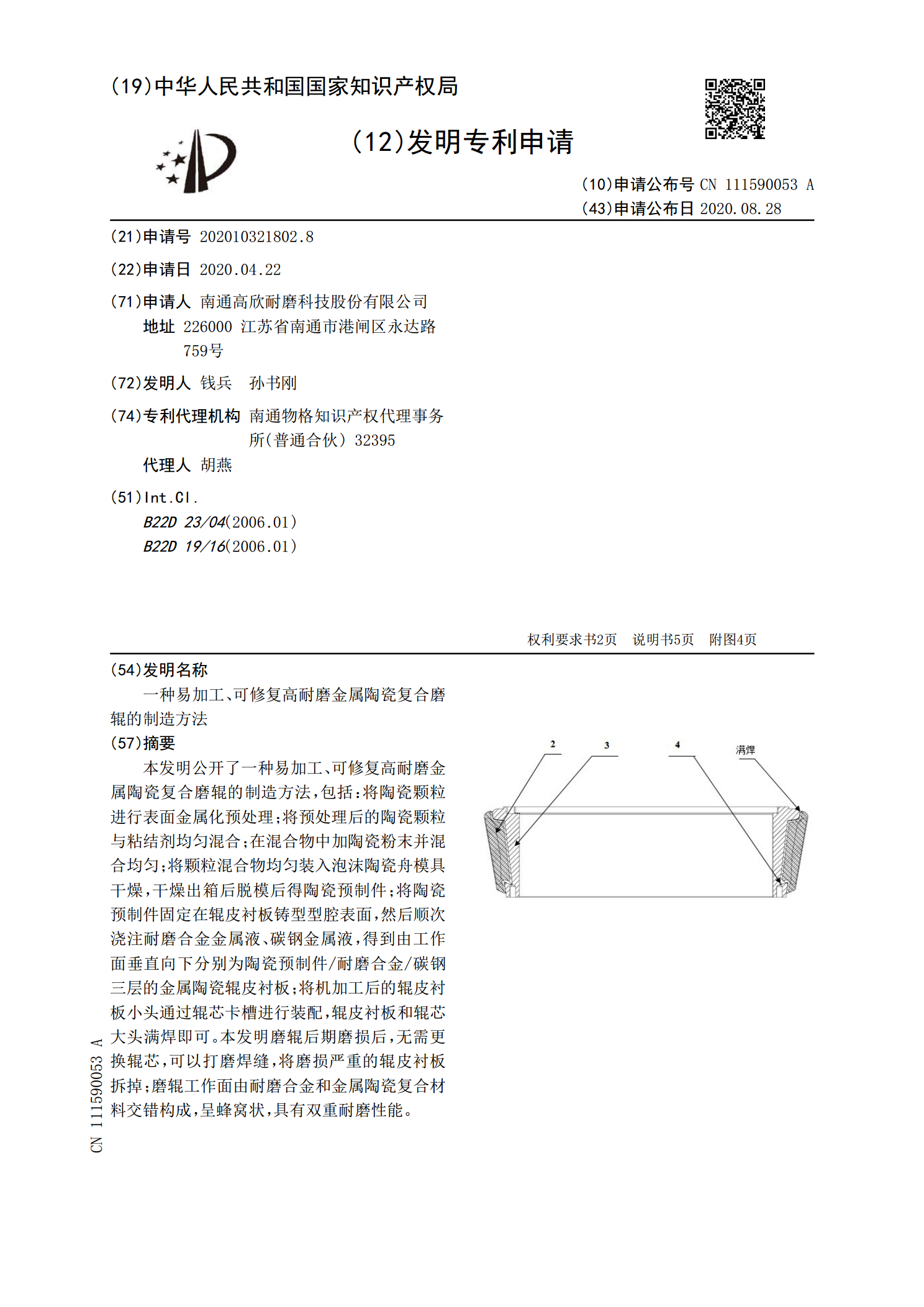
本发明公开了一种易加工、可修复高耐磨金属陶瓷复合磨辊的制造方法,包括:将陶瓷颗粒进行表面金属化预处理;将预处理后的陶瓷颗粒与粘结剂均匀混合;在混合物中加陶瓷粉末并混合均匀;将颗粒混合物均匀装入泡沫陶瓷舟模具干燥,干燥出箱后脱模后得陶瓷预制件;将陶瓷预制件固定在辊皮衬板铸型型腔表面,然后顺次浇注耐磨合金金属液、碳钢金属液,得到由工作面垂直向下分别为陶瓷预制件/耐磨合金/碳钢三层的金属陶瓷辊皮衬板;将机加工后的辊皮衬板小头通过辊芯卡槽进行装配,辊皮衬板和辊芯大头满焊即可。本发明磨辊后期磨损后,无需更换辊芯,可
一种易拆卸、易加工、可修复、高耐磨陶瓷合金复合磨辊的制造方法.pdf
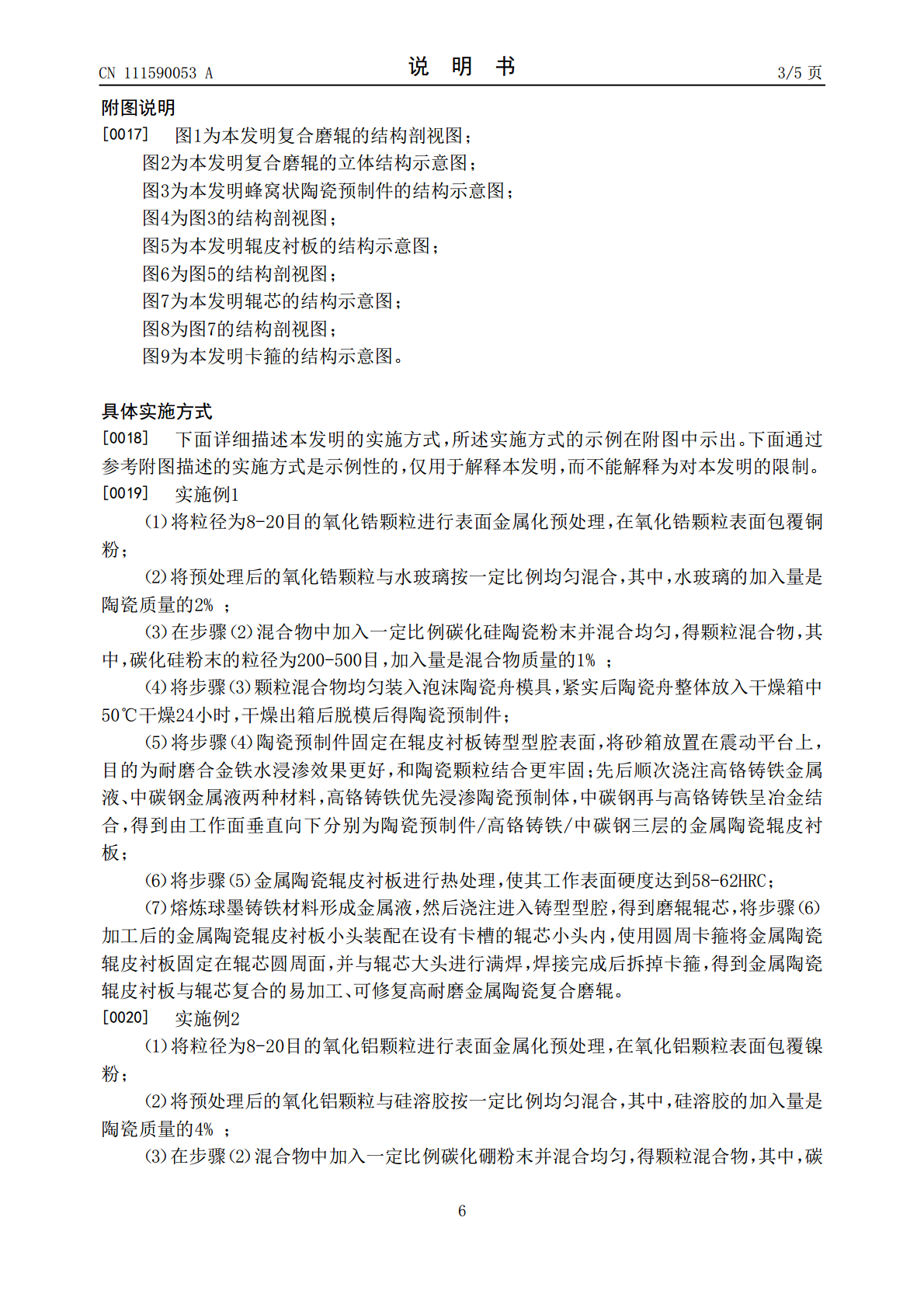
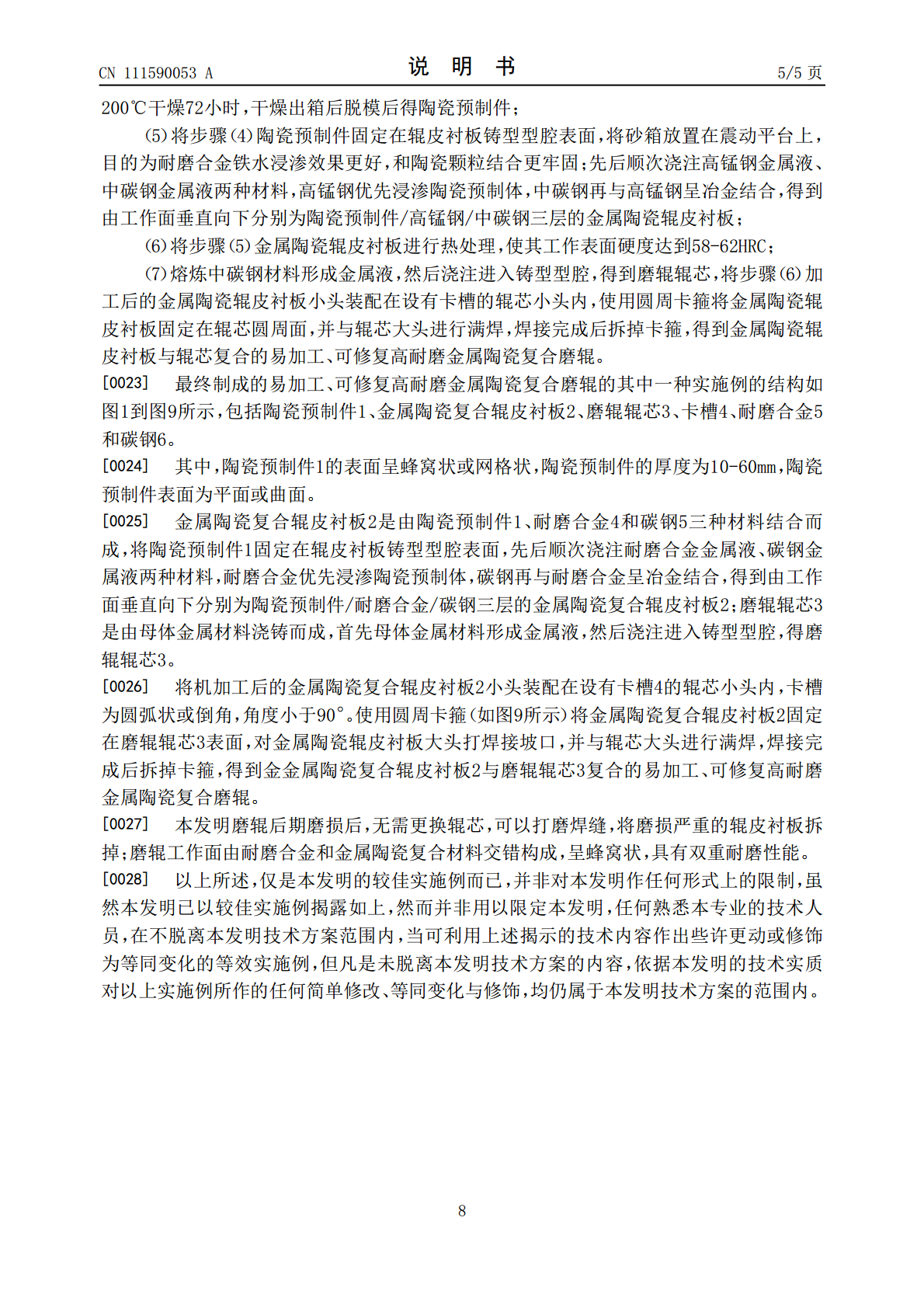
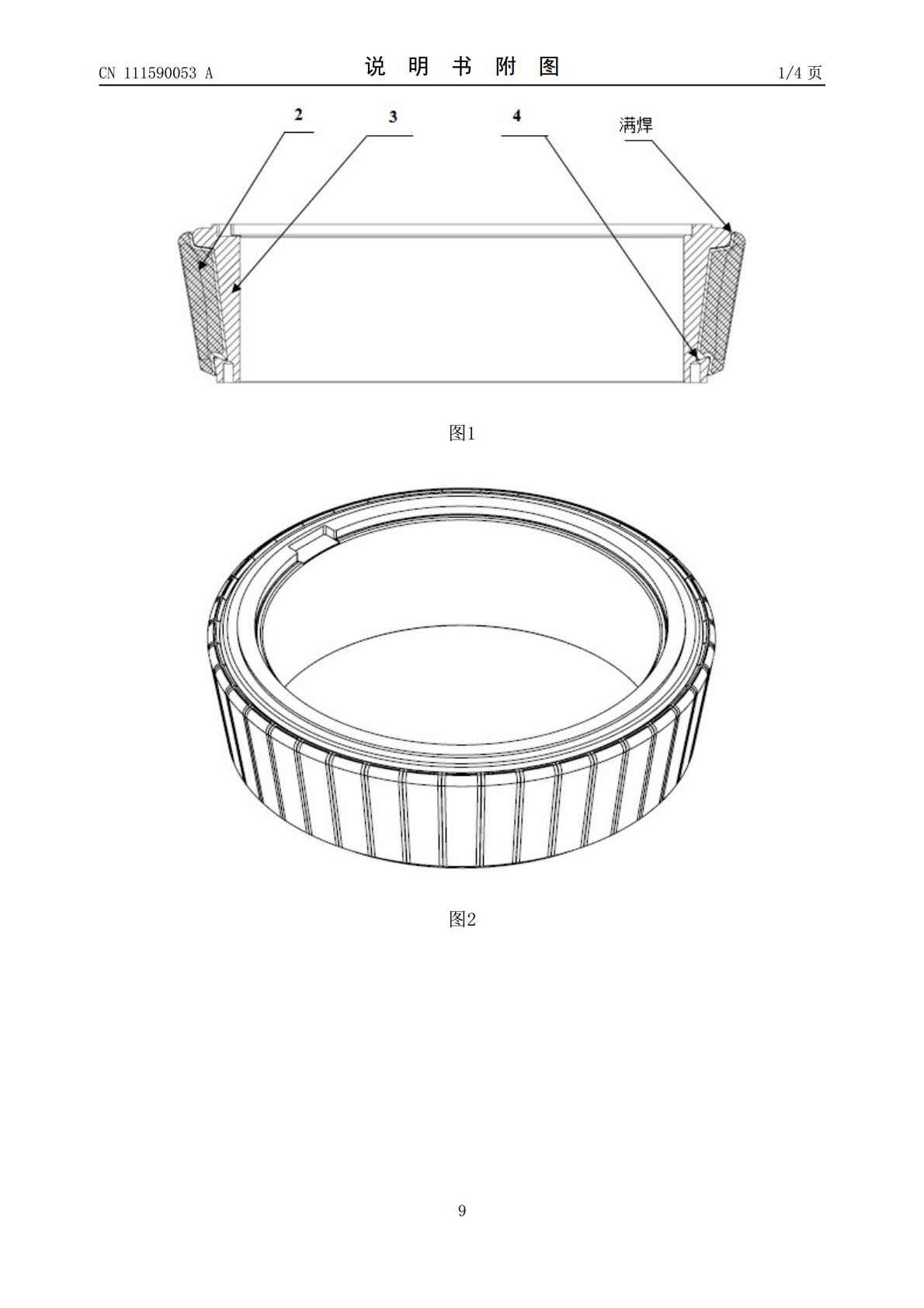
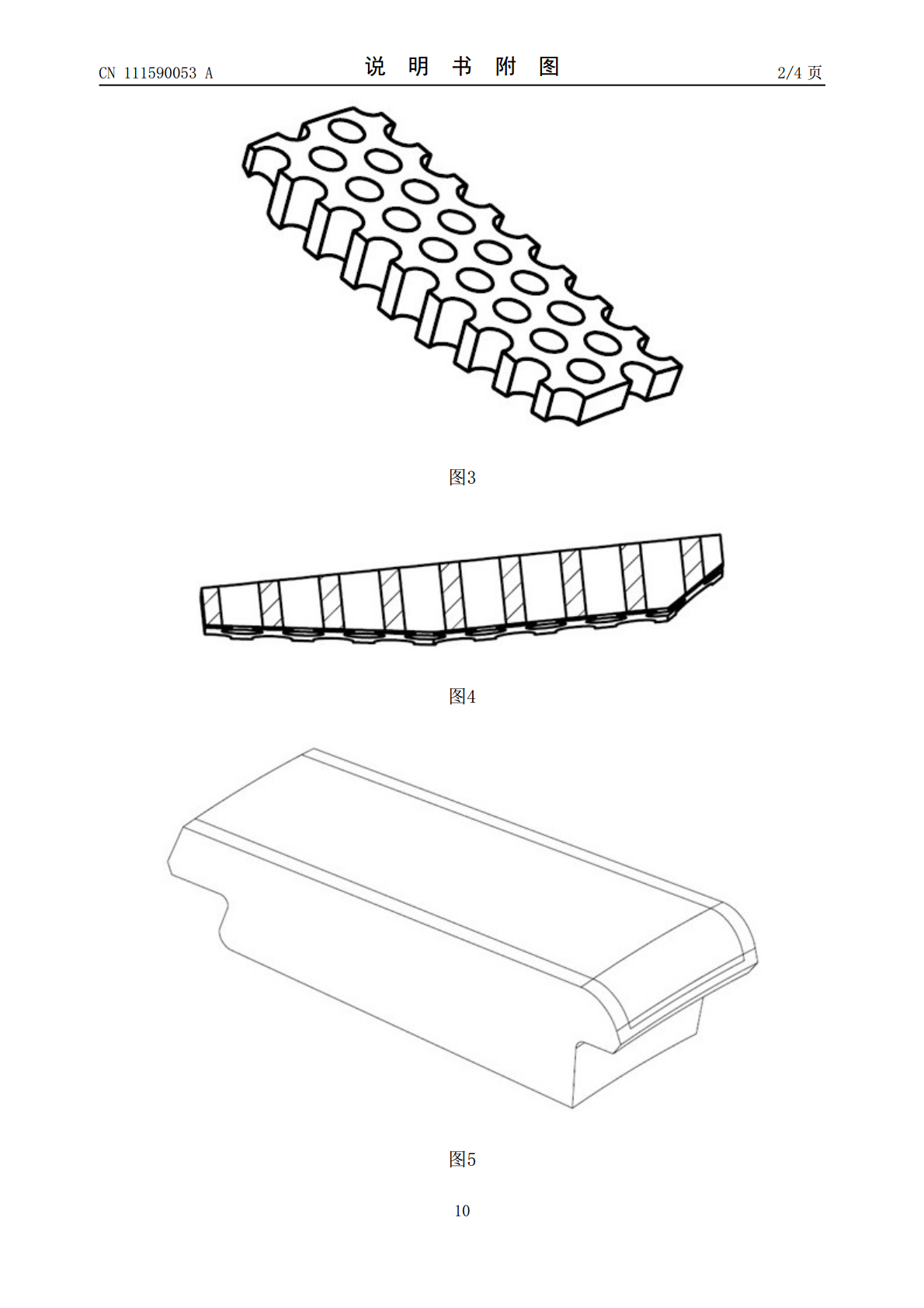
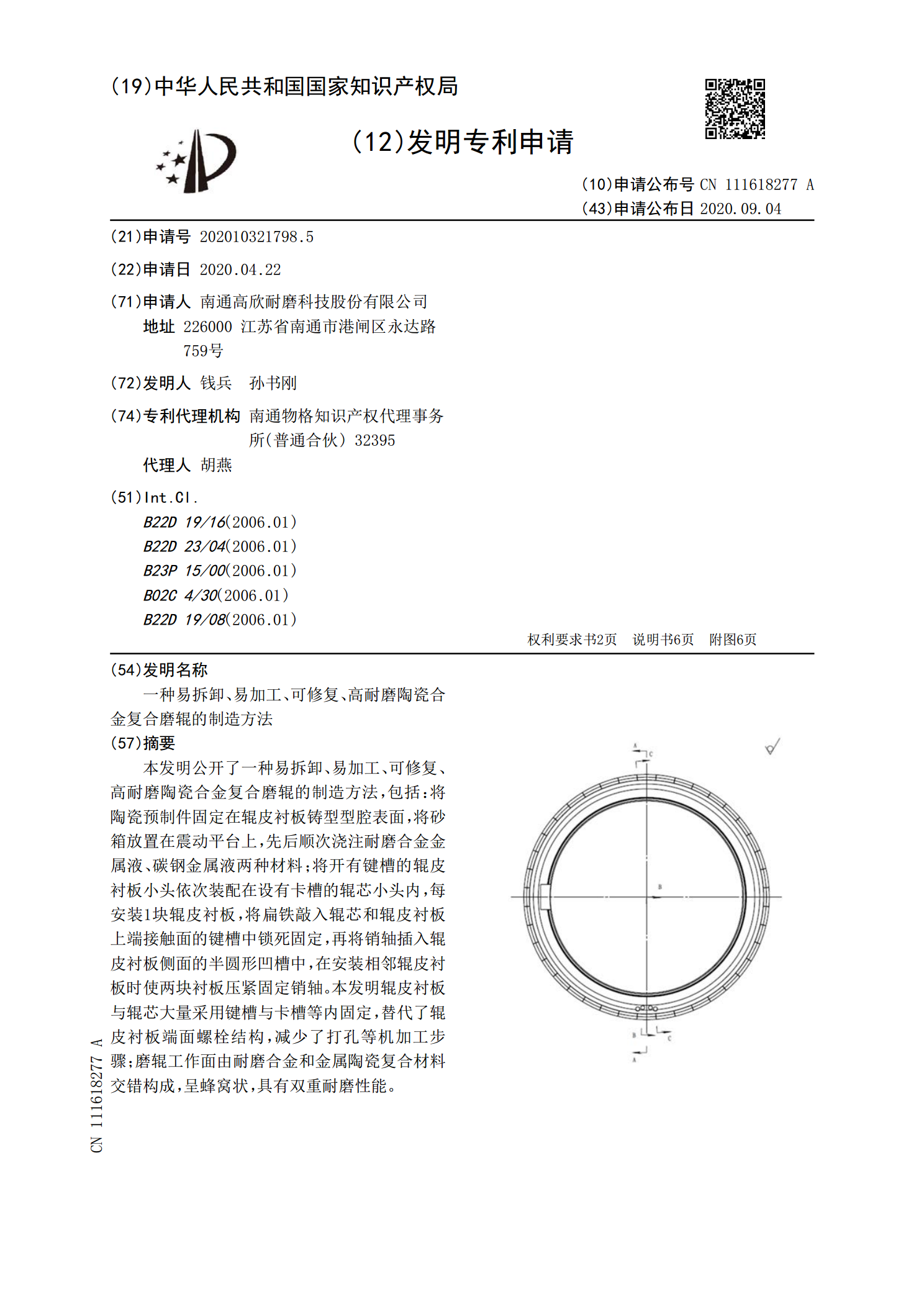
本发明公开了一种易拆卸、易加工、可修复、高耐磨陶瓷合金复合磨辊的制造方法,包括:将陶瓷预制件固定在辊皮衬板铸型型腔表面,将砂箱放置在震动平台上,先后顺次浇注耐磨合金金属液、碳钢金属液两种材料;将开有键槽的辊皮衬板小头依次装配在设有卡槽的辊芯小头内,每安装1块辊皮衬板,将扁铁敲入辊芯和辊皮衬板上端接触面的键槽中锁死固定,再将销轴插入辊皮衬板侧面的半圆形凹槽中,在安装相邻辊皮衬板时使两块衬板压紧固定销轴。本发明辊皮衬板与辊芯大量采用键槽与卡槽等内固定,替代了辊皮衬板端面螺栓结构,减少了打孔等机加工步骤;磨辊工
一种金属陶瓷复合钢渣磨辊及制造方法.pdf
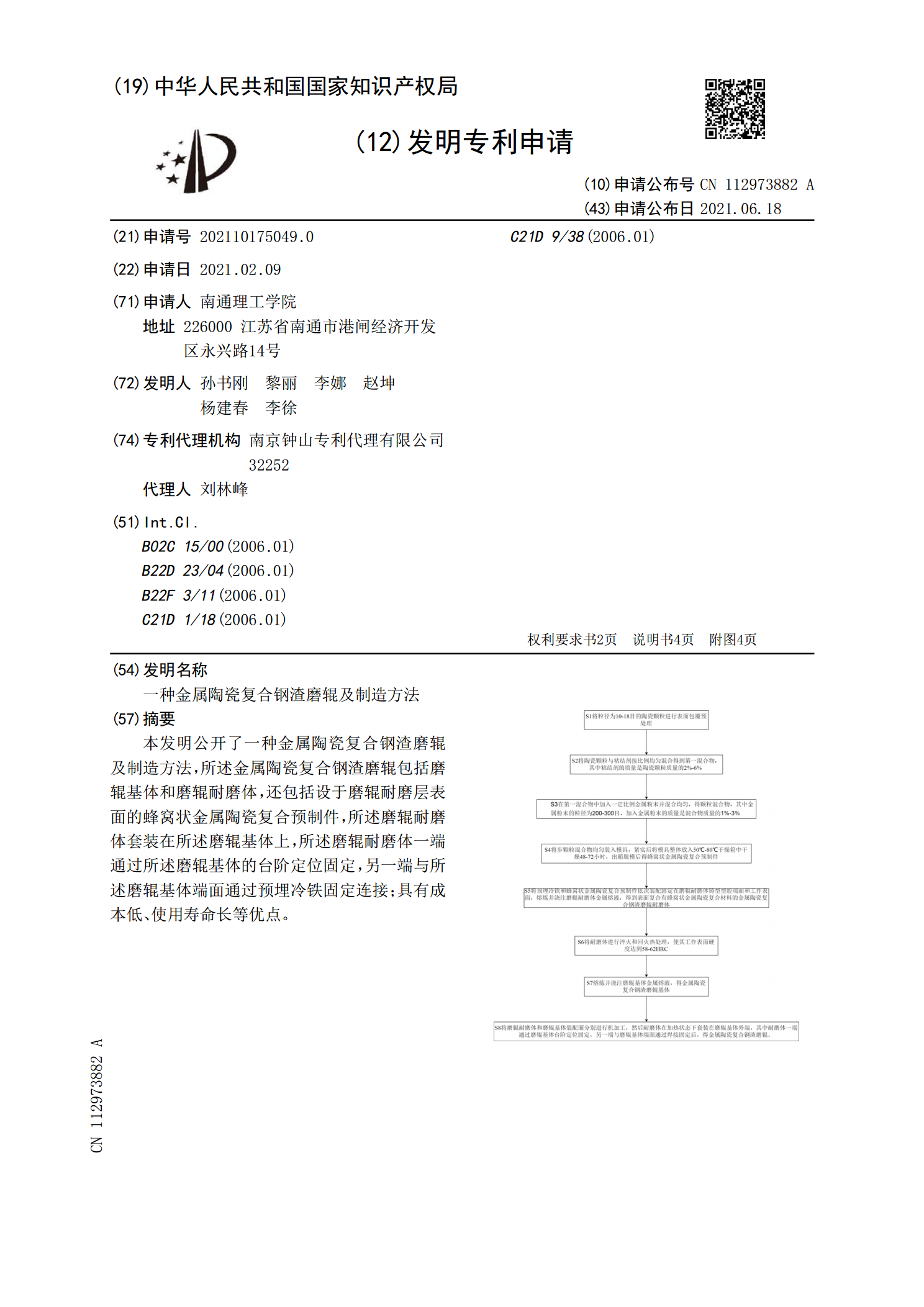
本发明公开了一种金属陶瓷复合钢渣磨辊及制造方法,所述金属陶瓷复合钢渣磨辊包括磨辊基体和磨辊耐磨体,还包括设于磨辊耐磨层表面的蜂窝状金属陶瓷复合预制件,所述磨辊耐磨体套装在所述磨辊基体上,所述磨辊耐磨体一端通过所述磨辊基体的台阶定位固定,另一端与所述磨辊基体端面通过预埋冷铁固定连接;具有成本低、使用寿命长等优点。

一种低成本、可修复HP型陶瓷复合磨辊及制造方法.pdf
本发明公开了一种低成本、可修复HP型陶瓷复合磨辊及制造方法,该磨辊包括基体、工作层和定位件,所述基体上装配有工作层,所述工作层的一端部通过基体上的限位环进行限位,所述工作层的另一端部通过定位槽连接有定位件,所述定位件与基体接合处焊接固定,所述工作层内侧面上设有间隔设置的凸台,所述基体与工作层配合的外表面设有锥度。本发明利用一种低成本、可修复HP型陶瓷复合磨辊及制造方法,制备出高耐磨复合磨辊,具有较长寿命,同时具备可修复性,磨损后保留基体,直接更换工作层,且磨辊制造方法简单,加工周期短,有效降低了成本。
一种高耐磨镶铸型复合磨辊套的制备工艺.pdf
本发明公开了一种高耐磨镶铸型复合磨辊套的制备工艺,在耐磨棒的一端焊接铁钉,随后将铁钉插入砂箱内部型腔的侧壁,从而使得各耐磨棒均匀地固定在所述砂箱型腔的侧壁;再将母体材料高温熔融成金属液,再将金属液通过浇注口迅速浇注至砂箱内,所述浇注口由直浇口以及多个分流道构成,各所述分流道均与所述直浇口相连通;接着以55‑65℃/h的速度升温到280‑320℃,保温8‑12h,随后出炉空冷;最终以55‑65℃/h的速度升温到960‑1000℃,然后保温11‑13h后出炉风冷,待冷却至常温后再进炉以50‑70℃/h的速度升