
一种防腐耐磨型包装箱环保纸隔板及其制备方法.pdf

哲妍****彩妍


1/9

2/9

3/9

4/9
5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种防腐耐磨型包装箱环保纸隔板及其制备方法.pdf
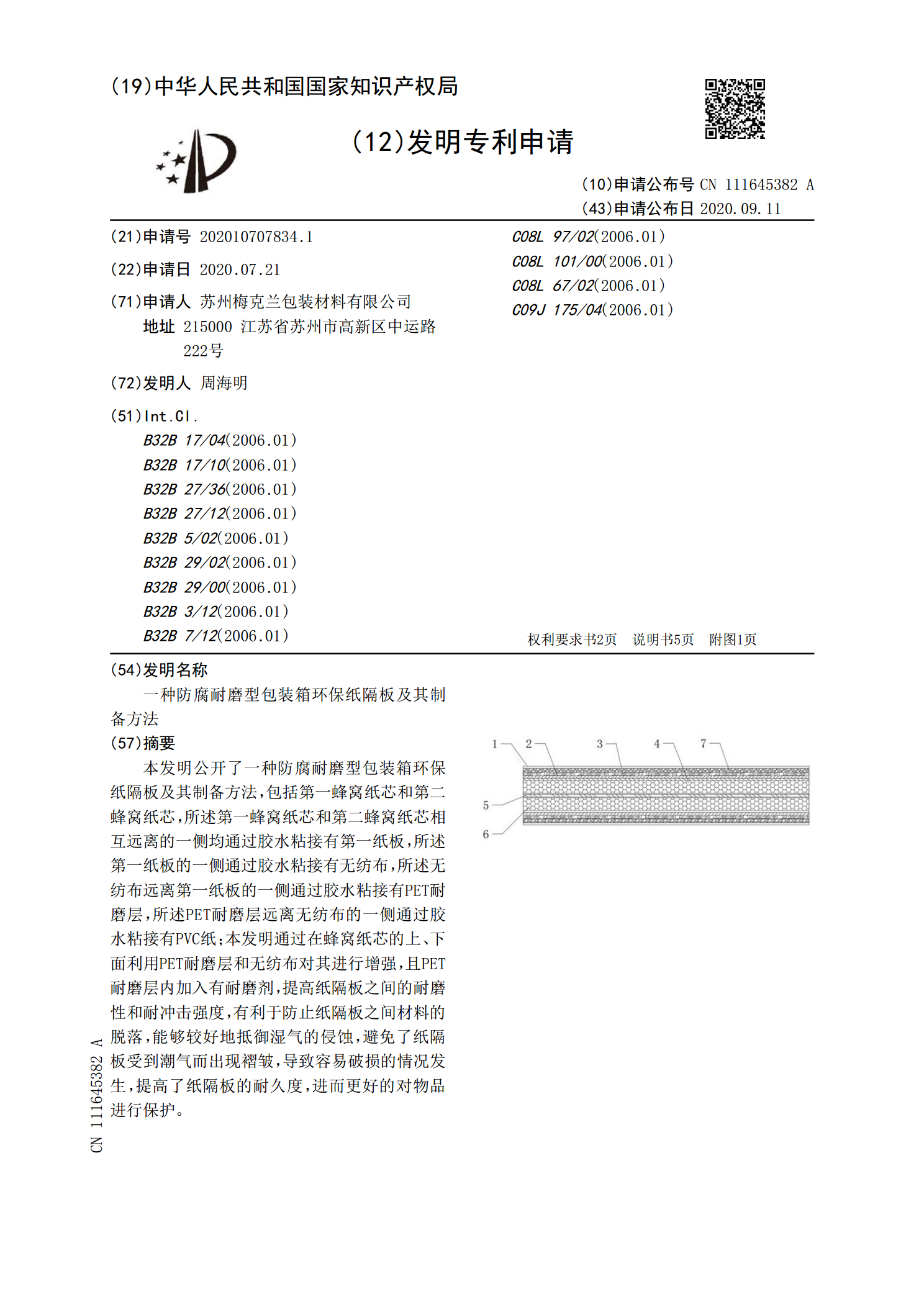
本发明公开了一种防腐耐磨型包装箱环保纸隔板及其制备方法,包括第一蜂窝纸芯和第二蜂窝纸芯,所述第一蜂窝纸芯和第二蜂窝纸芯相互远离的一侧均通过胶水粘接有第一纸板,所述第一纸板的一侧通过胶水粘接有无纺布,所述无纺布远离第一纸板的一侧通过胶水粘接有PET耐磨层,所述PET耐磨层远离无纺布的一侧通过胶水粘接有PVC纸;本发明通过在蜂窝纸芯的上、下面利用PET耐磨层和无纺布对其进行增强,且PET耐磨层内加入有耐磨剂,提高纸隔板之间的耐磨性和耐冲击强度,有利于防止纸隔板之间材料的脱落,能够较好地抵御湿气的侵蚀,避免了纸
一种耐磨纸及其制备方法.pdf
本发明属于造纸技术领域,尤其涉及一种耐磨纸的制备方法。所述耐磨纸,包含如下重量百分比原料:木浆30~45%、改性氧化铝20~30%、硫酸铝2~3.5%、聚丙烯酰胺2~4%、羧甲基纤维素4~7%、尼龙1.5~3%、广西白泥4~8%、聚酰胺聚环氧氯丙烷树脂3~5%、成核透明剂0.5~1.5%,余量为水。本发明所述的耐磨纸在耐磨性、耐划痕、耐龟裂、耐污染方面性能有优异;原料中使用了特制的改性氧化铝,与一般的氧化铝相比,对耐磨纸性能的增强作用明显,甚至可优于从发达国家生产进口的耐磨纸。

一种环保型阻燃纸及其制备方法.pdf
本发明属于造纸技术领域,公开了一种环保型阻燃纸及其制备方法。所述制备方法为:将植物纤维原料置于碎浆机中进行碎解,浆浓度控制在质量浓度的4%~9%之间,碎解时间为10~15min;将碎解的纸浆打浆至打浆度为40~50°SR,然后加入阻燃剂季戊四醇多聚磷酸酯三聚氰胺盐(MPP)、增强剂、助留剂及防水剂进行混合后抄造成型;然后在成型的纸张表面使用施胶剂进行施胶,热压烘干,得到所述环保型阻燃纸。本发明采用浆内添加MPP,并可进一步在施胶过程添加MPP,可以大幅提高纸张的阻燃性能,从而提高纸张的应用范围。
一种中药抗菌防腐型水果套袋纸及其制备方法.pdf
本发明公开了一种中药抗菌防腐型水果套袋纸及其制备方法,包括苦地丁、甘草、八角、芦根、夏枯草、决明子、鱼腥草、大蒜、野菊花、四季青、板蓝根、金银花、连翘;本发明一种中药抗菌防腐型水果套袋纸包含有苦地丁、甘草、八角、芦根、夏枯草、决明子、鱼腥草、大蒜、野菊花、四季青、板蓝根、金银花、连翘,采用的中药成分均有抗菌防虫之功效,在生产套袋纸过程中加入经过熬制的中药材溶液,可以在纸张上形成中药材纸张层,在水果成长的过程中,把套袋纸套在水果表面,当真菌、细菌以及蚊虫侵入时,中药材内的抗菌成分有效抑制真菌和细菌的生长,同
一种高耐磨浸渍纸及其制备方法.pdf
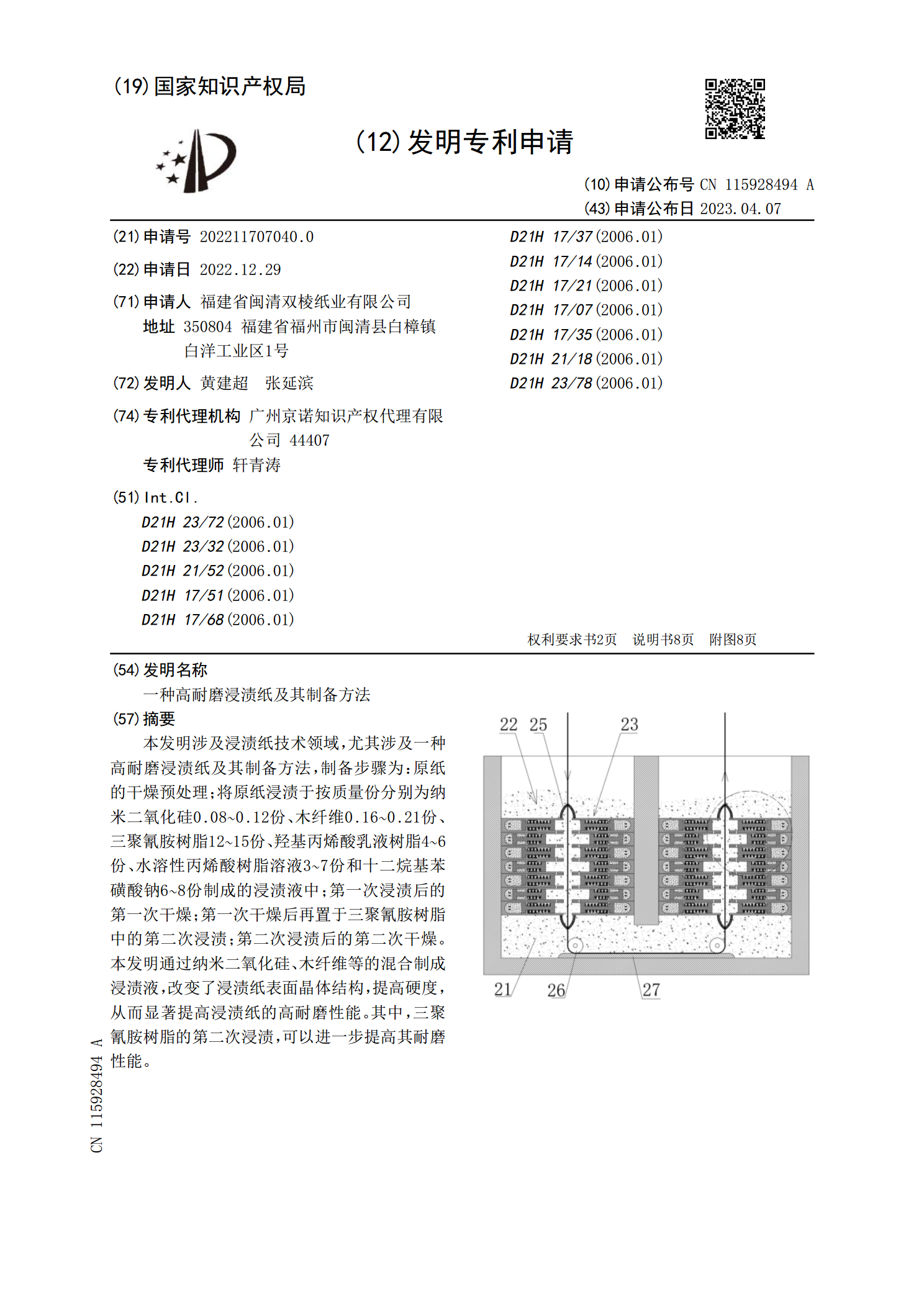
本发明涉及浸渍纸技术领域,尤其涉及一种高耐磨浸渍纸及其制备方法,制备步骤为:原纸的干燥预处理;将原纸浸渍于按质量份分别为纳米二氧化硅0.08~0.12份、木纤维0.16~0.21份、三聚氰胺树脂12~15份、羟基丙烯酸乳液树脂4~6份、水溶性丙烯酸树脂溶液3~7份和十二烷基苯磺酸钠6~8份制成的浸渍液中;第一次浸渍后的第一次干燥;第一次干燥后再置于三聚氰胺树脂中的第二次浸渍;第二次浸渍后的第二次干燥。本发明通过纳米二氧化硅、木纤维等的混合制成浸渍液,改变了浸渍纸表面晶体结构,提高硬度,从而显著提高浸渍纸的