
一种无缝蜂窝状态轮辋制作方法及无缝蜂窝状态轮辋.pdf

桂香****盟主

1/10
2/10
3/10
4/10
5/10
6/10
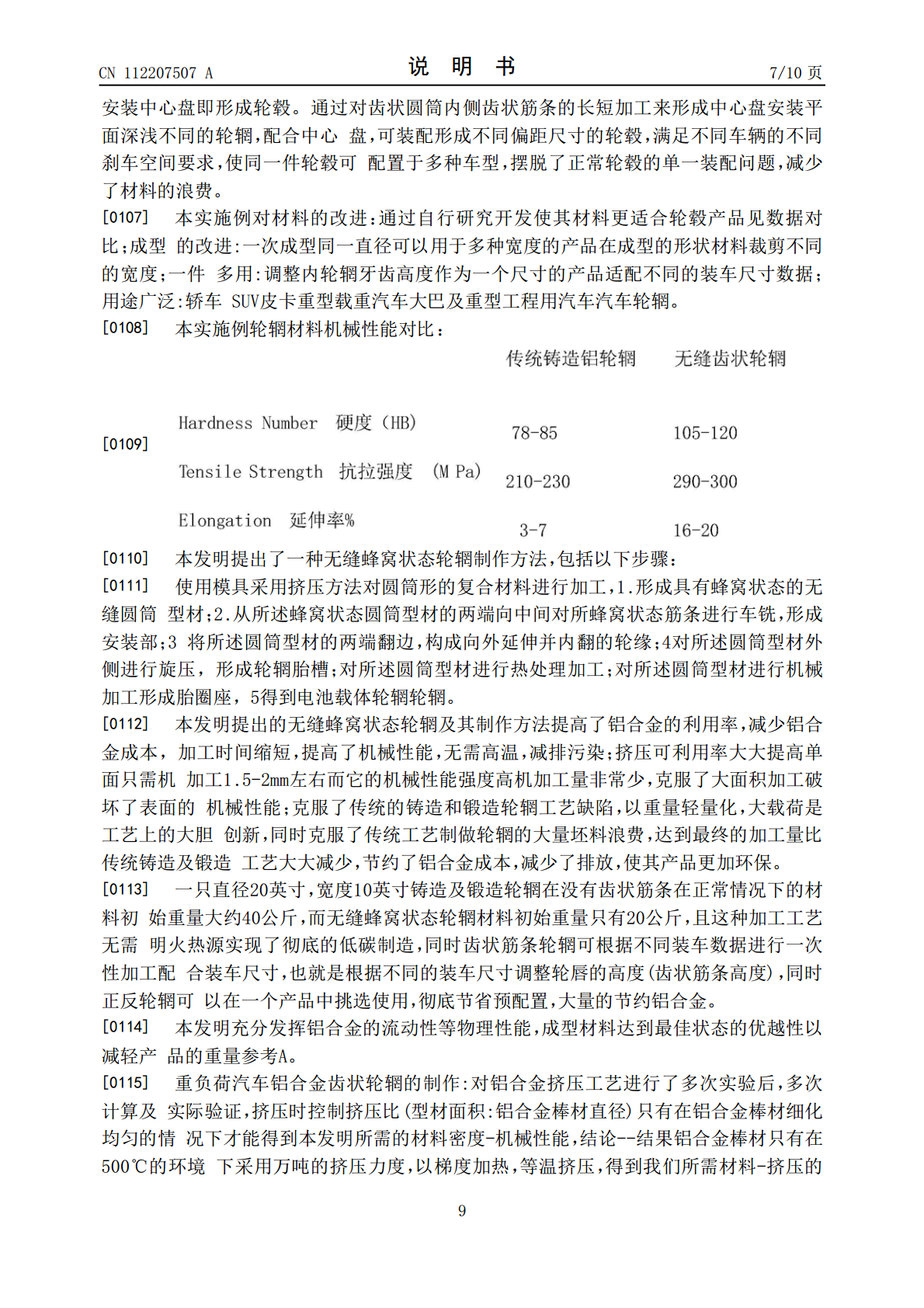
7/10
8/10
9/10
10/10
亲,该文档总共32页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种无缝蜂窝状态轮辋制作方法及无缝蜂窝状态轮辋.pdf
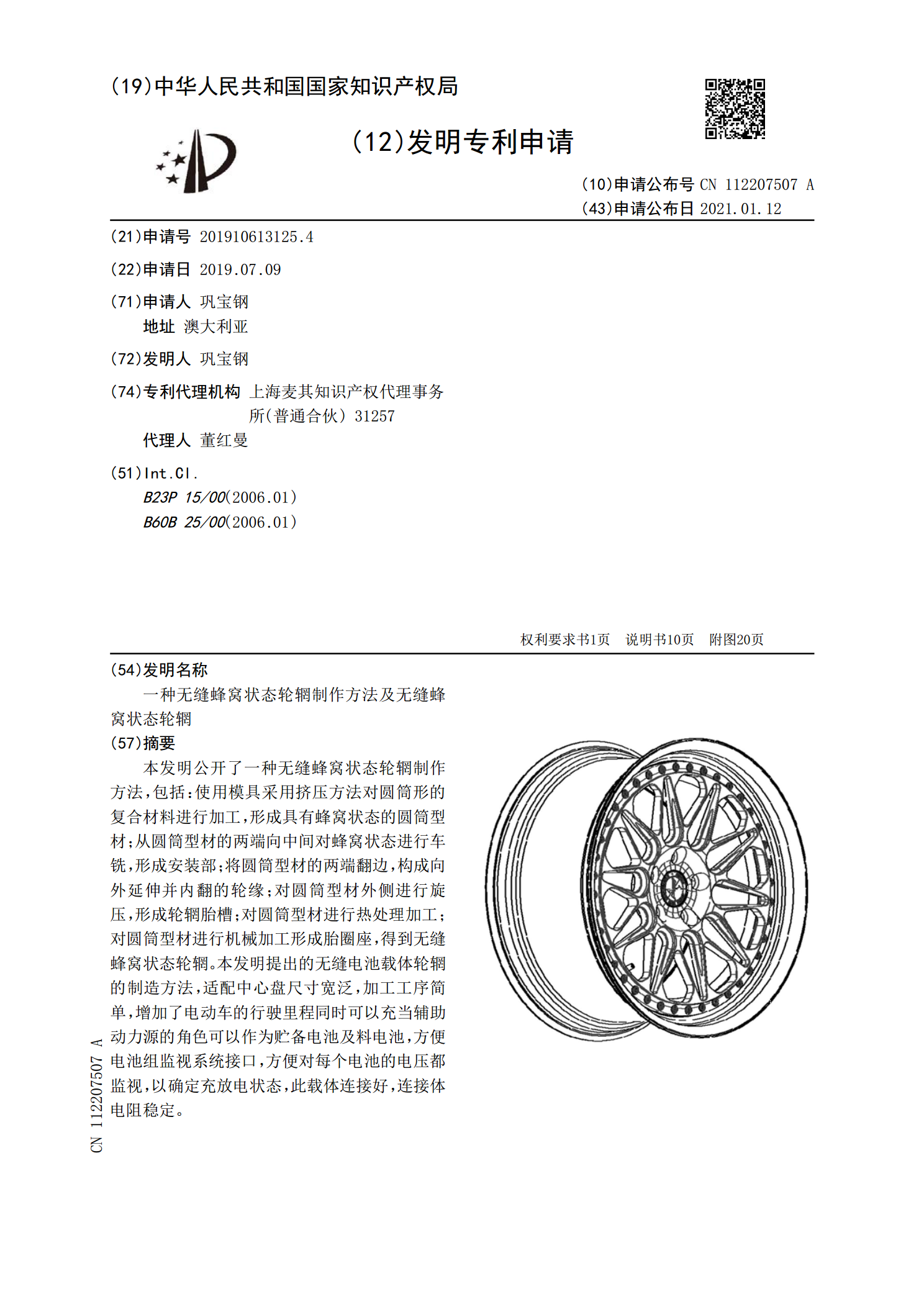
本发明公开了一种无缝蜂窝状态轮辋制作方法,包括:使用模具采用挤压方法对圆筒形的复合材料进行加工,形成具有蜂窝状态的圆筒型材;从圆筒型材的两端向中间对蜂窝状态进行车铣,形成安装部;将圆筒型材的两端翻边,构成向外延伸并内翻的轮缘;对圆筒型材外侧进行旋压,形成轮辋胎槽;对圆筒型材进行热处理加工;对圆筒型材进行机械加工形成胎圈座,得到无缝蜂窝状态轮辋。本发明提出的无缝电池载体轮辋的制造方法,适配中心盘尺寸宽泛,加工工序简单,增加了电动车的行驶里程同时可以充当辅助动力源的角色可以作为贮备电池及料电池,方便电池组监视
轮辋制作方法和轮辋.pdf
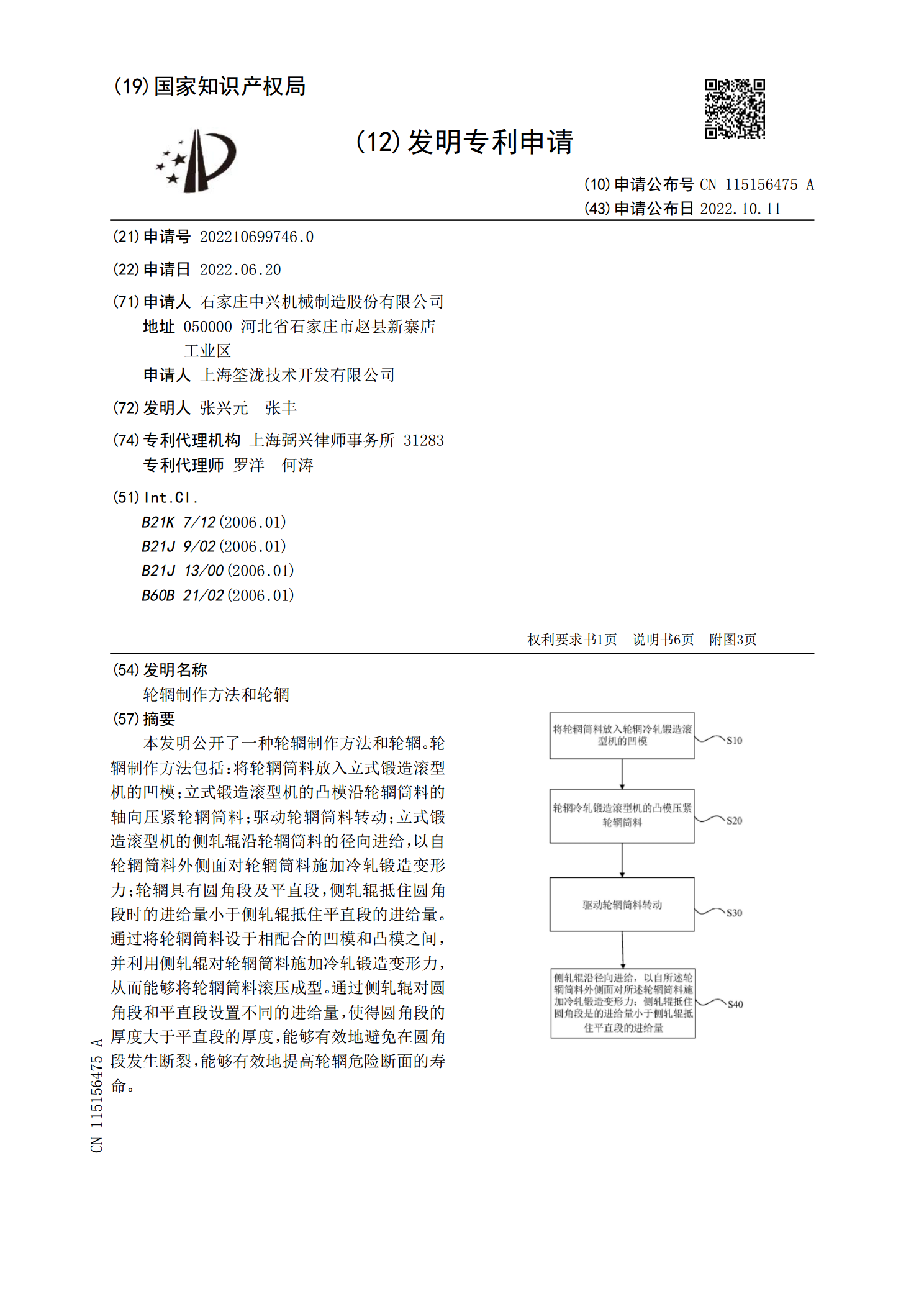
本发明公开了一种轮辋制作方法和轮辋。轮辋制作方法包括:将轮辋筒料放入立式锻造滚型机的凹模;立式锻造滚型机的凸模沿轮辋筒料的轴向压紧轮辋筒料;驱动轮辋筒料转动;立式锻造滚型机的侧轧辊沿轮辋筒料的径向进给,以自轮辋筒料外侧面对轮辋筒料施加冷轧锻造变形力;轮辋具有圆角段及平直段,侧轧辊抵住圆角段时的进给量小于侧轧辊抵住平直段的进给量。通过将轮辋筒料设于相配合的凹模和凸模之间,并利用侧轧辊对轮辋筒料施加冷轧锻造变形力,从而能够将轮辋筒料滚压成型。通过侧轧辊对圆角段和平直段设置不同的进给量,使得圆角段的厚度大于平直

一种无缝旋压式铝合金轮辋的制备方法.pdf
本发明公开了一种无缝旋压式铝合金轮辋的制备方法,采用与轮辋直径相同、轴向长度为轮辋轴向长度60%~80%、体积大于轮辋体积的铝合金挤压管,经旋压使其长度延展、体积缩小得到轮辋。本发明采用等径、较短且体积略大的铝合金挤压管来制作轮辋,一方面挤压管质地均匀,内应力很小,制作出的轮辋不存在木桶效应,从而优化轮辋的重量和原料成本;另一方面挤压制品的强度接近锻造,成本还低,挤压管经旋压使其轴向长度延展的同时,体积也会缩小,即变得更加致密,进一步提高强度,有利于进一步降低轮辋的重量及原料成本。

一种无缝拼接蜂窝芯材的制备方法.pdf
本发明属于蜂窝制造技术,涉及一种无缝拼接蜂窝芯材的制备方法。本发明选择待拼接的相同材料、相同尺寸的非金属蜂窝,对蜂窝拼接边进行切边处理;然后,沿拼接线分别对待拼接蜂窝进行切口预处理,使拼接边处蜂窝内壁呈开口状态,将节点胶涂于蜂窝切口拼接边内侧;再将拼接边两端开口内嵌拼插,两端涂有节点胶的切口相互粘接,在拼接处形成完整的蜂窝孔格,将粘接边通过金属丝固定贴实;最后将拼接完成的蜂窝放入烘房内进行加热处理,待固化完成后,冷却至室温后,去除金属丝,完成涂胶切口拼接边无缝固化。本发明利用蜂窝芯材的孔格特性设计拼插切口

一种正反向轮辋制作方法及正反向轮辋.pdf
本发明提出了一种正反向轮辋制作方法,包括以下步骤:对板材进行高强度地挤压,形成具有第一凸起部和第二凸起部的型材;将型材卷成空心圆柱形的筒体,型材上的第一凸起部和第二凸起部在筒体内形成两组装配台阶或装配筋;通过搅拌摩擦焊设备焊接型材卷圆时形成的筒缝;将筒体的两端翻边,构成向外延伸并内翻的轮缘;对第一凸起部外侧进行旋压,形成第三凸起部;对筒体进行热处理加工;对筒体进行精密机械加工,在筒体上形成胎圈座,得到正反向轮辋。本发明提出的正反向轮辋制造方法,使一种轮辋同时具备正反两种安装方式,且加工工序简单,缩短了轮毂