
极片单元及其制备方法.pdf

戊午****jj

1/9
2/9

3/9

4/9
5/9
6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
极片单元及其制备方法.pdf
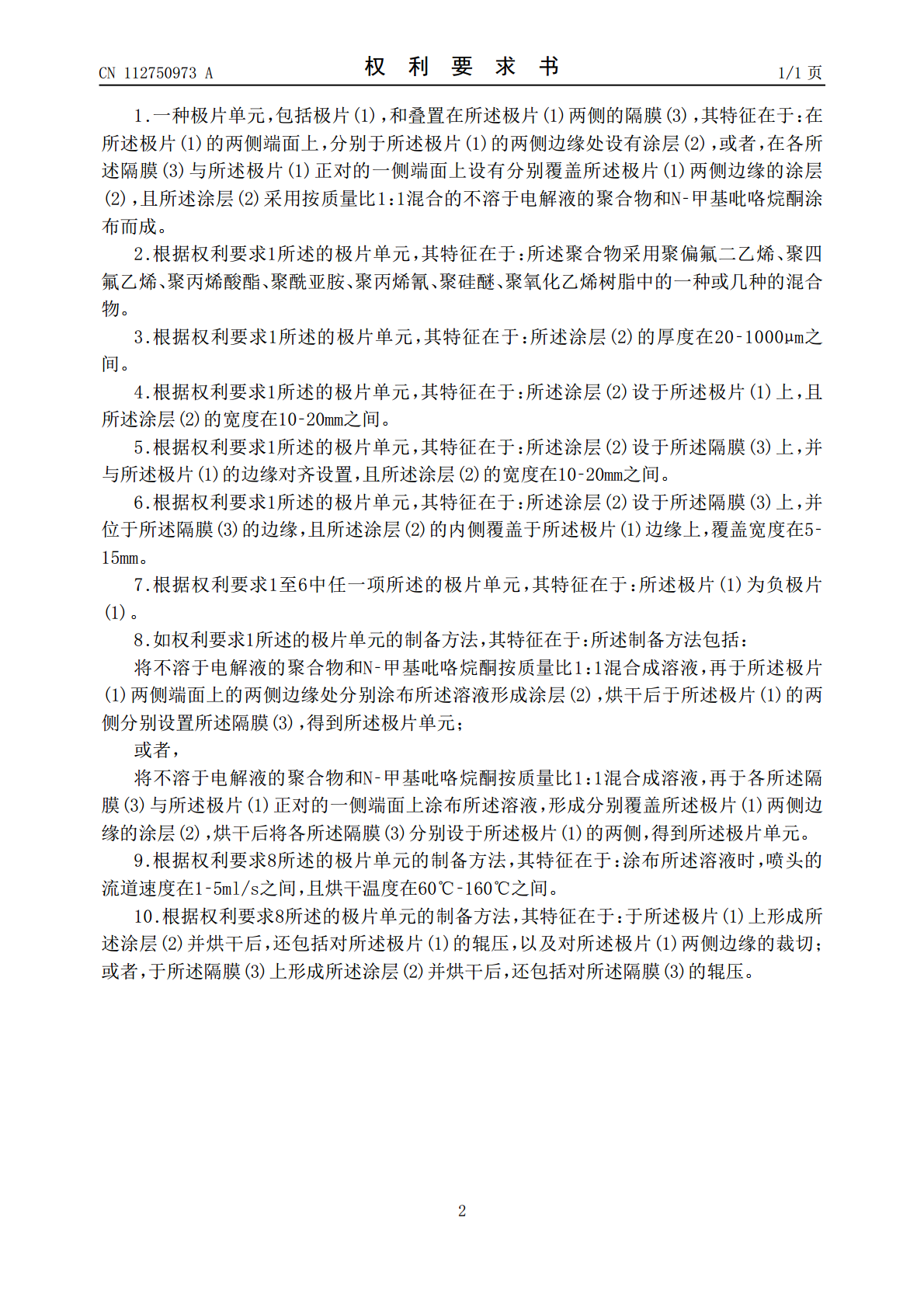
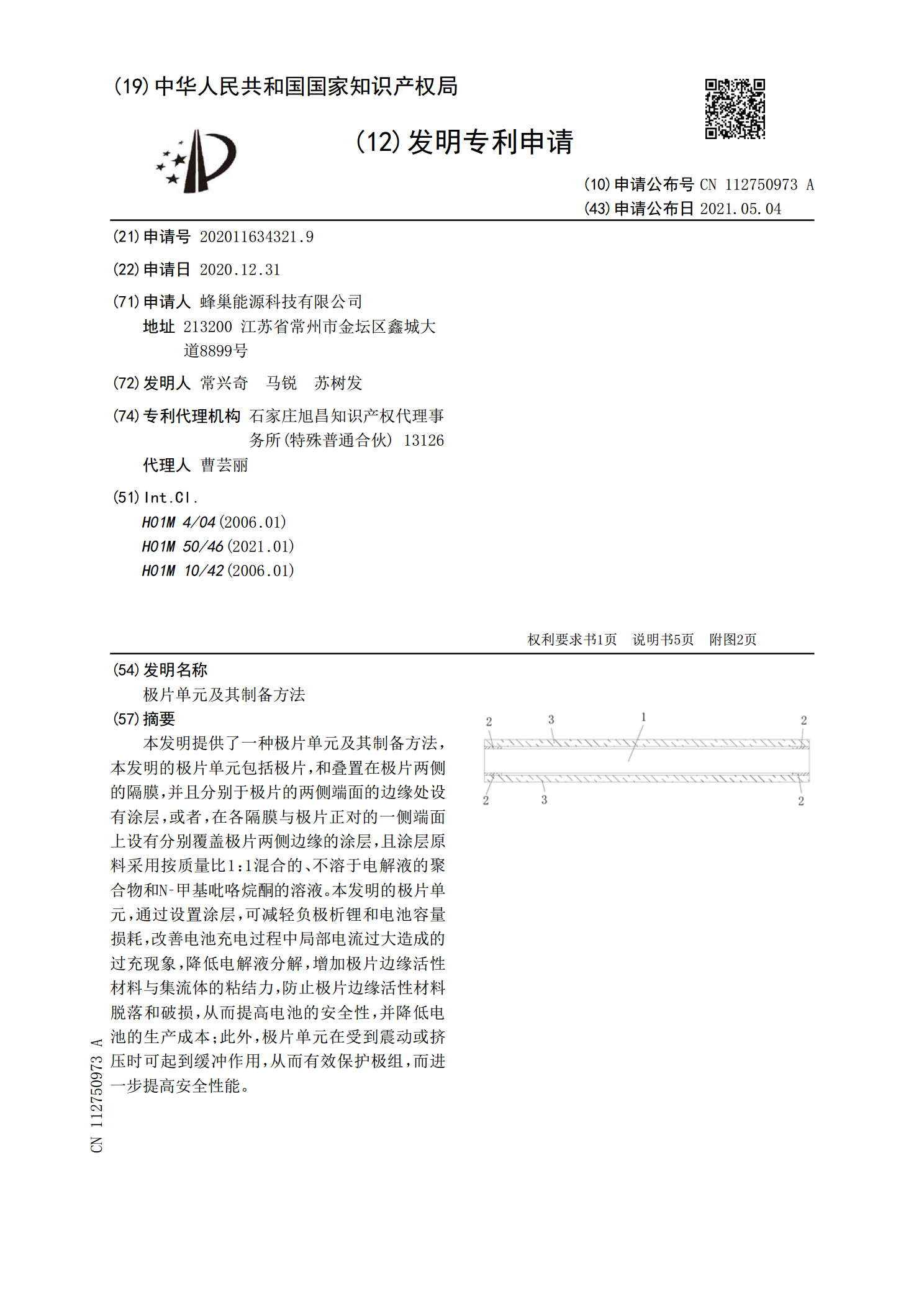
本发明提供了一种极片单元及其制备方法,本发明的极片单元包括极片,和叠置在极片两侧的隔膜,并且分别于极片的两侧端面的边缘处设有涂层,或者,在各隔膜与极片正对的一侧端面上设有分别覆盖极片两侧边缘的涂层,且涂层原料采用按质量比1:1混合的、不溶于电解液的聚合物和N‑甲基吡咯烷酮的溶液。本发明的极片单元,通过设置涂层,可减轻负极析锂和电池容量损耗,改善电池充电过程中局部电流过大造成的过充现象,降低电解液分解,增加极片边缘活性材料与集流体的粘结力,防止极片边缘活性材料脱落和破损,从而提高电池的安全性,并降低电池的生
极片及其制备方法和应用.pdf
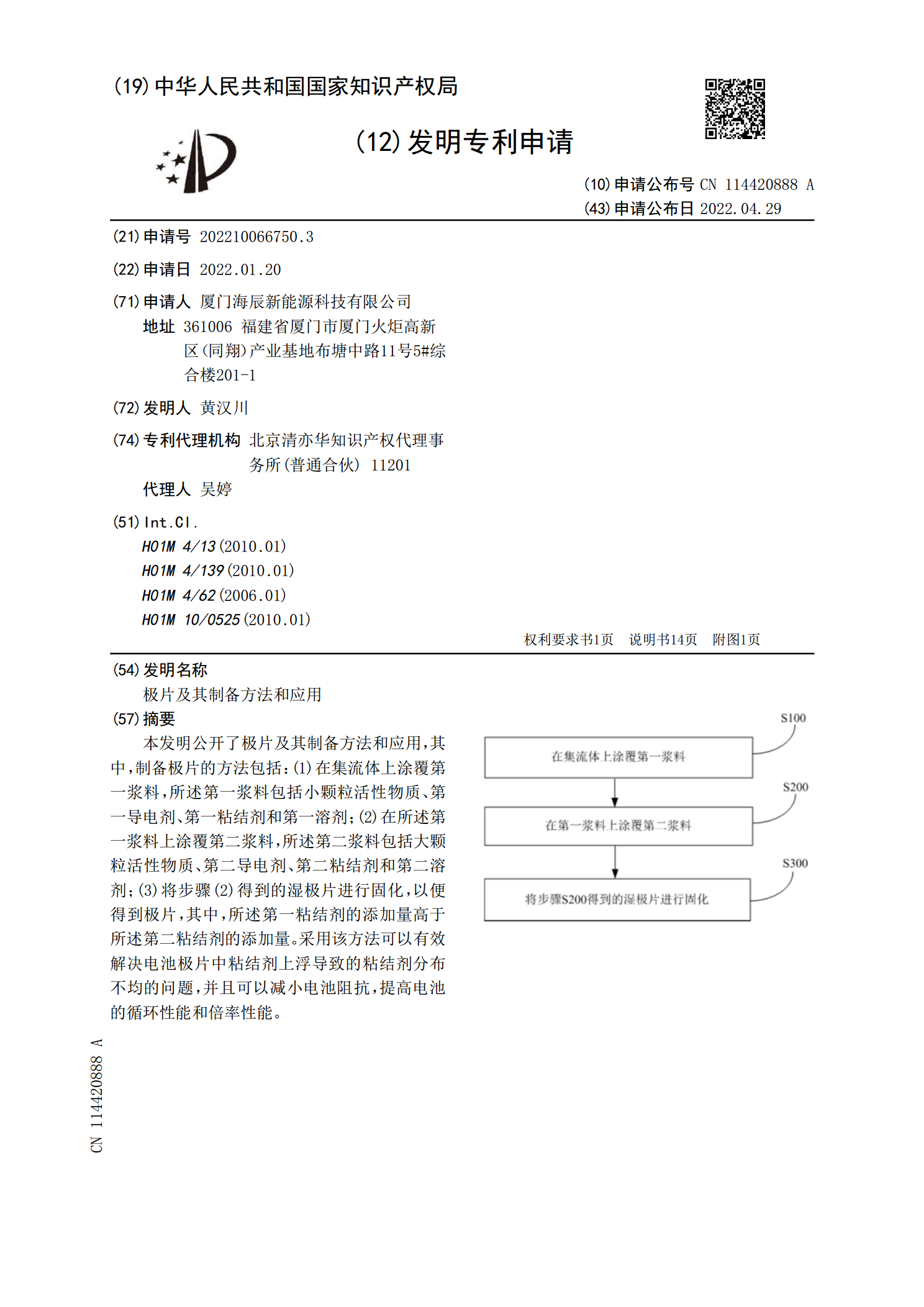
本发明公开了极片及其制备方法和应用,其中,制备极片的方法包括:(1)在集流体上涂覆第一浆料,所述第一浆料包括小颗粒活性物质、第一导电剂、第一粘结剂和第一溶剂;(2)在所述第一浆料上涂覆第二浆料,所述第二浆料包括大颗粒活性物质、第二导电剂、第二粘结剂和第二溶剂;(3)将步骤(2)得到的湿极片进行固化,以便得到极片,其中,所述第一粘结剂的添加量高于所述第二粘结剂的添加量。采用该方法可以有效解决电池极片中粘结剂上浮导致的粘结剂分布不均的问题,并且可以减小电池阻抗,提高电池的循环性能和倍率性能。
正极极片及其制备方法、电池.pdf
本发明公开了正极极片及其制备方法、电池。该制备正极极片的方法包括:采用磁控溅射法和/或脉冲激光溅射法对金属钒靶材进行溅射,以便在导电衬底上沉积氧化钒膜,得到正极极片。该方法不仅制备工艺简单、适用于大规模工业化生产,而且可以制备得到电化学稳定性较好、比容量较高的正极极片,适用范围广泛。
电池浆料及其制备方法和电池极片及其制备方法.pdf
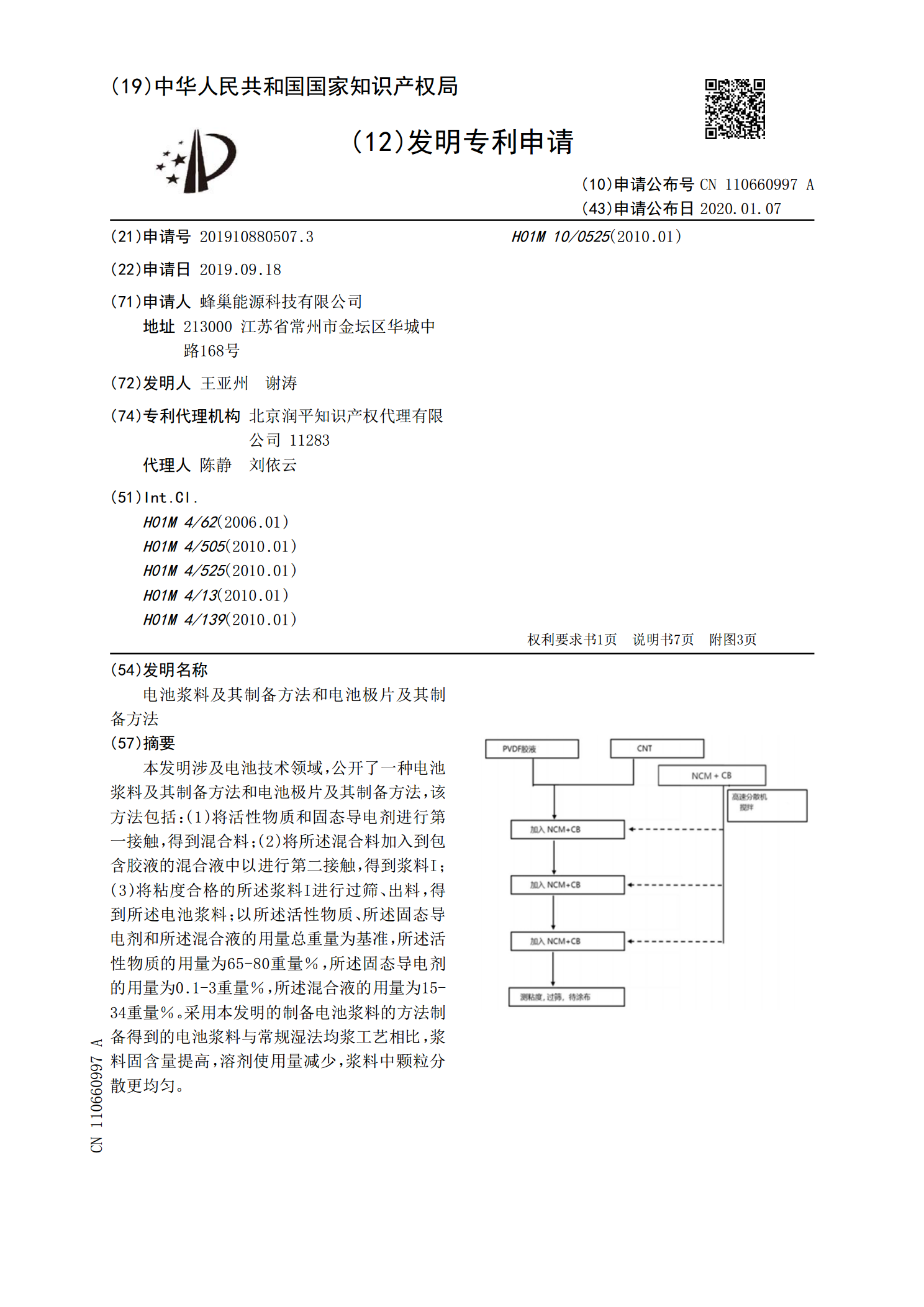
本发明涉及电池技术领域,公开了一种电池浆料及其制备方法和电池极片及其制备方法,该方法包括:(1)将活性物质和固态导电剂进行第一接触,得到混合料;(2)将所述混合料加入到包含胶液的混合液中以进行第二接触,得到浆料I;(3)将粘度合格的所述浆料I进行过筛、出料,得到所述电池浆料;以所述活性物质、所述固态导电剂和所述混合液的用量总重量为基准,所述活性物质的用量为65‑80重量%,所述固态导电剂的用量为0.1‑3重量%,所述混合液的用量为15‑34重量%。采用本发明的制备电池浆料的方法制备得到的电池浆料与常规湿法
一种极片及其制备方法.pdf
本发明涉及锂离子电池技术领域,公开了一种极片及其制备方法;所述极片包括自支撑膜和集流体;所述自支撑膜包括聚四氟乙烯、负极活性材料和导电剂;所述负极活性材料包括球型或类球型活性材料;所述极片的厚度H通过以下公式获得:H=180‑2A‑100B;其中,A为所述球型或类球型活性材料的直径D