
一种外机匣蜂窝环弧块铣加工夹具及方法.pdf

文宣****66

1/8
2/8

3/8

4/8

5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种外机匣蜂窝环弧块铣加工夹具及方法.pdf
本发明公开了一种外机匣蜂窝环弧块铣加工夹具及方法,夹具包括定位块、支撑块、夹紧块、螺母、螺纹杆、安全片和定位板,其中定位块上设置有第一定位面和第二定位面,第一定位面和第二定位面之间开有凹槽,夹紧块上开有两个螺纹孔,螺纹孔内螺纹连接有螺纹杆。本发明利用外机匣蜂窝环弧块上的四个特征位置,配合定位块、夹紧块、螺纹杆和定位板实现径向、轴向和周向的装夹,铣加工时蜂窝环弧块时定位准确,状态稳定,提高了外机匣蜂窝环弧块的加工质量和加工效率。
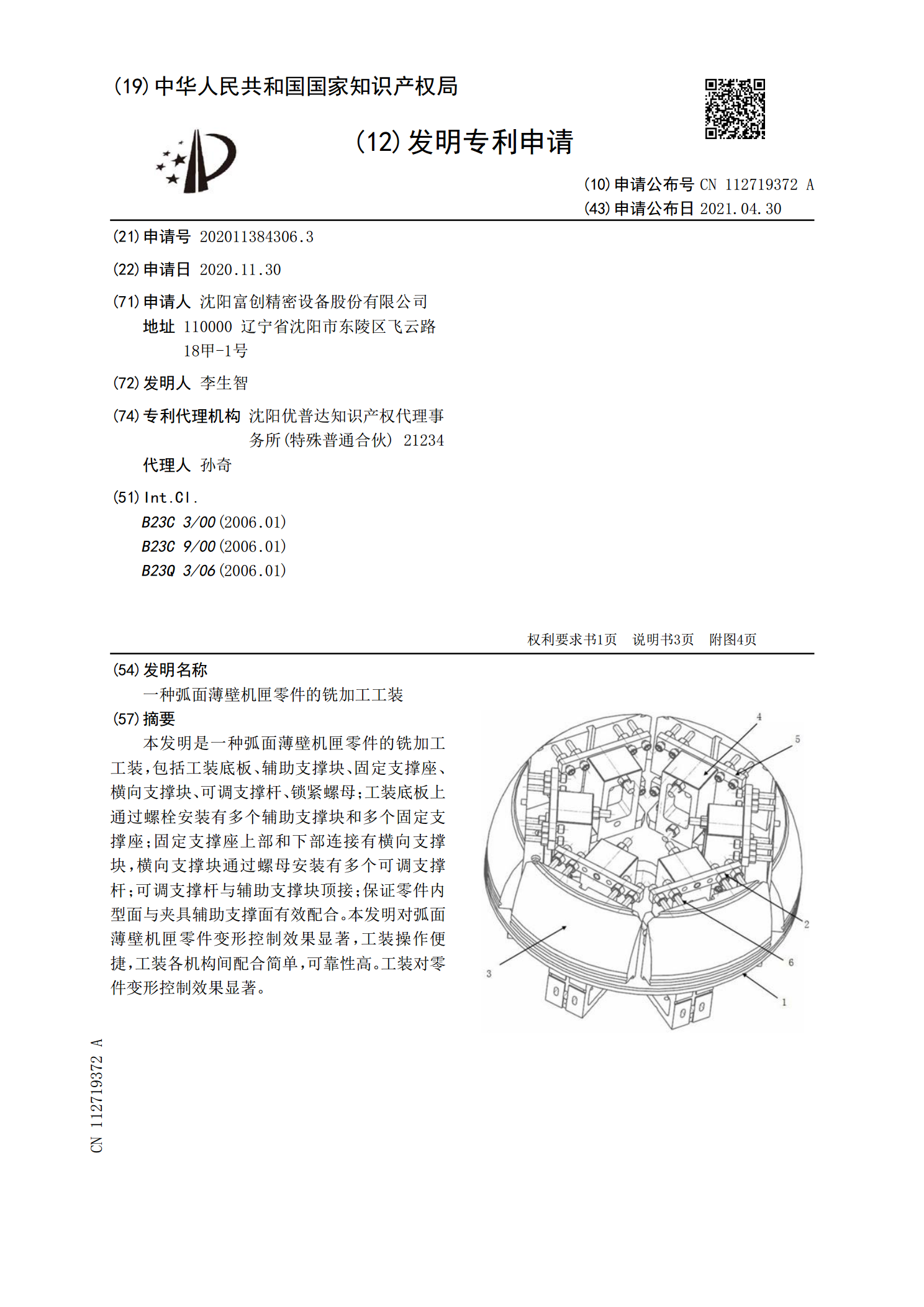
一种弧面薄壁机匣零件的铣加工工装.pdf
本发明是一种弧面薄壁机匣零件的铣加工工装,包括工装底板、辅助支撑块、固定支撑座、横向支撑块、可调支撑杆、锁紧螺母;工装底板上通过螺栓安装有多个辅助支撑块和多个固定支撑座;固定支撑座上部和下部连接有横向支撑块,横向支撑块通过螺母安装有多个可调支撑杆;可调支撑杆与辅助支撑块顶接;保证零件内型面与夹具辅助支撑面有效配合。本发明对弧面薄壁机匣零件变形控制效果显著,工装操作便捷,工装各机构间配合简单,可靠性高。工装对零件变形控制效果显著。

一种抑制薄壁机匣切削加工震颤的辅助夹具.pdf
本发明公开了一种抑制薄壁机匣切削加工震颤的辅助夹具,利用弹簧单元组和六边形框架的配合将辅助夹具固定在薄壁机匣的内壁或外壁,可有效抑制薄壁机匣加工过程中的振动,提高薄壁机匣的加工精度;适用性强,可根据薄壁机匣加工面的不同将辅助夹具固定在薄壁机匣的内壁或外壁,对于不同尺寸的薄壁机匣只需改变连接杆的长度,能够随应用环境的变化做相应调整,应用范围较广;无需对机床进行改进,使用简单,成本较低;安装简单,无需借助其他动力装置,适用于不同加工工序;结构简单,不会影响薄壁机匣各特征面的加工,即使对安装辅助夹具的一面进行加

燃烧室前端机匣铣加工工艺研究.docx
燃烧室前端机匣铣加工工艺研究燃烧室前端机匣是燃气涡轮发动机中的一个重要部件,其主要功能是引导空气和燃料混合物进入燃烧室中进行燃烧,同时要承受高温高压下的冲击和振动。因此,对燃烧室前端机匣的加工工艺进行研究具有极其重要的意义,可以提高产品的质量和性能,同时提高生产效率,降低成本。一、燃烧室前端机匣的加工工艺1.加工设备的选择燃烧室前端机匣的加工难度较大,需要使用高精度的加工设备和工具,以保证加工精度和表面质量。常用的加工设备包括数控铣床、线切割机、数控磨床等。2.加工用料的选择燃烧室前端机匣主要使用高温合金
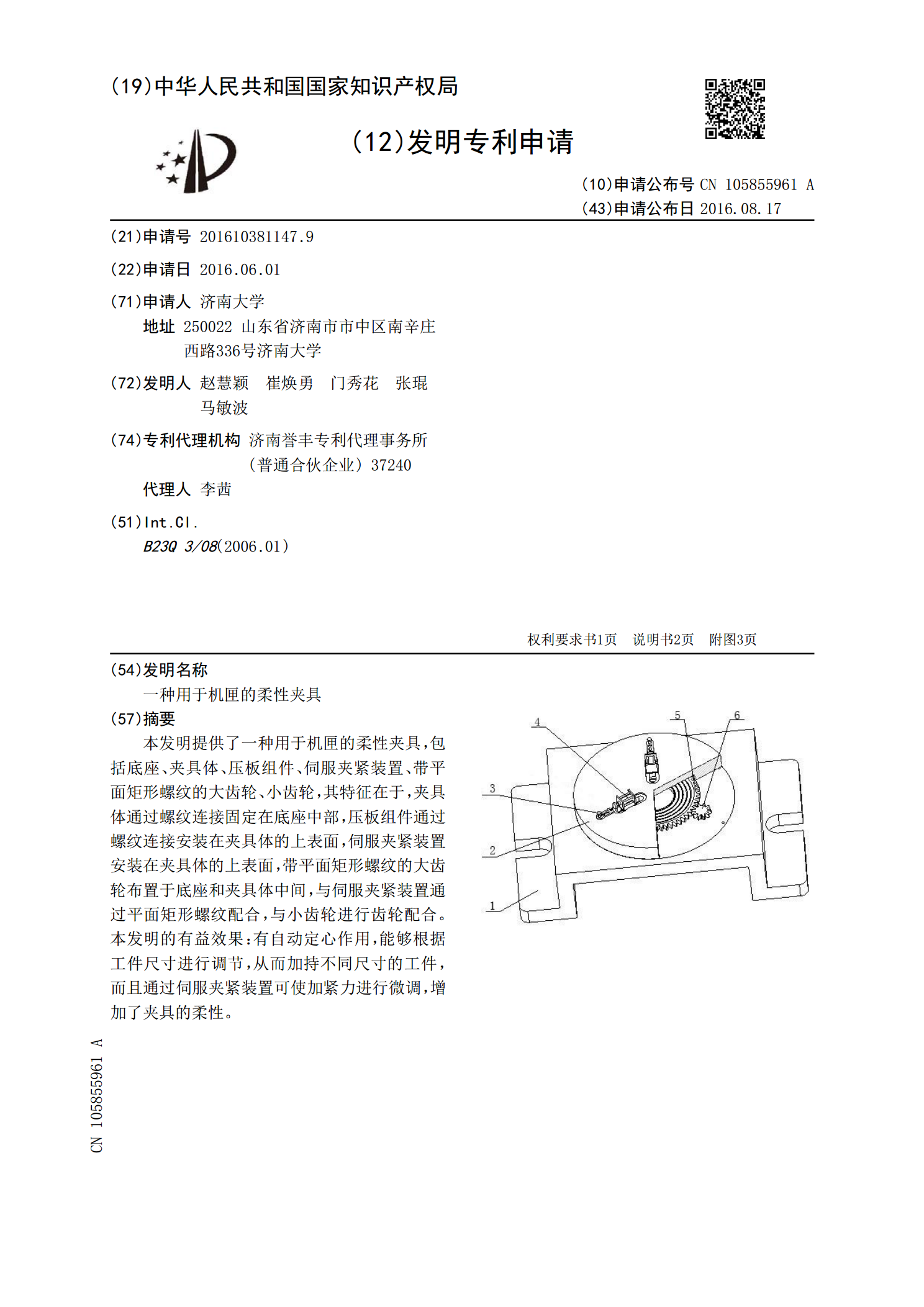
一种用于机匣的柔性夹具.pdf
本发明提供了一种用于机匣的柔性夹具,包括底座、夹具体、压板组件、伺服夹紧装置、带平面矩形螺纹的大齿轮、小齿轮,其特征在于,夹具体通过螺纹连接固定在底座中部,压板组件通过螺纹连接安装在夹具体的上表面,伺服夹紧装置安装在夹具体的上表面,带平面矩形螺纹的大齿轮布置于底座和夹具体中间,与伺服夹紧装置通过平面矩形螺纹配合,与小齿轮进行齿轮配合。本发明的有益效果:有自动定心作用,能够根据工件尺寸进行调节,从而加持不同尺寸的工件,而且通过伺服夹紧装置可使加紧力进行微调,增加了夹具的柔性。