
高温合金蜂窝夹层结构成形方法.pdf

fu****级甜


1/10

2/10
3/10
4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
高温合金蜂窝夹层结构成形方法.pdf
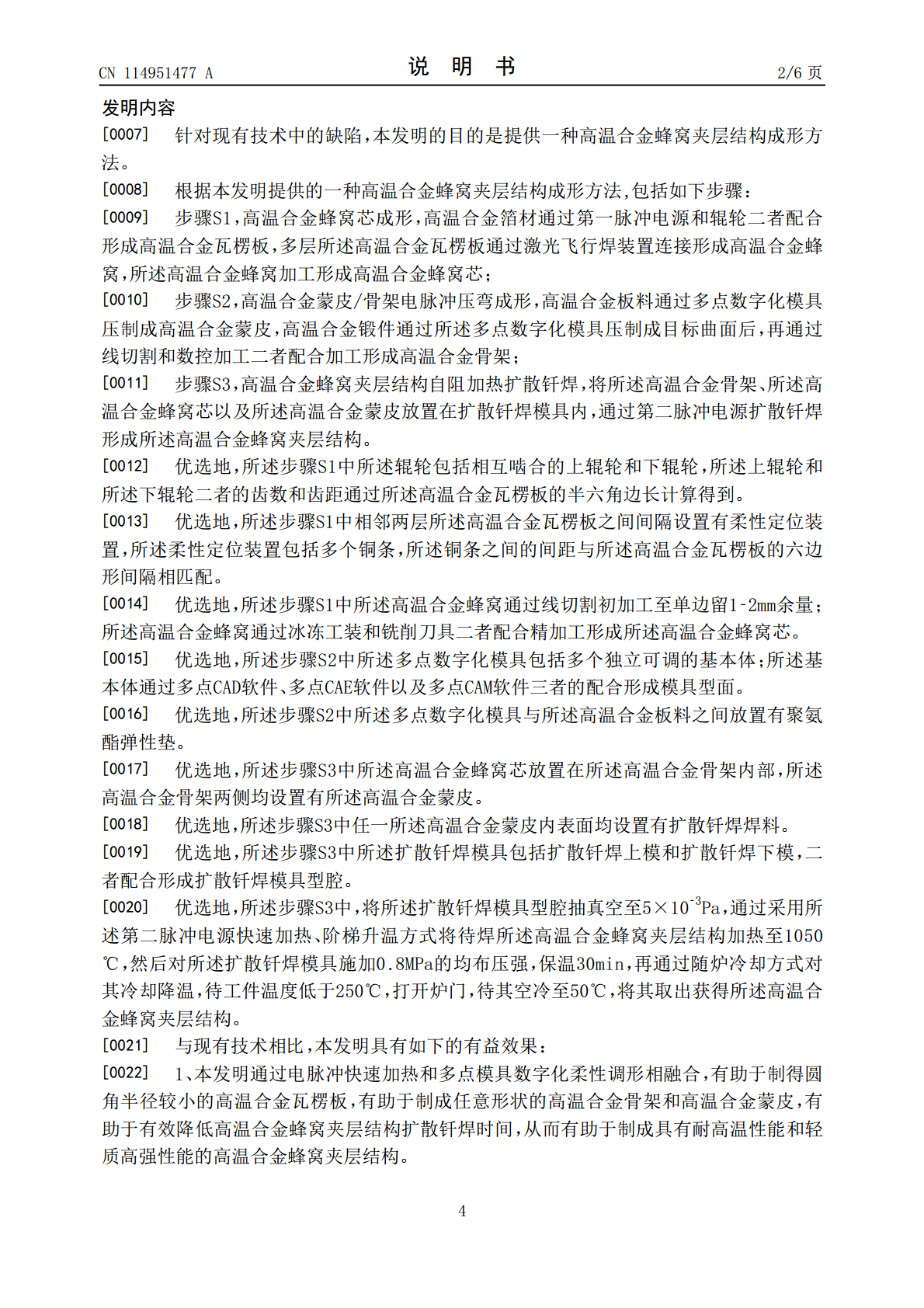
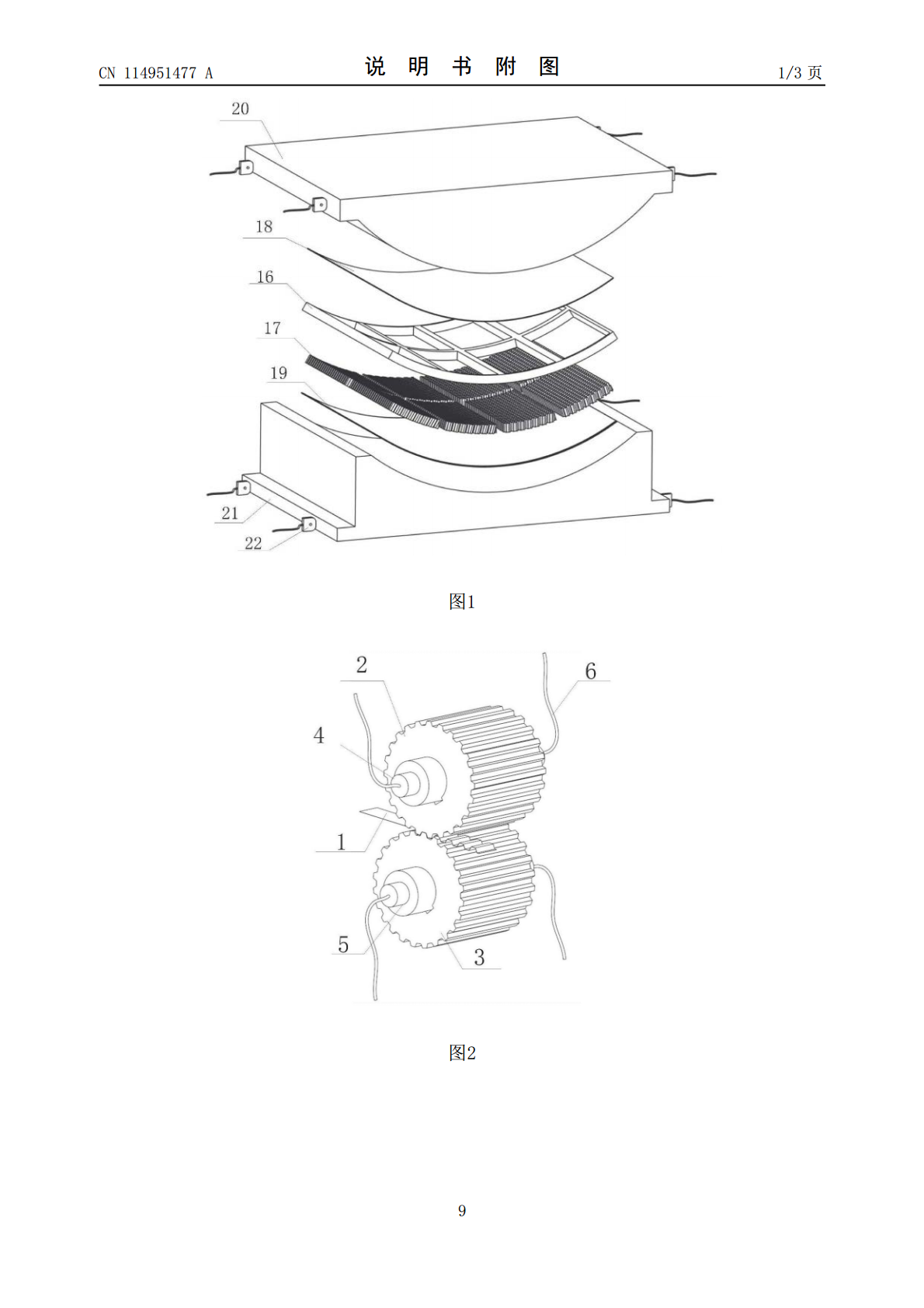
本发明提供了一种高温合金蜂窝夹层结构成形方法,包括如下步骤:步骤S1,高温合金蜂窝芯成形,由高温合金箔材制成的多层高温合金瓦楞板连接形成高温合金蜂窝芯;步骤S2,高温合金蒙皮/骨架电脉冲压弯成形,高温合金蒙皮和高温合金骨架通过多点数字化模具压制成形;步骤S3,高温合金蜂窝夹层结构自阻加热扩散钎焊,将高温合金骨架、高温合金蜂窝芯以及高温合金蒙皮通过扩散钎焊形成高温合金蜂窝夹层结构。本发明通过电脉冲快速加热和多点模具数字化柔性调形相融合,有助于制成任意形状的高温合金骨架和高温合金蒙皮,有助于有效降低高温合金蜂
一种蜂窝夹层结构的固化成形工装及方法.pdf
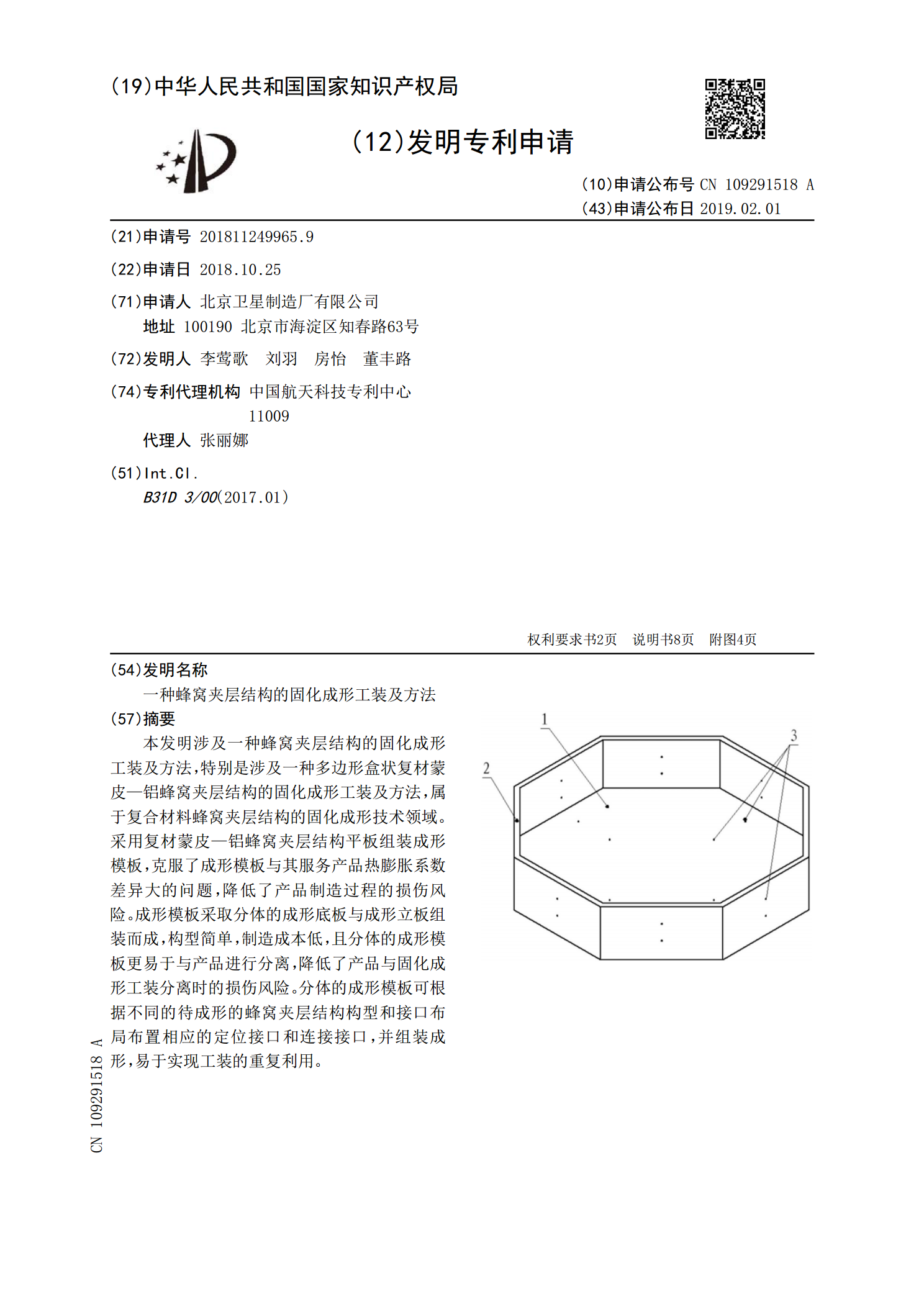
本发明涉及一种蜂窝夹层结构的固化成形工装及方法,特别是涉及一种多边形盒状复材蒙皮—铝蜂窝夹层结构的固化成形工装及方法,属于复合材料蜂窝夹层结构的固化成形技术领域。采用复材蒙皮—铝蜂窝夹层结构平板组装成形模板,克服了成形模板与其服务产品热膨胀系数差异大的问题,降低了产品制造过程的损伤风险。成形模板采取分体的成形底板与成形立板组装而成,构型简单,制造成本低,且分体的成形模板更易于与产品进行分离,降低了产品与固化成形工装分离时的损伤风险。分体的成形模板可根据不同的待成形的蜂窝夹层结构构型和接口布局布置相应的定位
一种高温下蜂窝夹层结构脱粘评估方法.pdf
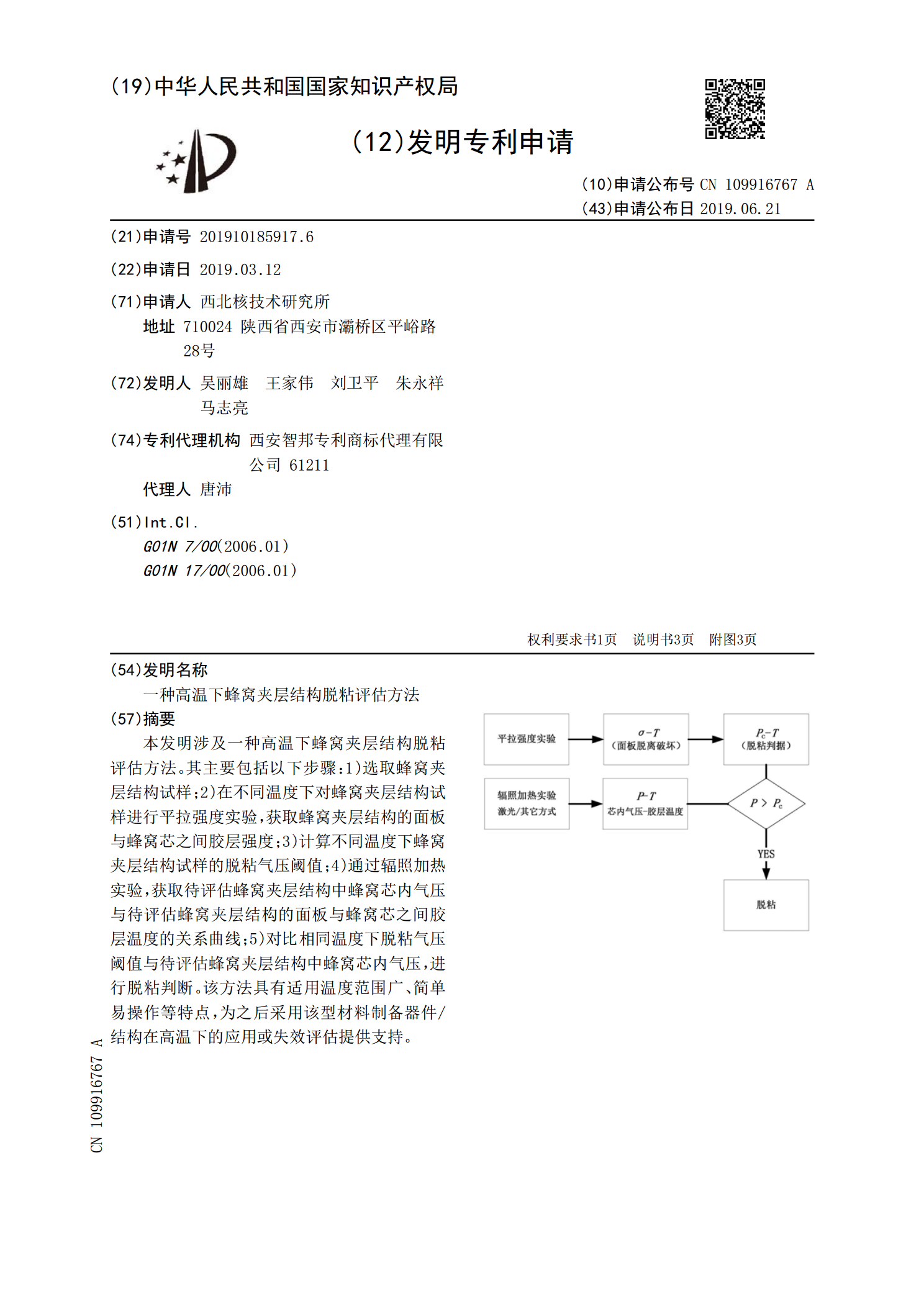
本发明涉及一种高温下蜂窝夹层结构脱粘评估方法。其主要包括以下步骤:1)选取蜂窝夹层结构试样;2)在不同温度下对蜂窝夹层结构试样进行平拉强度实验,获取蜂窝夹层结构的面板与蜂窝芯之间胶层强度;3)计算不同温度下蜂窝夹层结构试样的脱粘气压阈值;4)通过辐照加热实验,获取待评估蜂窝夹层结构中蜂窝芯内气压与待评估蜂窝夹层结构的面板与蜂窝芯之间胶层温度的关系曲线;5)对比相同温度下脱粘气压阈值与待评估蜂窝夹层结构中蜂窝芯内气压,进行脱粘判断。该方法具有适用温度范围广、简单易操作等特点,为之后采用该型材料制备器件/结构

一种高温固化曲面铝蜂窝夹层结构的成型制备方法.pdf
本发明提供了一种高温固化曲面铝蜂窝夹层结构的成型制备方法,包括S1、设计与铝蜂窝夹层结构的尺寸相适配的成型固化工装,固化工装包括:工装底板、工装上板;铝蜂窝夹层结构包括:上铝面板、下铝面板和金属边框;S2、依次将下铝面板、镶嵌在金属边框中的铝蜂窝、上铝面板通过定位孔固定在工装底板和工装上板之间,完成铝蜂窝夹层结构与成型固化工装的定位安装;S3、进行加压固化操作。采用本发明的方法能够保证高温固化曲面蜂窝夹层结构的曲面轮廓度要求和耐高温需求,并能在一定程度上对铝面板外观质量进行防控,所制备的铝面板高温固化曲面

一种高温隔热用碳/碳蜂窝夹层结构及其制备方法.pdf
本发明涉及一种高温隔热用碳/碳蜂窝夹层结构及其制备方法,所述制备方法为:将碳/碳蜂窝、蜂窝芯内填充物和碳/碳面板通过集成方式得到所述高温隔热用碳/碳蜂窝夹层结构,所述集成方式为粘接和/或化学气相沉积;本发明方法制备的高温隔热用碳/碳蜂窝夹层结构性能优良:室温热导率≤0.1W·m