
一种整流罩及其制备方法.pdf

元容****少女


1/8
2/8

3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种整流罩及其制备方法.pdf
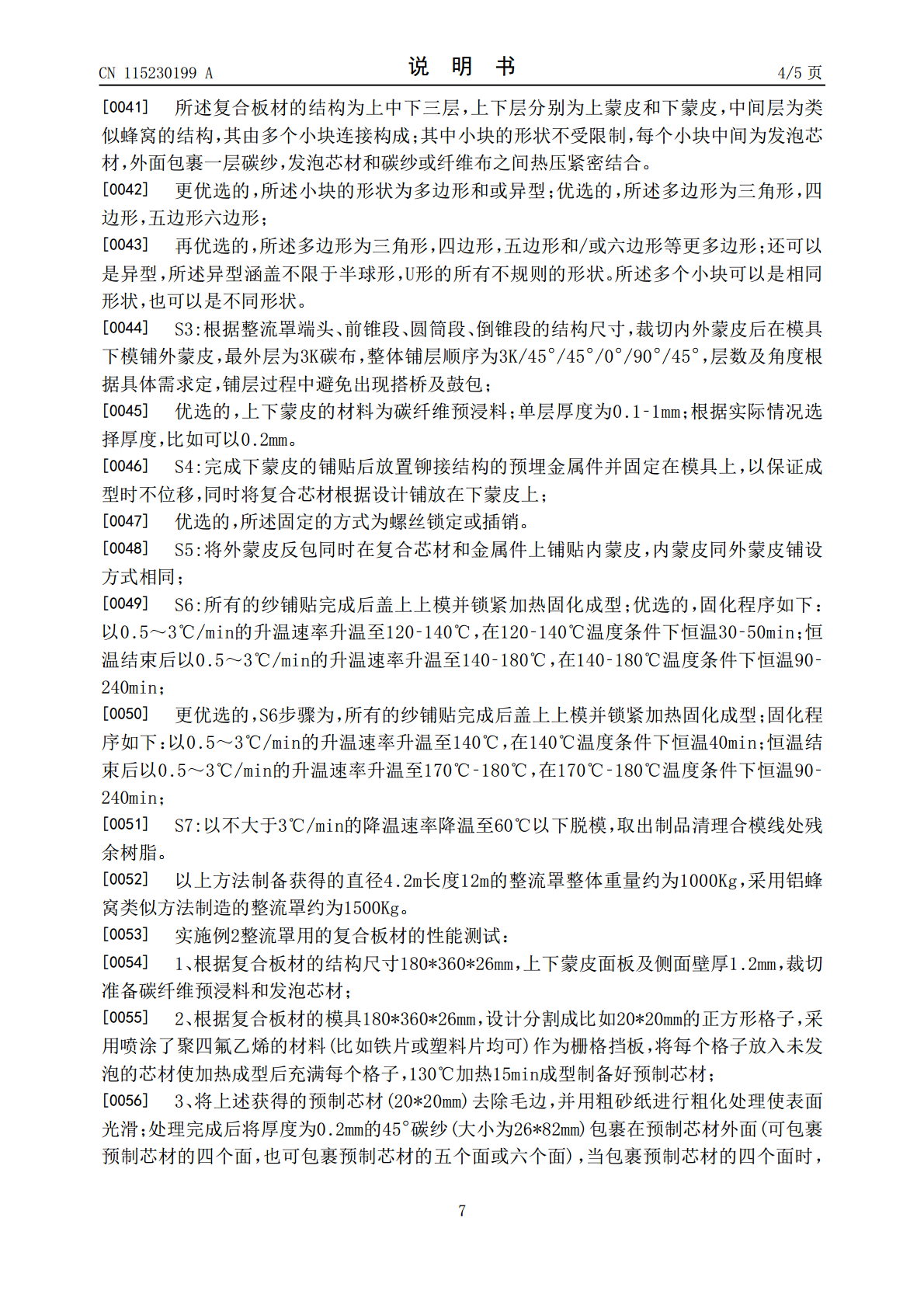
本发明公开了一种整流罩及其制备方法。先制备模具,再制备中间层为类似蜂窝的结构,该结构其由多个小块连接构成类似蜂窝的结构;再按照整流罩不同区域铺设外蒙皮,预埋金属件,复合芯材,将外蒙皮反包同时在复合芯材和金属件上铺贴内蒙皮,再盖模加热固化成型后降温脱模。制备方法整体成型,规避了制品受罐体大小约束的限制,更易制备大型异形件制品,并且减轻重量增加有效载荷,同时制造周期缩短。

一种运载火箭焊接铝蜂窝整流罩及其制备方法.pdf
本发明涉及一种运载火箭焊接铝蜂窝整流罩及其制备方法,属于运载火箭技术领域,运载火箭焊接铝蜂窝整流罩包括罩本体,所述罩本体包括圆锥段和圆筒段两个结构段,所述圆锥段和圆筒段均采用焊接铝蜂窝板制成,所述焊接铝蜂窝板通过本体面板、本体背板和本体蜂窝芯板钎焊而成,位于同一结构段中相邻的焊接铝蜂窝板通过焊接方式连接,所述圆锥段和圆筒段之间通过环框铆接或焊接,所述环框和与其相邻的焊接铝蜂窝板通过焊接方式连接,本发明满足整流罩隔热、降噪、长寿命、低成本、高效率高等要求,性能优越,大幅减轻了整体重量,实现轻量化,同时,工艺
一种平抛分离整流罩及其设计方法.pdf
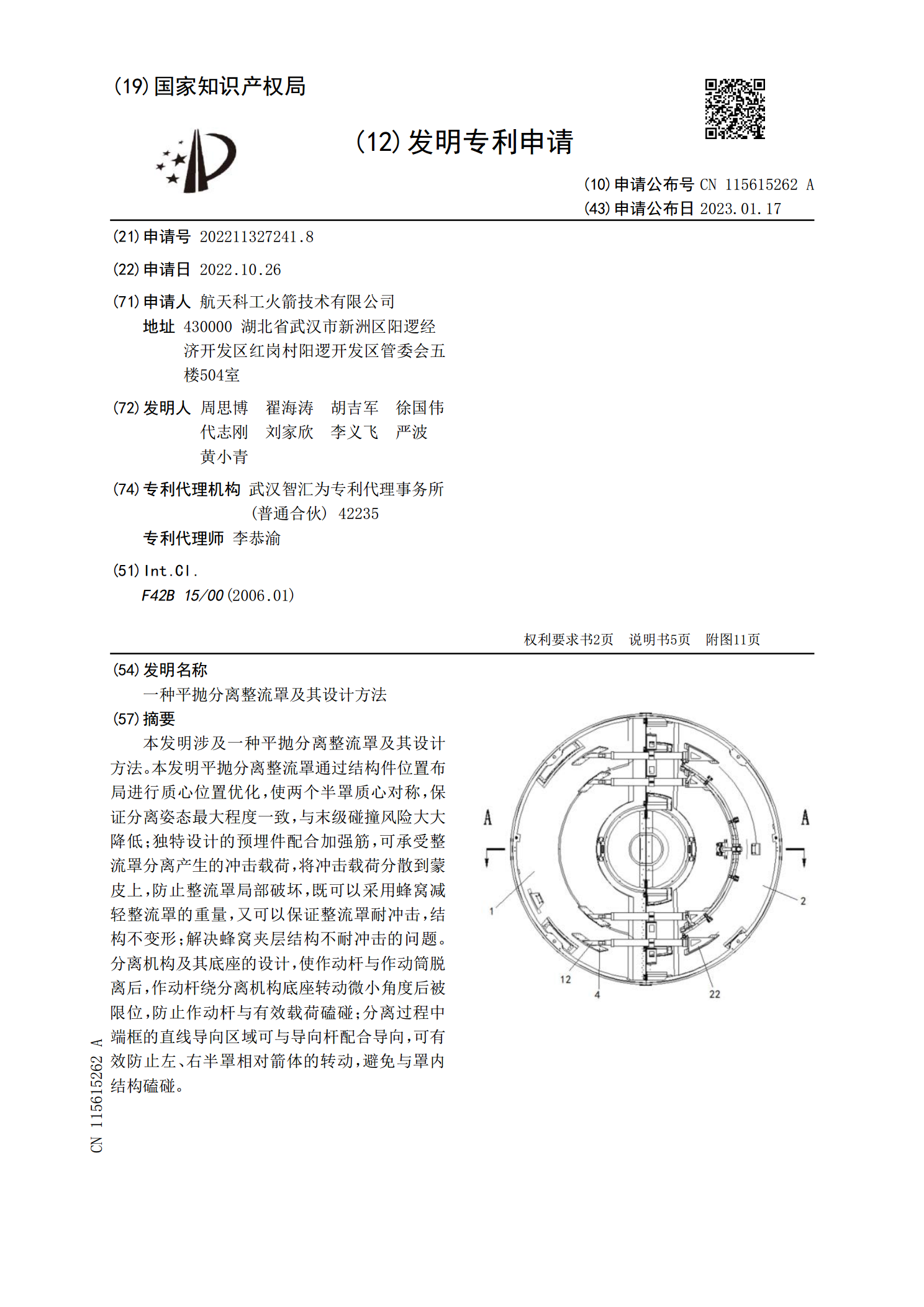
本发明涉及一种平抛分离整流罩及其设计方法。本发明平抛分离整流罩通过结构件位置布局进行质心位置优化,使两个半罩质心对称,保证分离姿态最大程度一致,与末级碰撞风险大大降低;独特设计的预埋件配合加强筋,可承受整流罩分离产生的冲击载荷,将冲击载荷分散到蒙皮上,防止整流罩局部破坏,既可以采用蜂窝减轻整流罩的重量,又可以保证整流罩耐冲击,结构不变形;解决蜂窝夹层结构不耐冲击的问题。分离机构及其底座的设计,使作动杆与作动筒脱离后,作动杆绕分离机构底座转动微小角度后被限位,防止作动杆与有效载荷磕碰;分离过程中端框的直线导

一种复合材料封闭异形整流罩的制备方法.pdf
本发明涉及复合材料制备领域,具体提供了一种复合材料封闭异形整流罩的制备方法,包括步骤S1:设计整流罩的壳体成型模具块、蒙皮成型模具板和加压组件;S2:制作整流罩壳体,包括铺设预浸料、将铺设完预浸料的壳体成型模具块放置于蒙皮成型模具板上、覆盖一层无孔隔离膜、一层硅橡胶软膜、一层无孔隔离膜,在蒙皮成型模具板上放置外加压框,在外加压框内放置细砂,通过上加压板压紧细砂对壳体成型模具块施加预紧力、将壳体成型模具块置于固化炉中固化后脱模得到整流罩壳体;S3:制作整流罩蒙皮;S4:制作整流罩成品。本方案可减少模具工装的
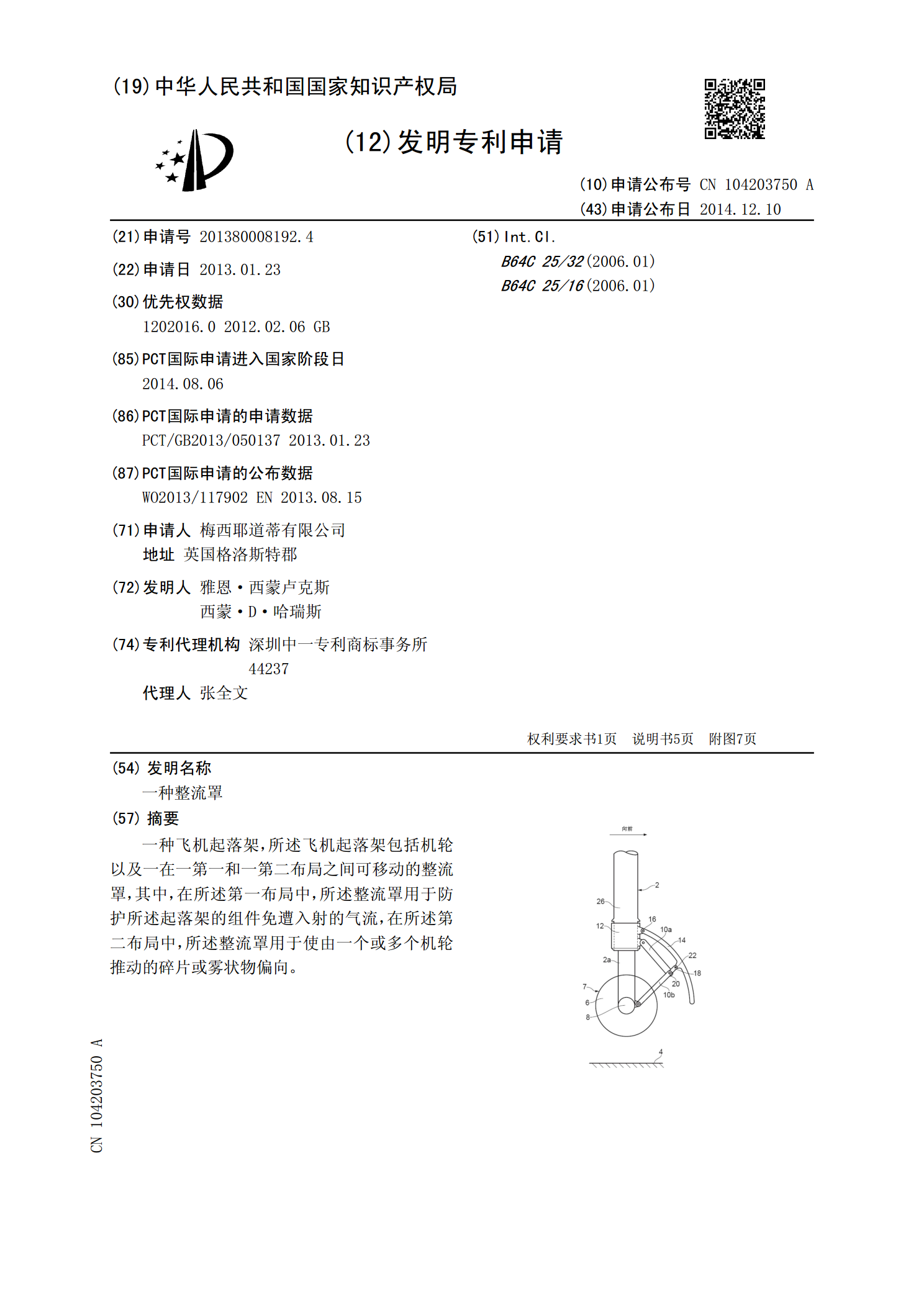
一种整流罩.pdf
一种飞机起落架,所述飞机起落架包括机轮以及一在一第一和一第二布局之间可移动的整流罩,其中,在所述第一布局中,所述整流罩用于防护所述起落架的组件免遭入射的气流,在所述第二布局中,所述整流罩用于使由一个或多个机轮推动的碎片或雾状物偏向。