
一种高强度降噪蜂窝芯及其制备方法.pdf

Ke****67

1/10

2/10

3/10

4/10

5/10
6/10
7/10

8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种高强度降噪蜂窝芯及其制备方法.pdf
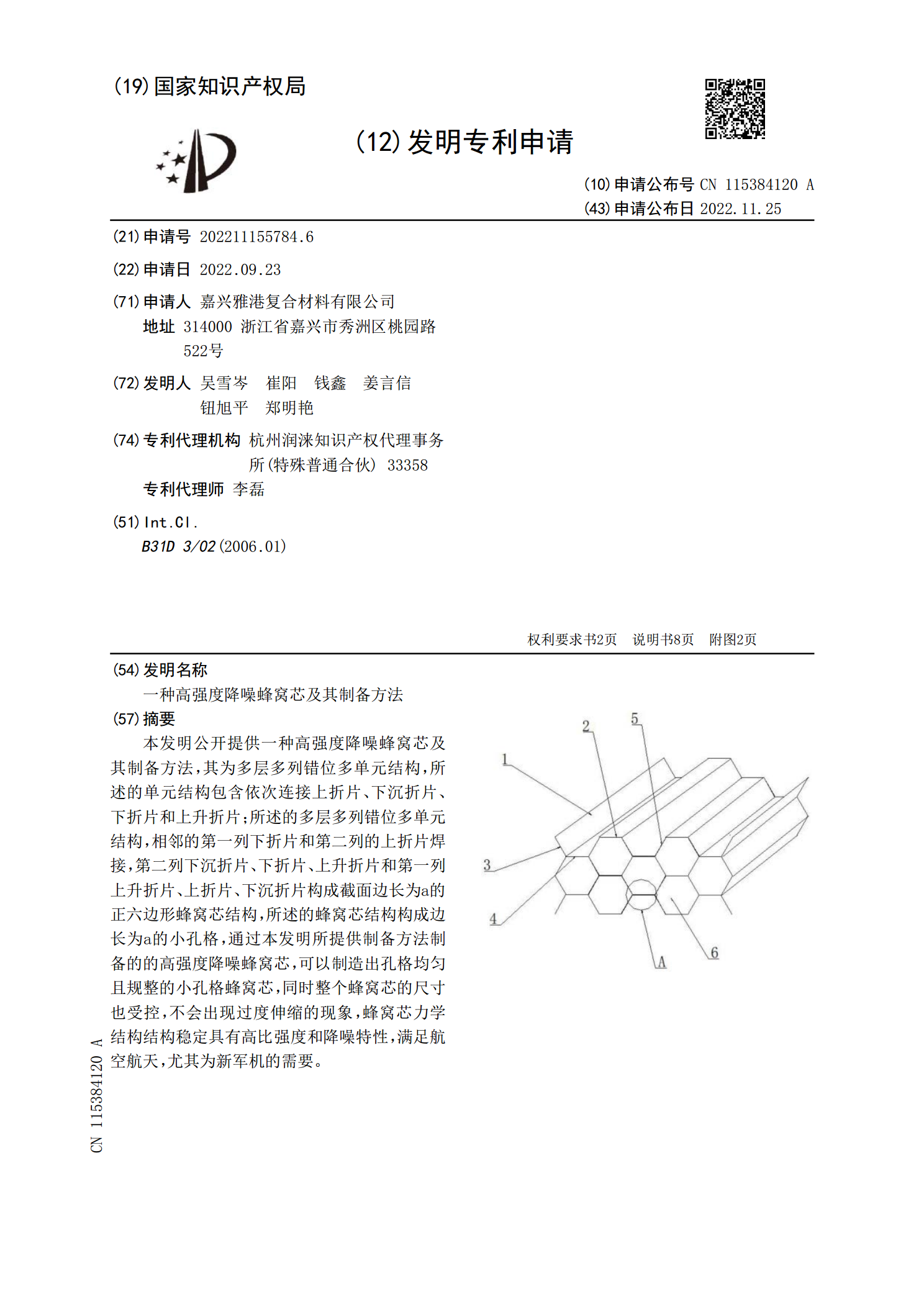
本发明公开提供一种高强度降噪蜂窝芯及其制备方法,其为多层多列错位多单元结构,所述的单元结构包含依次连接上折片、下沉折片、下折片和上升折片;所述的多层多列错位多单元结构,相邻的第一列下折片和第二列的上折片焊接,第二列下沉折片、下折片、上升折片和第一列上升折片、上折片、下沉折片构成截面边长为a的正六边形蜂窝芯结构,所述的蜂窝芯结构构成边长为a的小孔格,通过本发明所提供制备方法制备的的高强度降噪蜂窝芯,可以制造出孔格均匀且规整的小孔格蜂窝芯,同时整个蜂窝芯的尺寸也受控,不会出现过度伸缩的现象,蜂窝芯力学结构结构

一种高强度蜂窝纸芯及其制备方法.pdf
本发明涉及材料技术领域,特别涉及一种高强度蜂窝纸芯;包括以下按重量份计的原料:落叶松40~60、蔗渣15~25、香蕉茎秆20~30、炭黑12~18、聚乙酸乙烯酯乳液12~18、淀粉颗粒8~12、改性钠基膨润土8~12、增强剂6~8;发明制备的蜂窝纸芯的抗压强度高达3900MPa以上,环压强度高达6.5/m以上,显示良好的机械强度,提高其蜂窝纸板的整体抗压强度,扩大了蜂窝纸的运用领域。
一种防火高强度蜂窝纸芯及其制备方法.pdf
本发明公开了一种防火高强度蜂窝纸芯及其制备方法,所述蜂窝纸芯由如下重量份数的组分制备而成:造纸污泥、硅污泥、竹纤维、丝瓜瓤、L‑丙氨酸、粉煤灰、磷酸钠、硼砂、氧化钇、玻璃纤维、大理石粉、氢氧化镧、氧化铟、聚磷酸铵、麦芽糊精、衣康酸、硫酸锌、铝酸酯偶联剂。本发明制备的蜂窝纸芯的抗压强度高达3620MPa以上,环压强度高达6.1N/m以上,显示良好的机械强度,同时阻燃性能测试结果显示其燃烧时间在15s以内,阻燃性能佳,这将会大大改善蜂窝纸板的整体力学性能和阻燃性能上的不足。

一种高强度轻质蜂窝芯复合板材及其制备方法.pdf
本发明涉及轻量化板材技术领域,具体涉及一种高强度轻质蜂窝芯复合板材及其制备方法,包括自下而上依次设置的铝板底层、石绵层、蜂窝芯、加强层、铝板面层和抗刮层,加强层内设有空腔,空腔内设有横截面呈六边蜂窝状的加强筋,加强筋的上端面与空腔的上腔壁抵接,加强筋的下端面与空腔的下腔壁抵接,加强层采用高强度铝合金板冲压而成。本发明的蜂窝芯复合板材结构简单、新颖,具有重量轻、强度大、刚度好、耐磨损和隔热阻燃性好的特点,同时,该蜂窝芯复合板材还具带有一定的金属美感,有较强的抗划伤能力,可以更好的满足人们的需求,延长了该蜂窝

一种降噪芳纶蜂窝及其制备方法.pdf
本发明公开了一种降噪芳纶蜂窝及其制备方法,包括以下步骤:取30质量份蜜胺树脂,加入1~2质量份乳化剂、2~4质量份发泡剂、1~2质量份催化剂,室温搅拌均匀,得到蜜胺发泡胶液;将蜜胺发泡胶液倒入浸胶槽,将芳纶蜂窝完全浸入胶液,翻转后再浸胶;将浸胶后的芳纶蜂窝发泡固化;将发泡后的芳纶蜂窝进行片切,得到降噪芳纶蜂窝。本发明的降噪芳纶蜂窝在100~1600Hz下的平均吸声系数>0.3,且具有工艺简单、成本低、设备投入小等优点。