
一种高碳钢车轮制造方法.pdf

雨巷****轶丽


1/9

2/9

3/9

4/9

5/9
6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种高碳钢车轮制造方法.pdf
本发明公开了一种高碳钢车轮制造方法,在锻压轧制工序之后、等温工序之前,设置预热处理工序,其工艺方法是将经过高温锻压轧制后的高碳钢车轮工件空冷至600℃~650℃,接着对高碳钢车轮工件进行加热,加热温度为730℃~750℃,加热时间为30min~40min,使车轮轮辋发生部分奥氏体转变,随后将高碳钢车轮工件炉冷至600℃~630℃,进行等温工序。采用上述技术方案,降低氢含量,抑制氢致裂纹的产生,在保证高碳钢车轮工件的强度、硬度基本不变,显微组织仍为铁素体—珠光体的前提下,有效提高高碳钢车轮轮辋的冲击韧性,保
一种车轮制造方法以及车轮.pdf
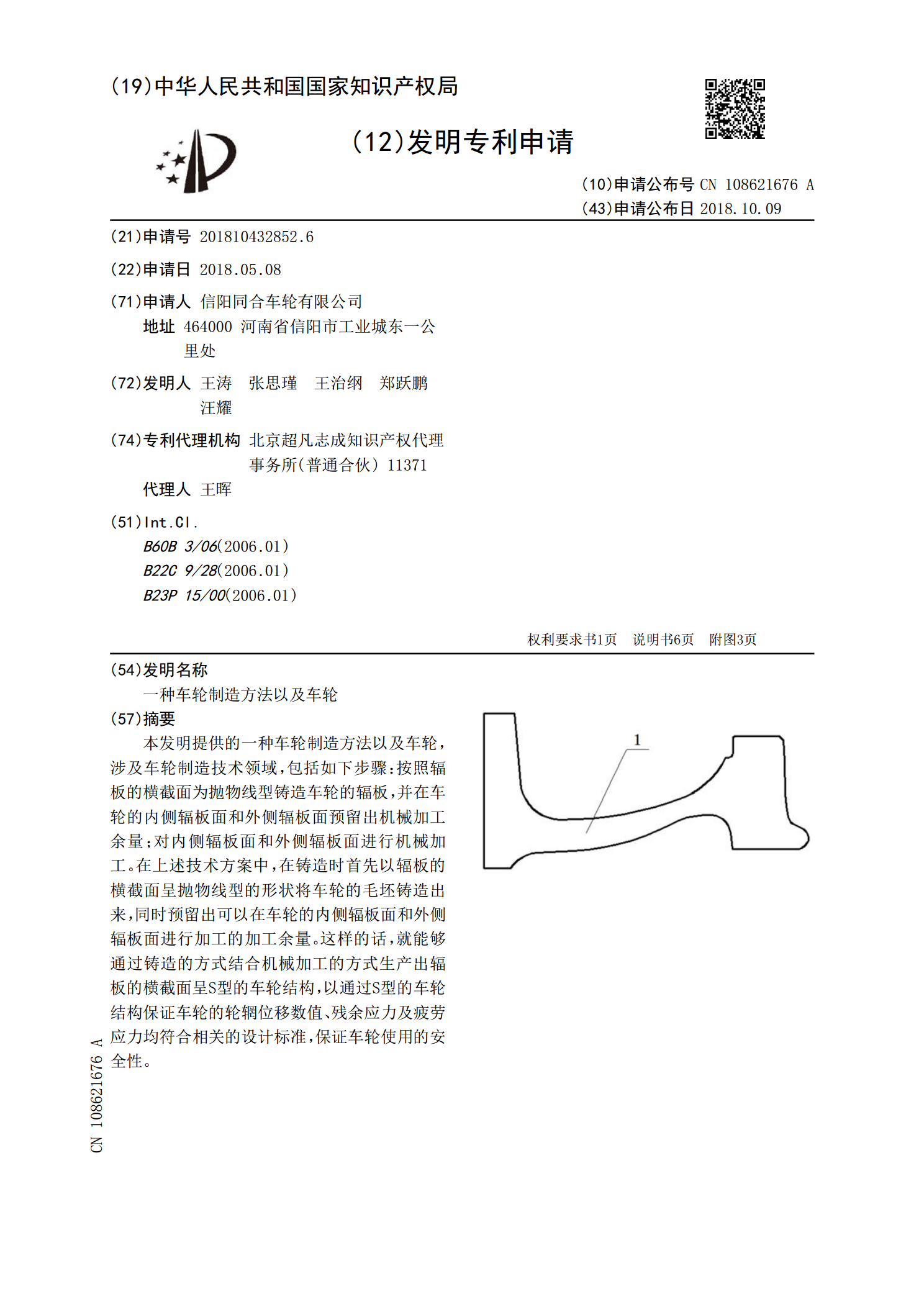
本发明提供的一种车轮制造方法以及车轮,涉及车轮制造技术领域,包括如下步骤:按照辐板的横截面为抛物线型铸造车轮的辐板,并在车轮的内侧辐板面和外侧辐板面预留出机械加工余量;对内侧辐板面和外侧辐板面进行机械加工。在上述技术方案中,在铸造时首先以辐板的横截面呈抛物线型的形状将车轮的毛坯铸造出来,同时预留出可以在车轮的内侧辐板面和外侧辐板面进行加工的加工余量。这样的话,就能够通过铸造的方式结合机械加工的方式生产出辐板的横截面呈S型的车轮结构,以通过S型的车轮结构保证车轮的轮辋位移数值、残余应力及疲劳应力均符合相关的

一种高碳钢铁路车轮的热处理方法.pdf
本发明公开了一种高碳钢车轮的热处理方法,在锻压轧制工序、等温工序之后,在710-740℃温度区间对车轮进行两相区球化退火处理,最后对车轮轮毂、辐板双面覆盖隔热性较好的耐火材料进行保护,加热至830-850℃,根据车轮规格确定保温时间及淬火冷却时间,淬火后,并在500±10℃回火。采用上述技术方案,可显著提高车轮辐板冲击韧性,有效降低车轮辐板强度,在保证高碳钢车轮轮辋强度、硬度、冲击韧性及组织状态不变的前提下,有效提高高碳钢车轮整体性能,保证产品的使用安全。

一种高碳钢铁路车轮的热处理方法.pdf
本发明公开了一种高碳钢车轮的热处理方法,在锻压轧制工序、等温工序之后,将车轮工件加热至830-850℃进行空冷正火处理;在随后的淬火加热时对辐板覆盖耐火材料进行保护,首先加热至710-740℃,保温90min,进行两相区退火,使碳化物发生部分球化,获得少量粒状珠光体组织,随后将车轮放入炉温为910-930℃保温炉内,保温40min后,进行淬火,最后在500±10℃回火处理。采用上述技术方案,可显著提高车轮辐板冲击韧性,有效降低车轮辐板强度,同时在确保高碳钢车轮轮辋强度、硬度不变的前提下明显提高冲击韧性及断

一种车轮及其制造方法.pdf
本发明提供了一种车轮及其制造方法,其中车轮包括:轮辋、锁圈、外轮缘;其中所述轮辋包括槽圈和内轮缘;且所述外轮缘、槽圈、内轮缘都采用轧制型钢制成。所述内轮缘的弯折部的厚度大于内轮缘其他部位的厚度,且所述外轮缘的弯折部的厚度大于外轮缘其他部位的厚度;外轮缘、内轮缘的胎圈座与轮缘过渡部位增厚。同时还提出了一种利用型钢坯件制造该车轮的制造方法,包括:外轮缘制造步骤、槽圈加工步骤、内轮缘加工步骤、组焊加工步骤、锁圈加工步骤。