
煤机组件的辉光离子氧氮化耐磨蚀工艺.pdf

静芙****可爱


1/6

2/6
3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

煤机组件的辉光离子氧氮化耐磨蚀工艺.pdf
一种煤机组件的辉光离子氧氮化耐磨蚀工艺,包括下料→粗车→热处理→半精加工→精加工成活→表面氧氮化,其特征在于:其中的表面氧氮化工艺为辉光离子氧氮化工艺,其工艺步骤为:检查炉体;组件入炉;抽真空;启辉加热;硬氮化;氧氮化;关设备;取出组件;封孔。其优点为,该工艺操作简单、成本低廉、对环境无污染、对人身体健康有保障,并且经该工艺处理过表面的煤机组件无空隙、疏松,致密均匀,无内应力,耐磨蚀性能好。?

辉光离子氧氮化工艺提高27SiMn材料表面耐磨蚀性能对比研究.docx
辉光离子氧氮化工艺提高27SiMn材料表面耐磨蚀性能对比研究摘要:本文以27SiMn材料为研究对象,采用辉光离子氧氮化技术进行表面处理,比较10h、20h、30h三种处理时间对材料表面耐磨蚀性能的影响。结果表明,辉光离子氧氮化处理可以明显提高27SiMn材料表面的耐磨蚀性能,其中处理20h效果最佳。关键词:辉光离子氧氮化;27SiMn材料;表面处理;耐磨蚀性能;处理时间Introduction27SiMnsteelisacommonlyusedengineeringmaterialduetoitsexce
一种双辉光等离子氧氮化表面处理工艺.pdf
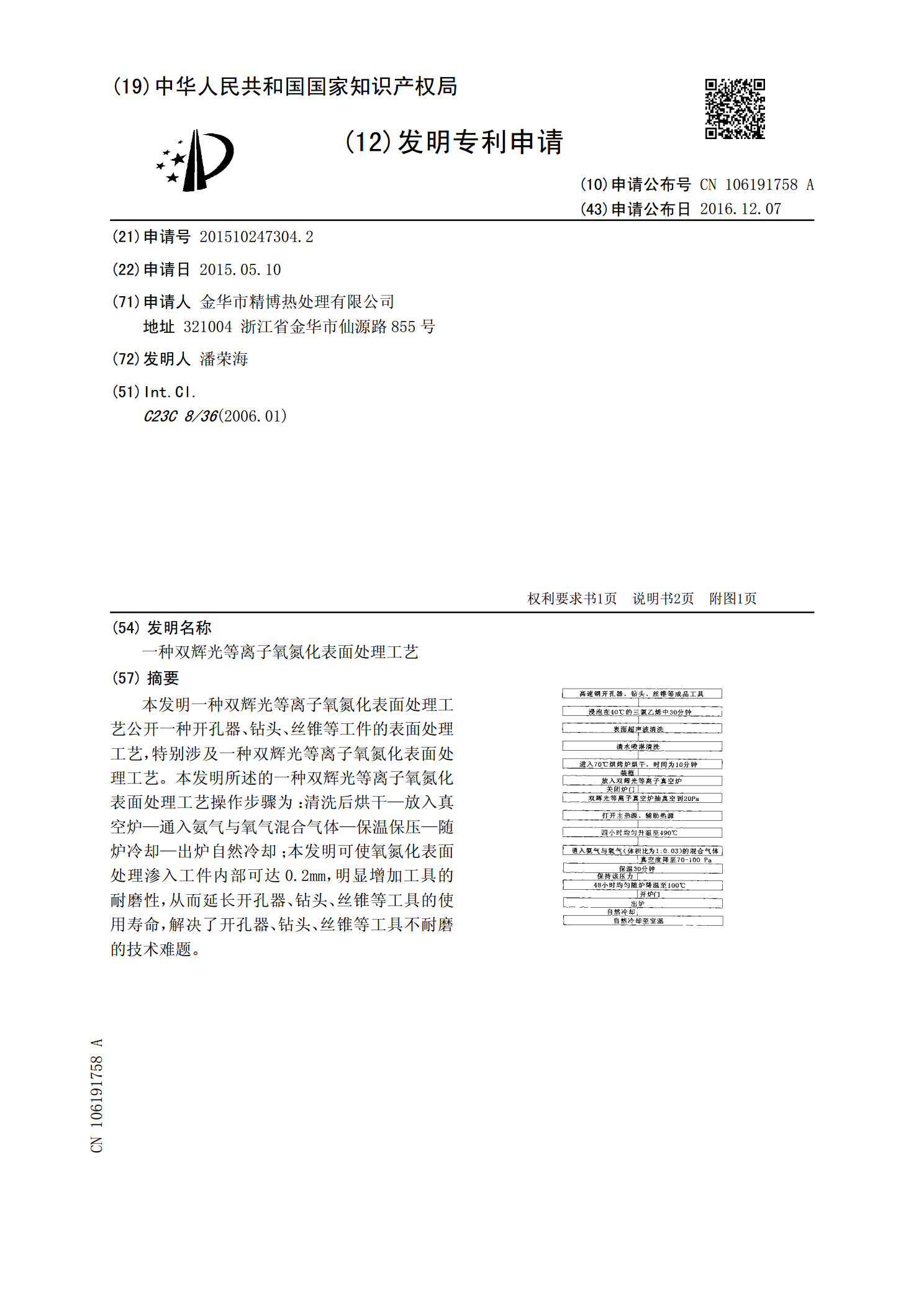
本发明一种双辉光等离子氧氮化表面处理工艺公开一种开孔器、钻头、丝锥等工件的表面处理工艺,特别涉及一种双辉光等离子氧氮化表面处理工艺。本发明所述的一种双辉光等离子氧氮化表面处理工艺操作步骤为:清洗后烘干—放入真空炉—通入氨气与氧气混合气体—保温保压—随炉冷却—出炉自然冷却;本发明可使氧氮化表面处理渗入工件内部可达0.2mm,明显增加工具的耐磨性,从而延长开孔器、钻头、丝锥等工具的使用寿命,解决了开孔器、钻头、丝锥等工具不耐磨的技术难题。

辉光离子氮化应用.docx
辉光离子氮化应用辉光离子氮化应用摘要辉光离子氮化是一种在辉光放电条件下利用氮气进行的离子氮化过程。在该过程中,氮气被激活并转化为氮离子,然后与基底材料发生化学反应,形成氮化层。辉光离子氮化技术具有高效、均匀和环保的特点,已广泛应用于多个领域,如材料加工、表面改性和薄膜制备等。本论文将对辉光离子氮化的原理、应用领域和发展前景进行探讨。1.引言辉光离子氮化是一种利用氮气离子进行材料表面改性的技术。该技术可以在较低温度下实现高质量的氮化层形成,因此备受关注。辉光离子氮化的基本原理是利用辉光放电产生的电子和离子对

辉光离子氮化的研究.docx
辉光离子氮化的研究辉光离子氮化的研究引言:辉光离子氮化是一种重要的表面处理技术,通过在辉光放电的条件下,使氮气与物体表面发生反应,形成稳定的氮化层,从而改善物体表面的硬度、耐磨性等性能。这种表面处理技术已经被广泛应用于材料科学、电子工程、航天航空等领域。本文旨在综述辉光离子氮化的研究进展,包括其原理、影响因素、应用以及发展方向等。一、辉光离子氮化的原理辉光离子氮化是一种在辉光放电过程中,通过氮气离子和物体表面原子间的相互作用,形成氮化层的过程。在辉光放电过程中,通过施加高电压生成高强度的电场,使氮气分子产