
一种双辉光等离子氧氮化表面处理工艺.pdf

白真****ng


1/5

2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种双辉光等离子氧氮化表面处理工艺.pdf
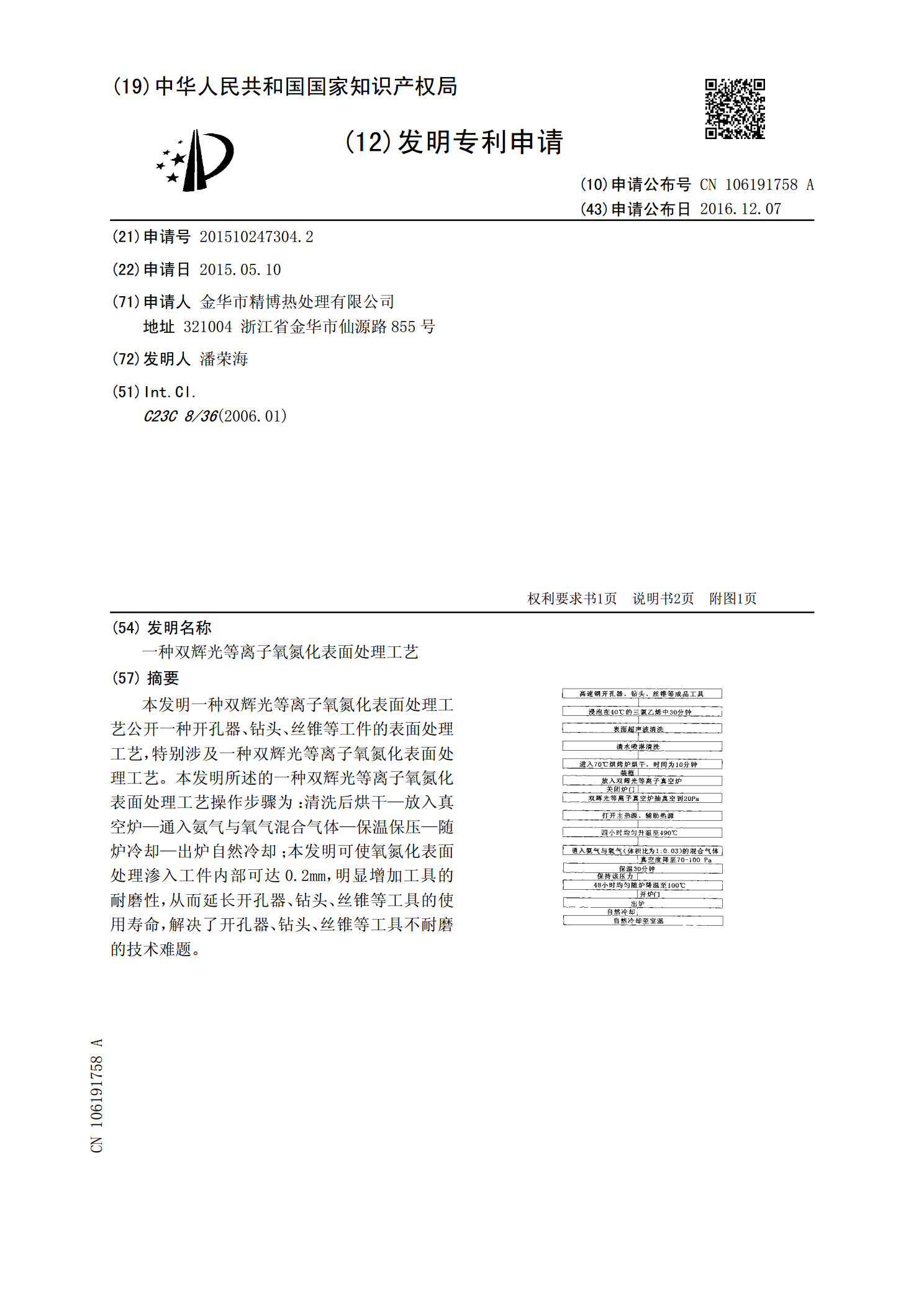
本发明一种双辉光等离子氧氮化表面处理工艺公开一种开孔器、钻头、丝锥等工件的表面处理工艺,特别涉及一种双辉光等离子氧氮化表面处理工艺。本发明所述的一种双辉光等离子氧氮化表面处理工艺操作步骤为:清洗后烘干—放入真空炉—通入氨气与氧气混合气体—保温保压—随炉冷却—出炉自然冷却;本发明可使氧氮化表面处理渗入工件内部可达0.2mm,明显增加工具的耐磨性,从而延长开孔器、钻头、丝锥等工具的使用寿命,解决了开孔器、钻头、丝锥等工具不耐磨的技术难题。

煤机组件的辉光离子氧氮化耐磨蚀工艺.pdf
一种煤机组件的辉光离子氧氮化耐磨蚀工艺,包括下料→粗车→热处理→半精加工→精加工成活→表面氧氮化,其特征在于:其中的表面氧氮化工艺为辉光离子氧氮化工艺,其工艺步骤为:检查炉体;组件入炉;抽真空;启辉加热;硬氮化;氧氮化;关设备;取出组件;封孔。其优点为,该工艺操作简单、成本低廉、对环境无污染、对人身体健康有保障,并且经该工艺处理过表面的煤机组件无空隙、疏松,致密均匀,无内应力,耐磨蚀性能好。?

辉光离子氧氮化工艺提高27SiMn材料表面耐磨蚀性能对比研究.docx
辉光离子氧氮化工艺提高27SiMn材料表面耐磨蚀性能对比研究摘要:本文以27SiMn材料为研究对象,采用辉光离子氧氮化技术进行表面处理,比较10h、20h、30h三种处理时间对材料表面耐磨蚀性能的影响。结果表明,辉光离子氧氮化处理可以明显提高27SiMn材料表面的耐磨蚀性能,其中处理20h效果最佳。关键词:辉光离子氧氮化;27SiMn材料;表面处理;耐磨蚀性能;处理时间Introduction27SiMnsteelisacommonlyusedengineeringmaterialduetoitsexce

一种基于空气辉光放电等离子体的材料表面处理装置.pdf
本发明公开了一种基于空气辉光放电等离子体的材料表面处理装置,包括高压电极1、反向高压电极2、绝缘介质一3、绝缘介质二4、接地电极一5、接地电极二6、被处理材料7、滚轮8,所述高压电极1、绝缘介质一3、接地电极一5依次紧密贴合,形成上侧叠层电极,所述反向高压电极2、绝缘介质二4、接地电极二6依次紧密贴合,形成下侧叠层电极,所述上侧叠层电极和下侧叠层电极彼此平行相对放置,被处理材料7平行插入两叠层电极的气隙中,滚轮8贴合于材料表面,通过滚动带动材料运动。本装置具有放电电压低,放电均匀性好,材料处理效果好,且对

一种汽车减振器活塞杆气体表面氧氮化复合强化处理工艺.pdf
本发明公开了一种汽车减振器活塞杆气体表面氧氮化复合强化处理工艺,其包括如下步骤:汽车减震器活塞杆清洗去油、将去油后的汽车减震器活塞杆置于炉内、密封、升温、通入水蒸气、进行预氧化、再升温、通入氨气和二氧化碳、一段渗氮、降温、再通入氨气与二氧化碳、二段渗氮、再降温、通入水蒸气、后氧化处理、汽车减震器活塞杆随炉冷却、汽车减震器活塞杆出炉自然冷却。本发明提供一种对于汽车减振器活塞杆进行加工的方法,对于汽车减振器活塞杆有着改善机械性能,提高摩擦性能和增加耐腐蚀性能的效果。