
小孔口大内孔类空心轴的加工方法.pdf

书生****aa

1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

小孔口大内孔类空心轴的加工方法.pdf
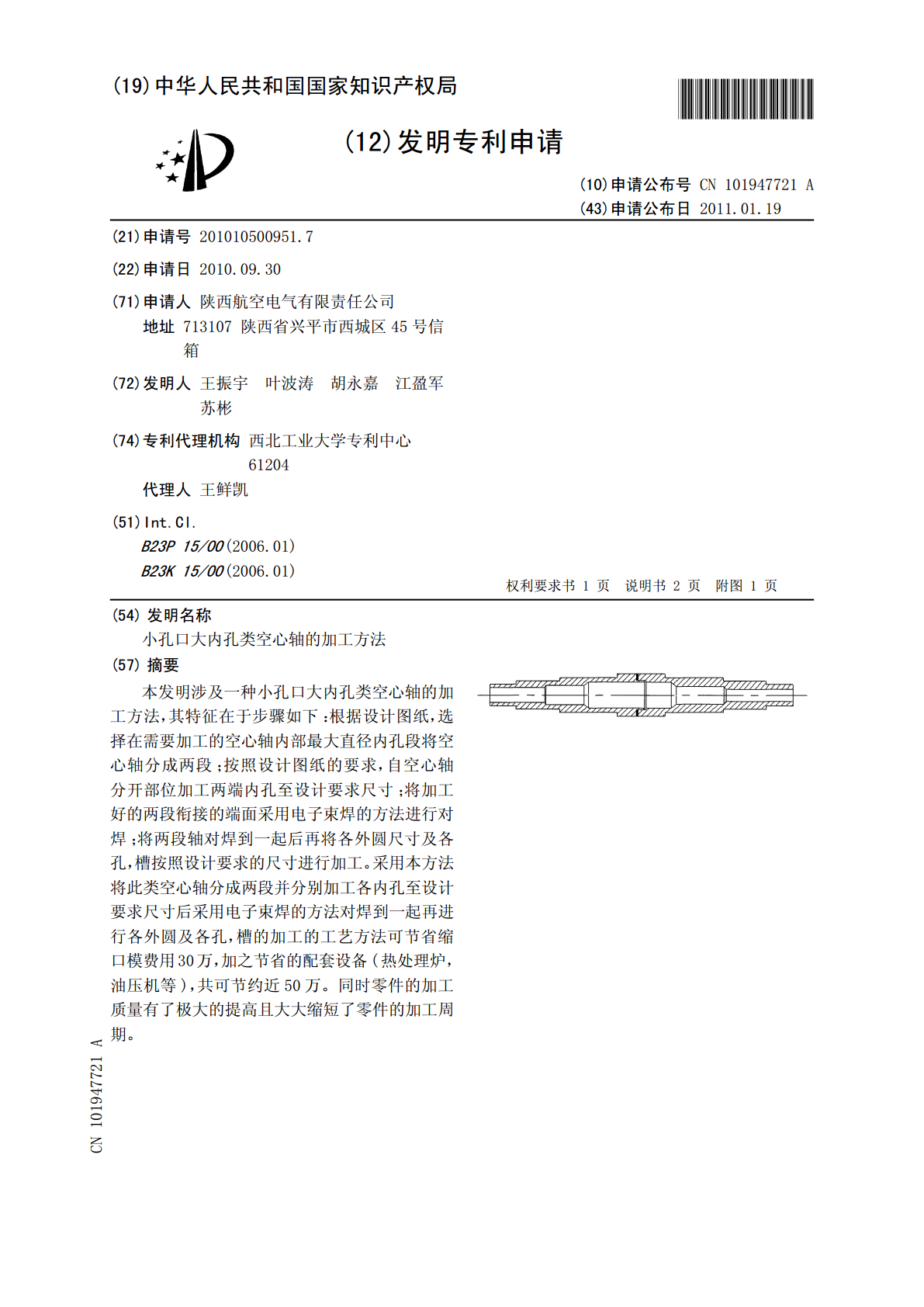
本发明涉及一种小孔口大内孔类空心轴的加工方法,其特征在于步骤如下:根据设计图纸,选择在需要加工的空心轴内部最大直径内孔段将空心轴分成两段;按照设计图纸的要求,自空心轴分开部位加工两端内孔至设计要求尺寸;将加工好的两段衔接的端面采用电子束焊的方法进行对焊;将两段轴对焊到一起后再将各外圆尺寸及各孔,槽按照设计要求的尺寸进行加工。采用本方法将此类空心轴分成两段并分别加工各内孔至设计要求尺寸后采用电子束焊的方法对焊到一起再进行各外圆及各孔,槽的加工的工艺方法可节省缩口模费用30万,加之节省的配套设备(热处理炉,油

保证大内孔键槽对称度的加工方法.docx
保证大内孔键槽对称度的加工方法保证大内孔键槽对称度的加工方法摘要:大内孔键槽对称度是制造中一项非常关键的指标。本文将介绍一些常用的加工方法,以提高大内孔键槽的对称度。首先,详细介绍了大内孔键槽对称度的重要性,并分析了影响对称度的因素。其次,介绍了几种常见的加工方法,包括机械加工、电火花加工和激光加工。最后,总结了这些加工方法的优点和不足,并提出了进一步研究的方向。关键词:大内孔键槽,对称度,加工方法,机械加工,电火花加工,激光加工引言大内孔键槽对称度是制造中一项非常重要的指标,它直接关系到产品的质量和性能

十孔口琴的小技巧.docx
十孔口琴的小技巧十孔口琴的十条小技巧1:口琴最基础也是最重要的技巧是单音,初学者最好能有一到三个月的时间,合理并且成体系的练习单音。2:不同风格的曲目,压音的使用也有不同,需要视情况而定。3:不管什么曲子,掌握节奏都是相当重要的一环。4:如果要演奏blues风格的音乐,最舒服也最方便的应该是二把位。5:多和不同的乐手交流能够开阔自己的视野,而不是仅仅局限在十孔口琴上。6:十孔口琴并不适合吹奏流行歌曲,原因是二孔以及三孔的压音处理起来很困难。7:十孔最适合的风格是blues音乐。8:如果你真的达到了学blu

偏心轴加工方法.pdf
本发明偏心轴加工方法涉及机械加工领域,具体涉及偏心轴加工方法,包括以下步骤:下料,选择合适的毛坯料,留一定的加工余量;粗加工,装夹工件左端,车右端面及外圆,留0.5mm加工余量,用由标准中心钻中心孔,调头装夹右端,车左端面取总长,钻中心孔;半精加工,用偏心套装夹工件的外圆上,本发明采用偏心套作为定位元件,加工偏心轴各段外圆,易于保证偏心轴各段外圆轴线距离尺寸,可以为中心孔加工提供准确可靠的定位基准。磨削零件各外圆表面采用对应的两中心孔一夹一顶的安装方式,有利于保证零件的加工精度,同时避免设计复杂的车夹具,

十孔口琴吹奏方法.docx
十孔口琴吹奏方法俗话说的好“坐有坐相,站有站相”。吹口琴也一样,保持一个好的姿势可以保证你气息通畅,省力舒适。一般来说坐着和站着都无所谓但一定要腰背保持正直,不要耸肩,不要驼背,不要压迫肚子,也不要左右倾斜,保证气道通畅。这样可以保证你在长时间练习时不会又不适的感觉,且保证气息平稳均匀。这一点很重要。也许你会看到有一些大师采用各种各样的姿势,理论上来讲只要七气息不受影响你就是倒立也没有问题。但是,人家是大师!他们已经经过了很多练习,可以自由掌控自己的情况。十孔口琴吹奏方法:气息:一般来讲呼吸的方式有两种: