
一种人造大理石及其使用该人造大理石制造卫浴设备的方法.pdf

英瑞****写意


1/10
2/10
3/10
4/10
5/10

6/10
7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种人造大理石及其使用该人造大理石制造卫浴设备的方法.pdf
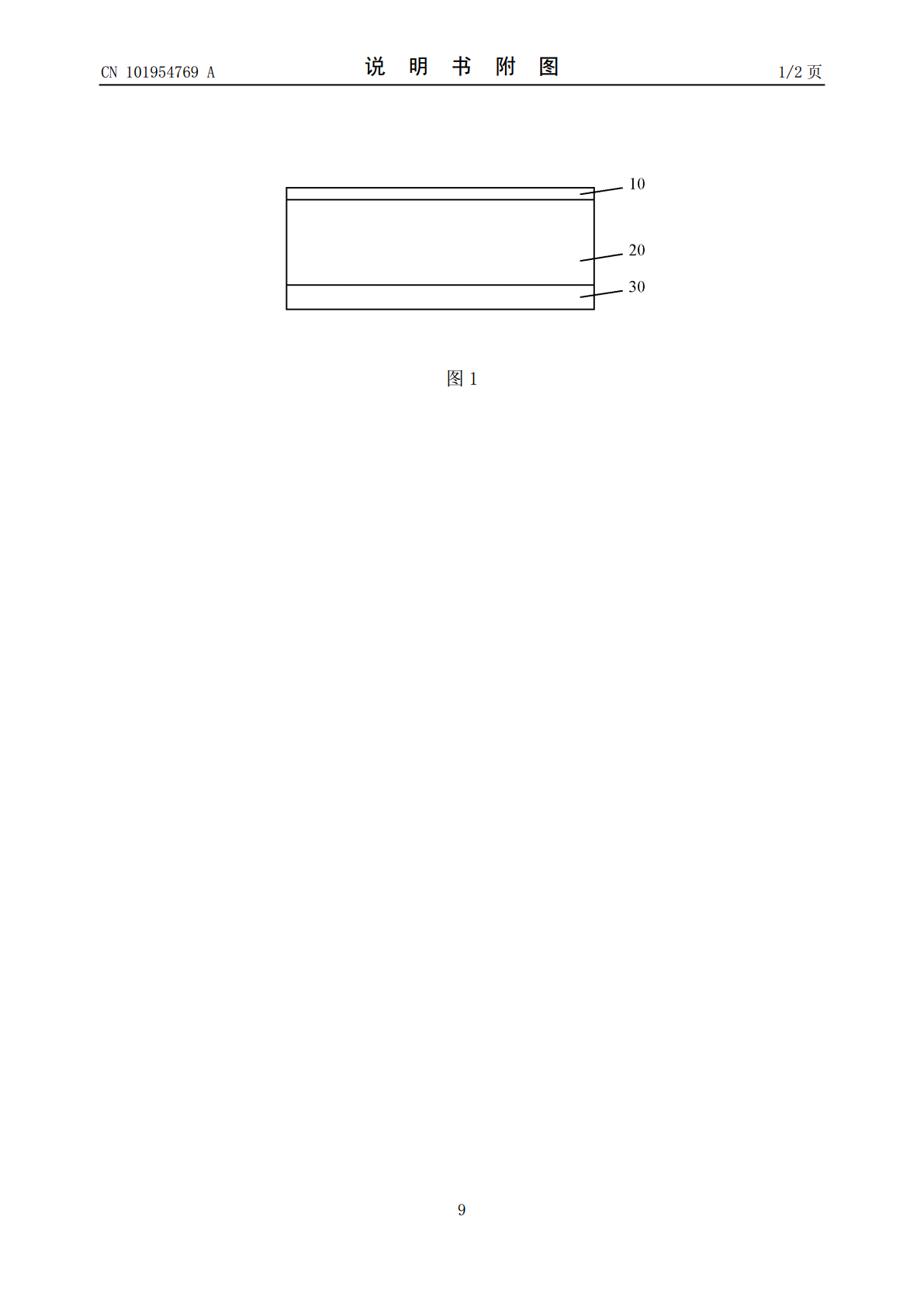
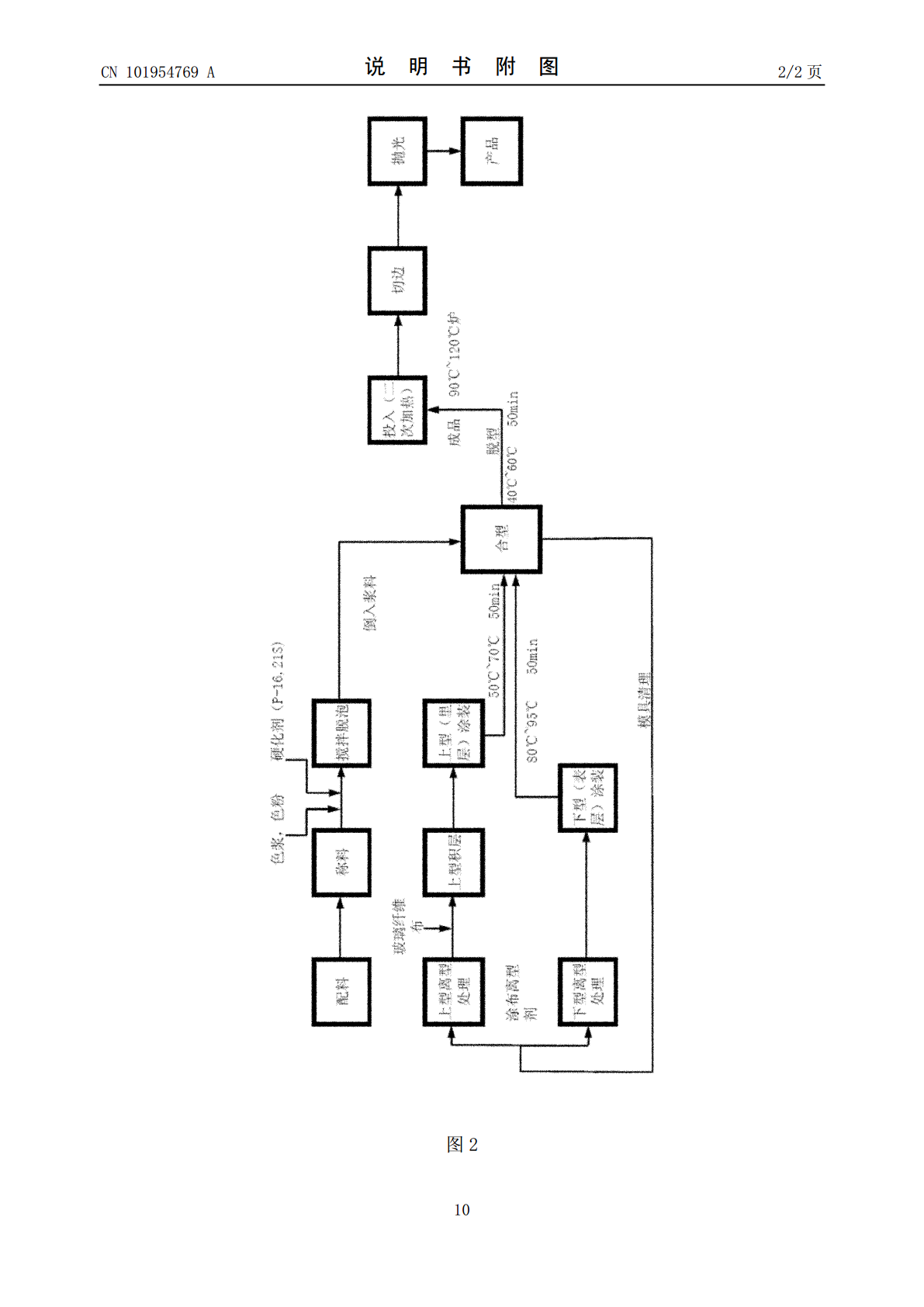
一种人造大理石,包括防水表层、不饱和聚酯树脂中层和补强底层三层。使用该人造大理石卫浴设备的制作方法,包括如下步骤:准备不饱和聚酯树脂浆料:上型涂补强底层;下型涂防水表层;待上下型模具的温度降到45~60℃左右时开始合型:首先将下型固定在合型机上,将准备好的浆料倒入上型中,推入合型机合型;在型的两侧同时用气动工具将螺丝旋紧,将型翻转,送入40℃~70℃的熟成炉中硬化成型。本发明的材料之间的结合紧密,防水性好,使用寿命长。使用该人造大理石制造卫浴设备的方法设备简单,生产顺畅、从模具准备到成品包装,一台仅需5~
人造大理石及其制造方法.pdf
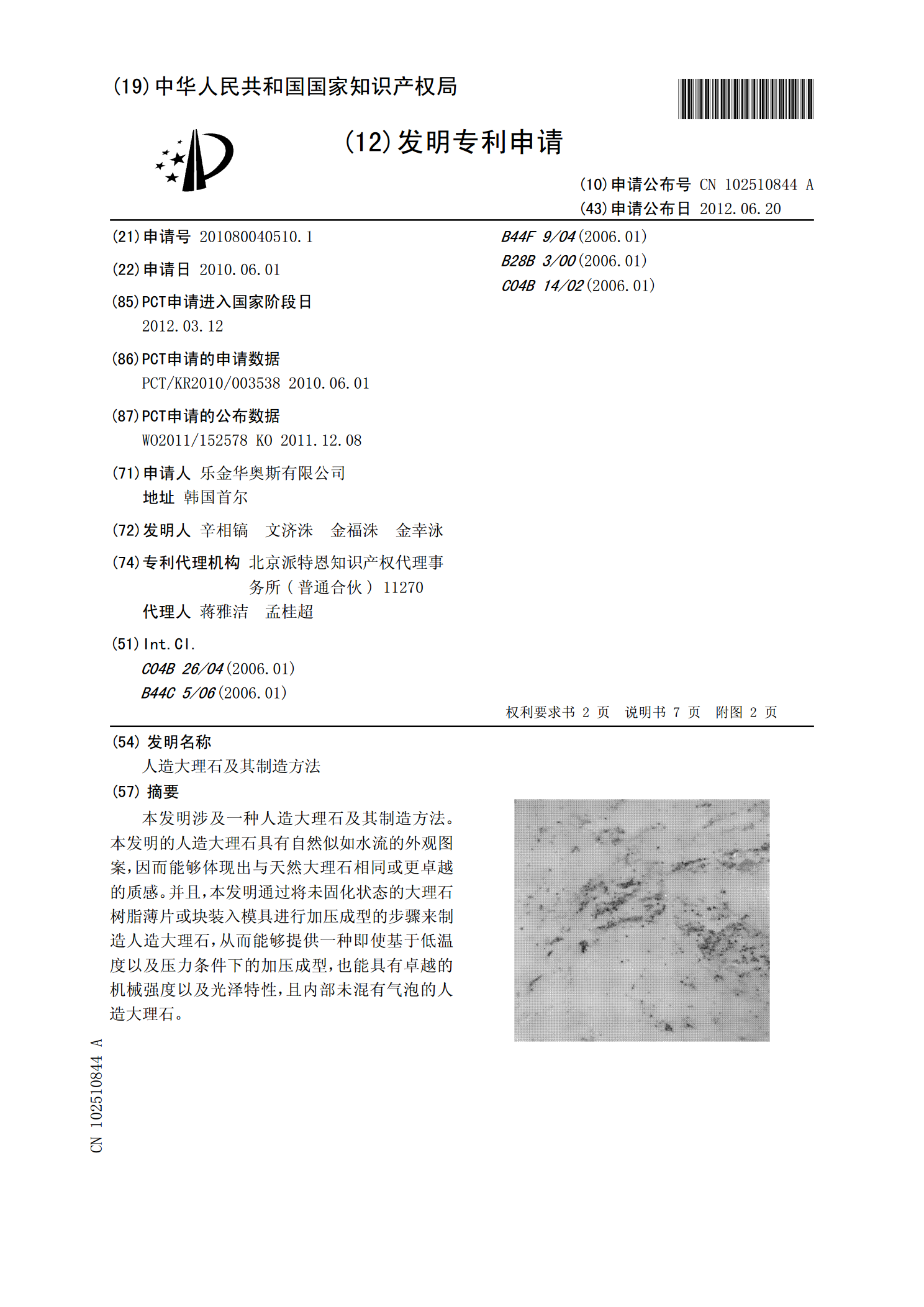
本发明涉及一种人造大理石及其制造方法。本发明的人造大理石具有自然似如水流的外观图案,因而能够体现出与天然大理石相同或更卓越的质感。并且,本发明通过将未固化状态的大理石树脂薄片或块装入模具进行加压成型的步骤来制造人造大理石,从而能够提供一种即使基于低温度以及压力条件下的加压成型,也能具有卓越的机械强度以及光泽特性,且内部未混有气泡的人造大理石。

人造大理石组合物及利用其的人造大理石制造方法.pdf
本发明公开了具有天然石质感的人造大理石组合物及利用其的人造大理石制造方法。本发明的人造大理石组合物的特征在于,包含:第一树脂混合物;以及第二树脂混合物,添加于上述第一树脂混合物中,具有与上述第一树脂混合物互不相同的粘度,上述第一树脂混合物及第二树脂混合物分别包含基础树脂及无机填充剂,在上述第二树脂混合物中还添加有触变剂。
一种人造大理石制造系统.pdf
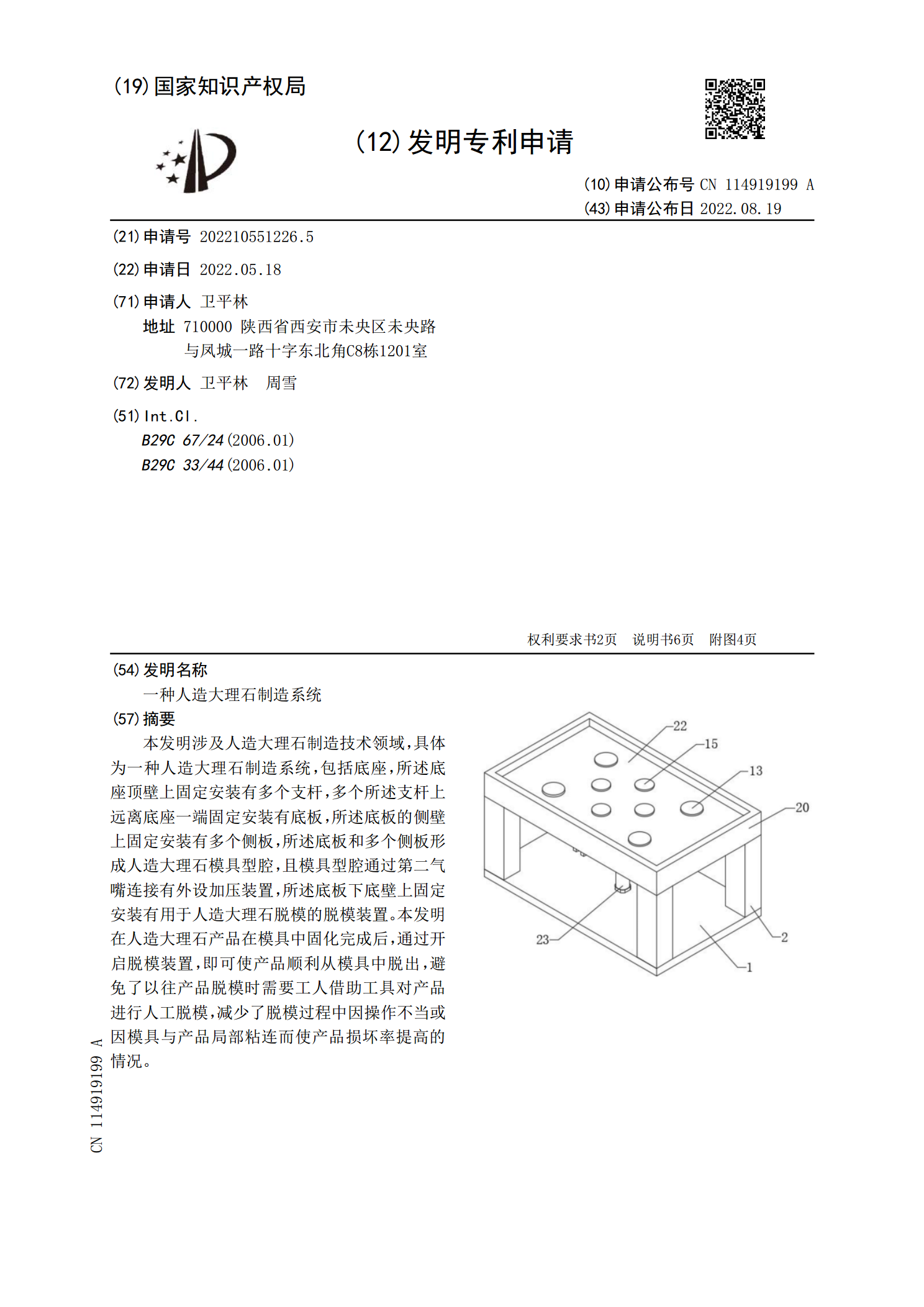
本发明涉及人造大理石制造技术领域,具体为一种人造大理石制造系统,包括底座,所述底座顶壁上固定安装有多个支杆,多个所述支杆上远离底座一端固定安装有底板,所述底板的侧壁上固定安装有多个侧板,所述底板和多个侧板形成人造大理石模具型腔,且模具型腔通过第二气嘴连接有外设加压装置,所述底板下底壁上固定安装有用于人造大理石脱模的脱模装置。本发明在人造大理石产品在模具中固化完成后,通过开启脱模装置,即可使产品顺利从模具中脱出,避免了以往产品脱模时需要工人借助工具对产品进行人工脱模,减少了脱模过程中因操作不当或因模具与产品
一种具有装饰效果的人造大理石及其制造方法.pdf
本发明涉及建筑装饰装修材料领域,特别是一种具有装饰效果的人造大理石板材及其制造方法。一种具有装饰效果的人造大理石板材包括硫铝酸盐水泥、白色石英砂、水性聚羧酸减水剂、水性有机硅消泡剂、颜料、混凝土抗收缩剂;具有装饰效果的人造大理石板材的制造方法,按如下步骤实现:按照配比制得砂浆,消泡,振实,还包括布网,得到胚体,然后烘干、脱模、养护。本发明的有益效果在于:具有装饰效果的人造大理石板材,具有良好的硬度、耐磨强度、剪切强度、抗折强度、耐候性,内部孔隙率低,纹理清晰;其施工过程中养护时间短,拌合用水量少,有效的补