
一种屈服强度700MPa级高强度冷轧钢板及其制备方法.pdf

景福****90


1/9

2/9
3/9
4/9
5/9

6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种屈服强度700MPa级高强度冷轧钢板及其制备方法.pdf
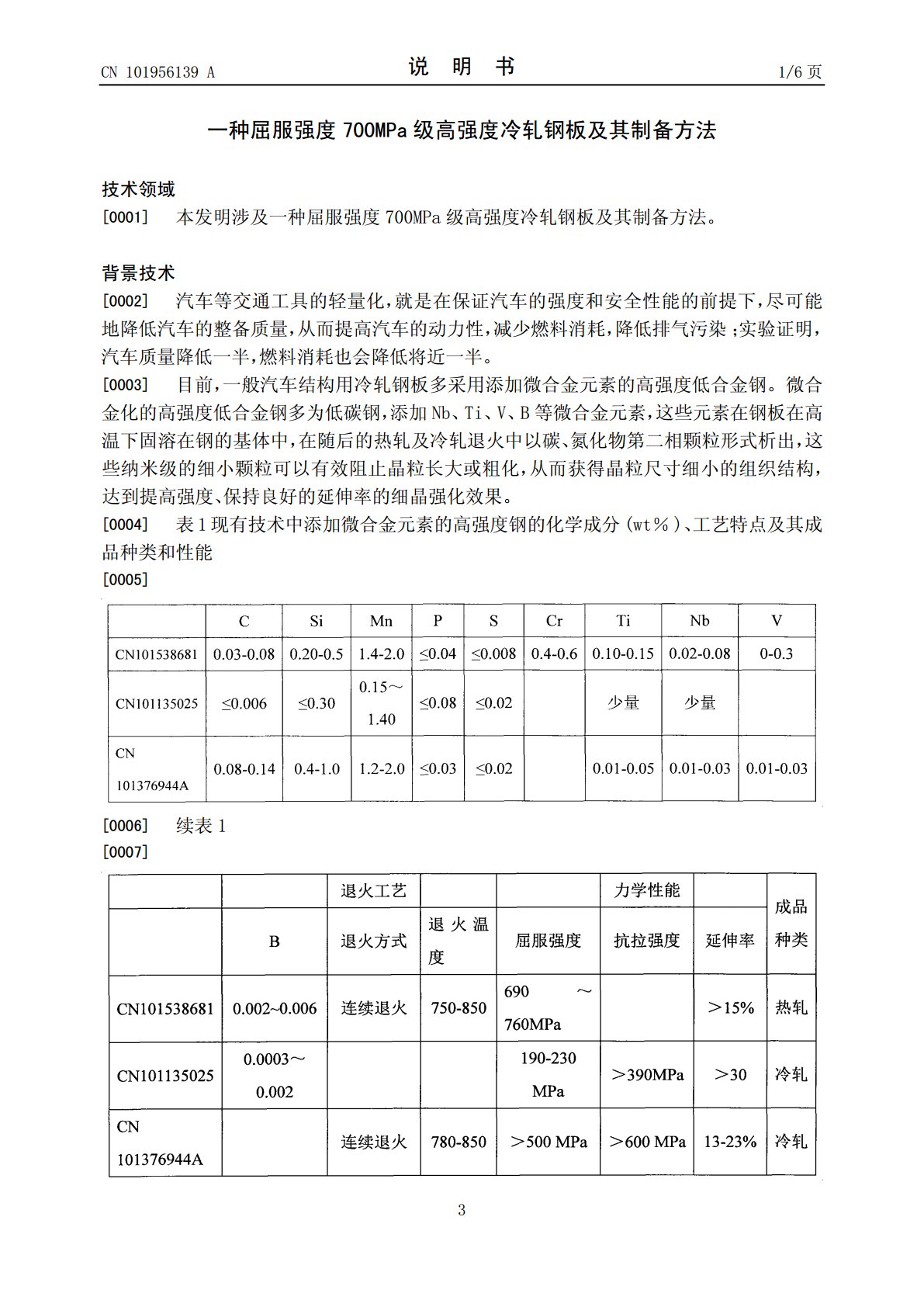
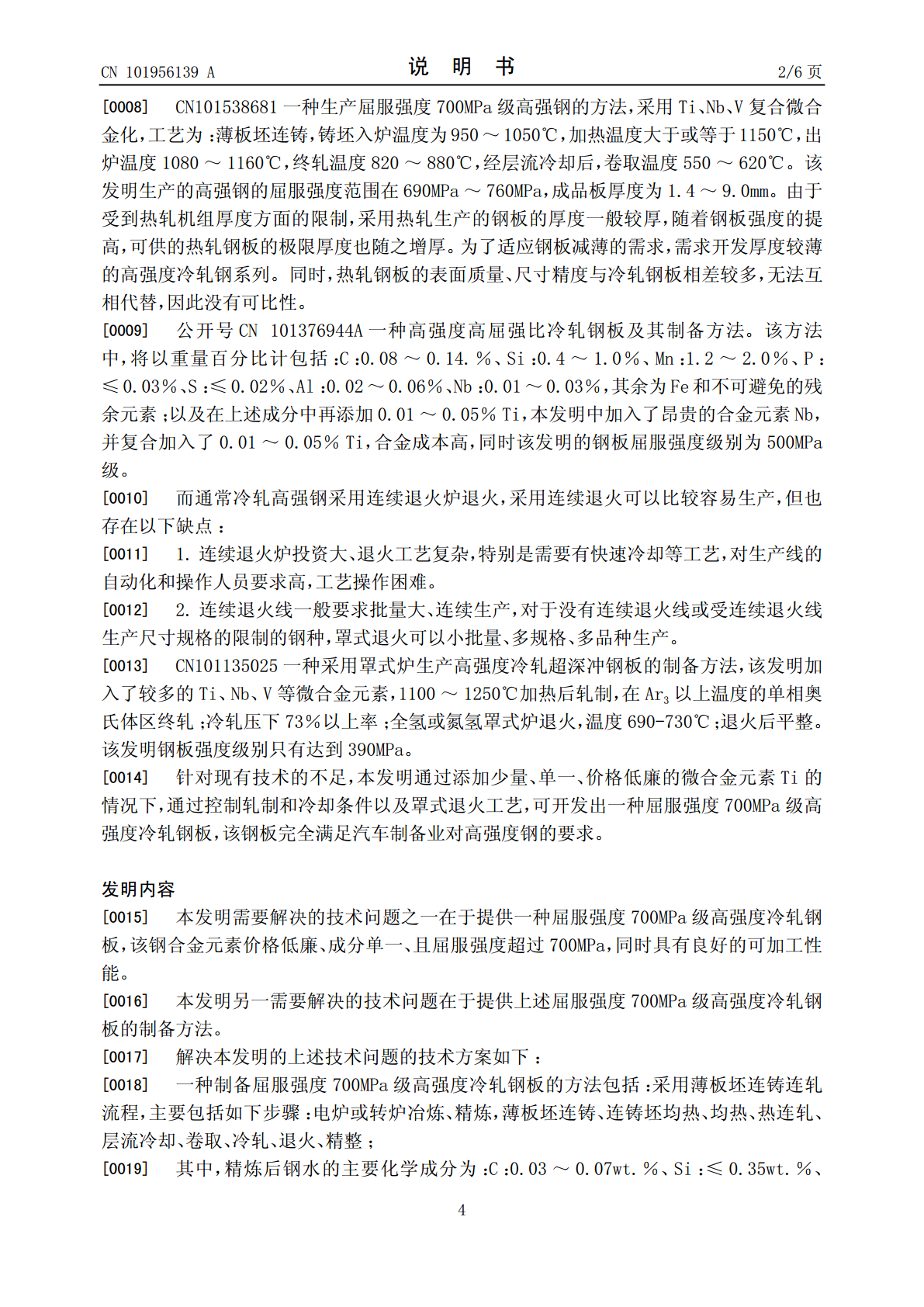
本发明提供了一种屈服强度700MPa级高强度冷轧钢板及其制备方法,该方法采用薄板坯连铸连轧流程、冷轧、退火、精整等流程制备而成;其中,精炼后钢水的主要化学成分为:C:0.03~0.07wt.%、Si:≤0.35wt.%、Mn:0.40~2.0wt.%、P:≤0.020wt.%、S≤0.010wt.%、Cr:0.25~0.80wt.%、Ti:0.06~0.25wt.%,其余为Fe和不可避免的残余元素;所述退火工艺中,在500℃至A1转变点的温度范围内使所述钢材在罩式退火炉中退火。所制备的屈服强度700MPa

一种屈服强度550MPa级高强度冷轧钢板及其制备方法.pdf
本发明提供了一种屈服强度550MPa级高强度冷轧钢板及其制备方法,该方法采用薄板坯连铸连轧流程、冷轧、退火、精整等流程制备而成。其中,精炼后钢水的主要化学成分为:C:0.03~0.07wt.%、Si:≤0.35wt.%、Mn:0.35~1.2wt.%、P:≤0.020wt.%、S≤0.010wt.%、Cr:0.25~0.80wt.%、Ti:0.04~0.12wt.%,其余为Fe和不可避免的残余元素;所述退火工艺中,在500℃至A1转变点的温度范围内使所述钢材在罩式退火炉中退火。所制备的屈服强度550MPa
一种屈服强度700MPa级高强度高韧性钢板及其制造方法.pdf
本发明涉及一种高强度高韧性钢板,其化学成分的重量百分比为:C:0.03-0.06%、Si≤0.30%、Mn:1.0-1.5%、P≤0.020%、S≤0.010%、Al:0.02-0.05%、Ti:0.005-0.025%、N≤0.006%、Ca≤0.005%,以及Cr≤0.75%、Ni≤0.40%、Mo≤0.30%中的1种以上,余量为铁和不可避免杂质。其制造方法包括:钢水经真空脱气处理后进行连铸或模铸,模铸后需经初轧成钢坯;连铸坯或钢坯于1100-1250℃加热后在奥氏体再结晶区进行一道次或多道次轧制,总
一种屈服强度700MPa级高强度热轧钢板及其制造方法.pdf
本发明涉及一种屈服强度700MPa级高强度热轧钢板及其制造方法,解决现有的热轧高强钢存在的添加贵重合金元素造成成本增加、焊接碳当量增加的技术问题。本发明提供的一种屈服强度700MPa级高强度热轧钢板,其化学成分重量百分比为:C:0.06%~0.10%,Si:0.05%~0.40%,Mn:1.20%~1.80%,P≤0.015%,S≤0.01%,N≤0.0060%,Al:0.015%~0.050%,Ti:0.07%~0.15%,Nb:0.025%~0.070%,Ca:0.0010%~0.0060%,余量为铁

低屈服比高强度冷轧钢板及其制造方法.pdf
本发明提供一种伸长率及拉伸凸缘性优异且具有低屈服比的高强度钢板及其制造方法。本发明的低屈服比高强度冷轧钢板具有如下的化学成分:以质量%计,含有C:0.05~0.10%、Si:0.6~1.3%、Mn:1.4~2.2%、P:0.08%以下、S:0.010%以下、Al:0.01~0.08%、N:0.010%以下,余量由Fe及不可避免的杂质构成,所述低屈服比高强度冷轧钢板具有如下的微组织:铁素体的平均结晶粒径为15μm以下,且铁素体的体积分数为70%以上,贝氏体的体积分数为3%以上,残留奥氏体的体积分数为4~7%