
自动轧管机热轧生产工艺.pdf

雨星****萌娃


1/5

2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
自动轧管机热轧生产工艺.pdf
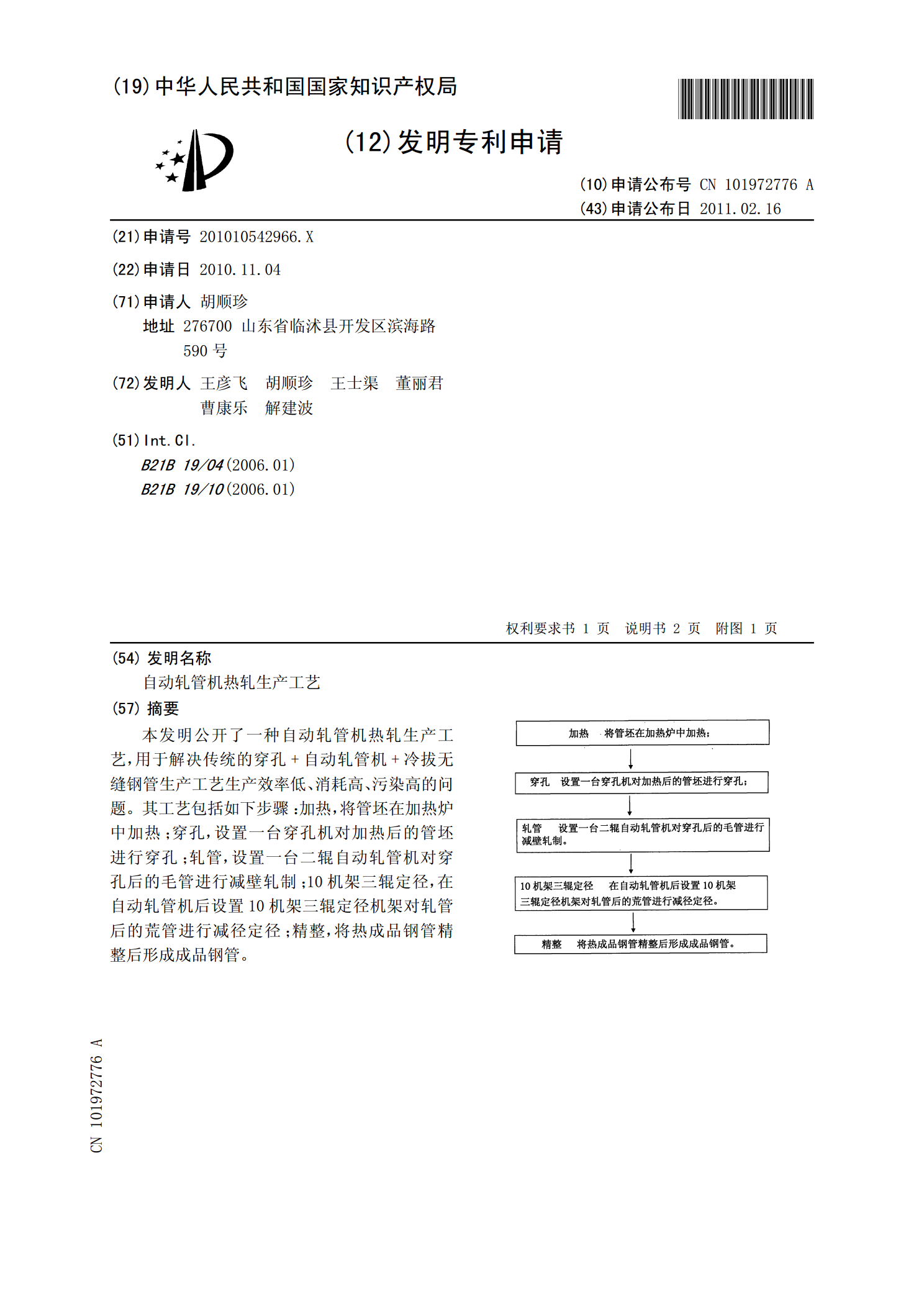
本发明公开了一种自动轧管机热轧生产工艺,用于解决传统的穿孔+自动轧管机+冷拔无缝钢管生产工艺生产效率低、消耗高、污染高的问题。其工艺包括如下步骤:加热,将管坯在加热炉中加热;穿孔,设置一台穿孔机对加热后的管坯进行穿孔;轧管,设置一台二辊自动轧管机对穿孔后的毛管进行减壁轧制;10机架三辊定径,在自动轧管机后设置10机架三辊定径机架对轧管后的荒管进行减径定径;精整,将热成品钢管精整后形成成品钢管。

自动轧管机的改造.docx
自动轧管机的改造论文:自动轧管机的改造摘要:随着工业技术的不断发展,机械化设备在工业生产中扮演着越来越重要的角色。自动轧管机是目前广泛应用于钢铁、石油、化工等行业中的一种机械设备。本论文将介绍对自动轧管机进行改造的必要性,并详细分析了改造的技术方案和改造后的效果。1.引言自动轧管机是钢铁生产中重要的设备之一,它的作用是对钢管进行轧制和成形。然而,传统的自动轧管机在某些方面还存在一些不足,如动力传动不稳定、操作复杂等问题。为了提高自动轧管机的生产效率和生产质量,对其进行改造是必要的。2.自动轧管机的现状分析

自动轧管机轧管时的壁厚控制方法.docx
自动轧管机轧管时的壁厚控制方法Title:WallThicknessControlMethodsinAutomatedPipeRollingMachines1.IntroductionAutomatedpiperollingmachinesarewidelyusedinvariousindustriesformassproductionofpipeswithconsistentwallthickness.Thecontrolofwallthicknessduringtherollingprocessisc

自动轧管机改造的途径.docx
自动轧管机改造的途径标题:自动轧管机改造的途径摘要:自动轧管机作为一种重要的工业生产设备,具有增加生产效率和降低劳动力成本的显著优势。然而,随着技术的不断发展,旧式的自动轧管机在性能和功能上可能无法满足现代生产需求。本论文主要探讨自动轧管机改造的途径,包括优化设计、引入先进技术和加强自动化控制等方面,旨在提高其工作效率和生产质量,实现工业生产的可持续发展。1.引言介绍自动轧管机的应用背景和重要性,阐述论文的研究目的和意义。2.自动轧管机改造的必要性分析自动轧管机现状及存在的问题,探讨改造的必要性和紧迫性。

自动轧管机的钢管旋转装置.pdf
一种自动轧管机的钢管旋转装置,属于金属管材加工机械的辅助设施技术领域。包括机座,在机座的上部的右侧固定升降平台导向靠板;升降平台升降驱动机构,设在机座上;升降平台,对应于机座的上方,与升降平台升降驱动机构连接,在升降平台上且对应于升降平台导向靠板的位置固定有导引滑动架,该导引滑动架与升降平台导向靠板滑动配合;钢管回转滚轮驱动机构,设在升降平台上;第一钢管回转滚轮和第二钢管回转滚轮,该第一钢管回转滚轮和第二钢管回转滚轮彼此配合并且设置在所述钢管回转滚轮驱动机构上。减轻工人的作业强度;节省劳动力资源;提高轧管