
抗层状撕裂性能优良的抗震建筑用钢及其生产方法.pdf

葫芦****io


1/9
2/9
3/9
4/9
5/9

6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
抗层状撕裂性能优良的抗震建筑用钢及其生产方法.pdf
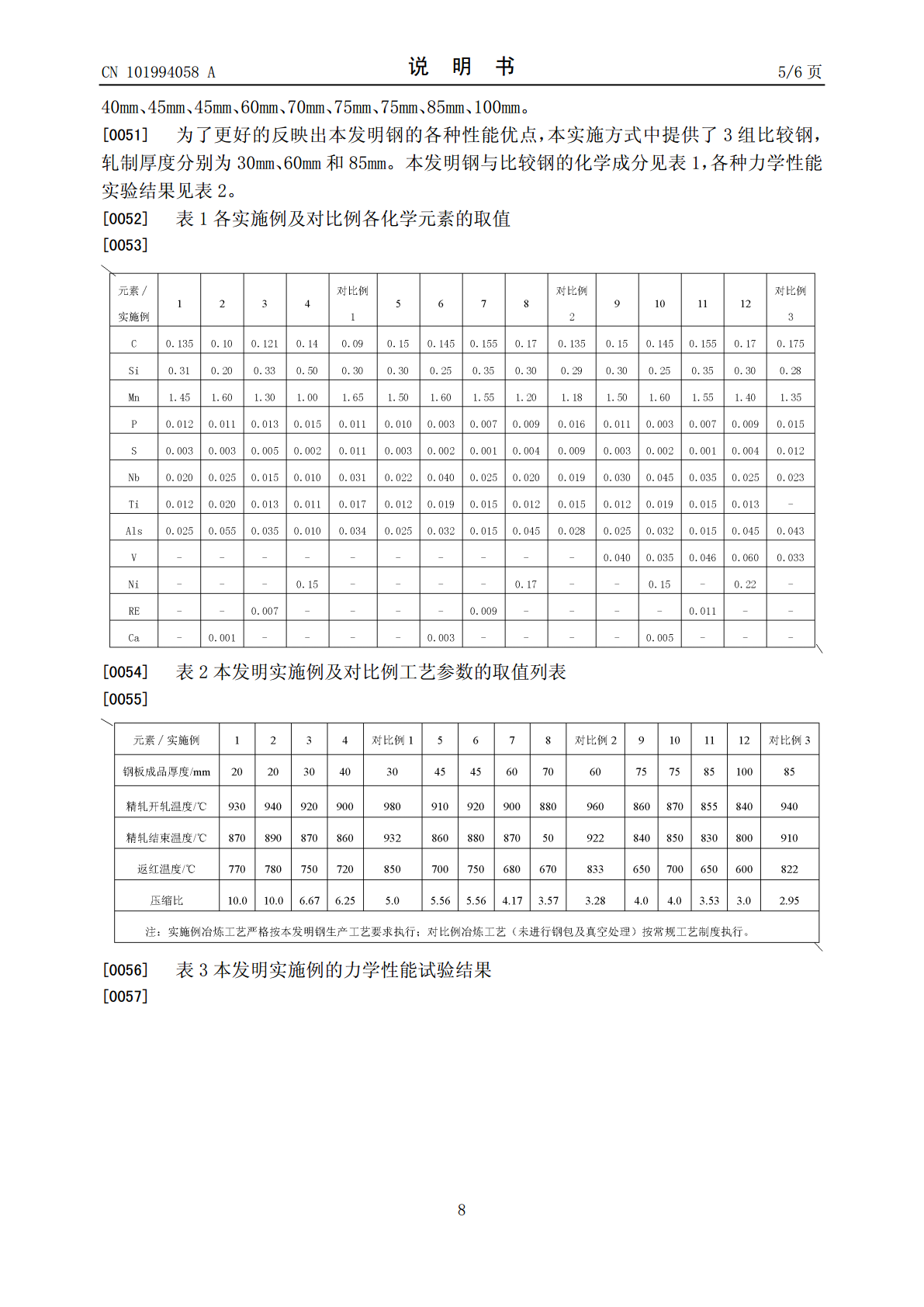
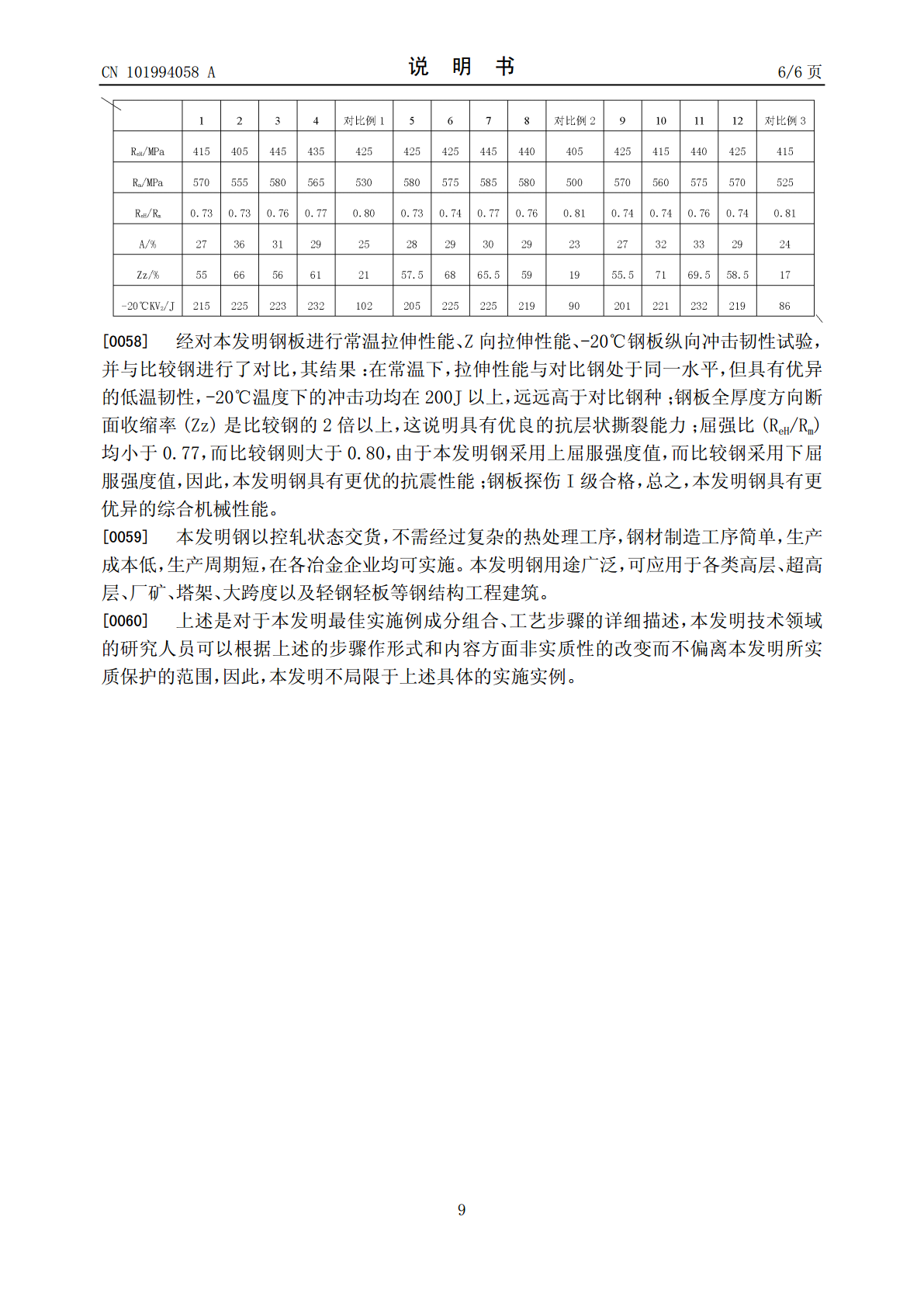
本发明涉及抗层状撕裂性能优良的抗震建筑用钢及生产方法。其适用于钢板厚度为20~100毫米,其主要化学组分有C、Si、Mn、P≤0.015%、S≤0.005%、Nb、Ti、Als,余为Fe;其方法:铁水预处理;进行脱硫处理;冶炼终点目标成分控制:[C]:0.05~0.07%;[P]≤0.015%;进行钢包炉精炼处理,并加喂铝线及吹氩;进行RH真空处理,并在处理前接通氩气;加入SiCa线;连铸并采用全流程保护浇注;将铸坯加热;粗轧;精轧;冷却。本发明钢具备优良的抗震性能(ReH/Rm≤0.77);全厚度方向断
屈服强度≥460MPa且抗层状撕裂性能建筑用钢及其制造方法.pdf
本发明公开了一种屈服强度≥460MPa且抗层状撕裂性能建筑用钢及其制造方法,所述建筑用钢的化学成分按重量百分比为:C:0.150~0.180%、Si:0.25~0.45%、Mn:1.45~1.65%、Nb:0.035~0.055%、V:0.04~0.06%、Ti:0.007~0.015%、Ni:0.08~0.15%、P≤0.015%,S≤0.005%,其余为铁和不可避免的杂质,并且满足Ti+Nb+V≤0.22%。该制备方法依次通过转炉顶底复合冶炼、夹杂物钙处理、LF炉精炼、真空处理、连铸、铸坯缓冷、铸坯加
具有优良抗层状撕裂性能软磁钢及制备方法.pdf
本发明公开了一种具有优良抗层状撕裂性能软磁钢及制备方法,通过控制Cu+Ni+Cr++Mo1.2~1.5%、Nb+V+Ti0.03%~0.06%,采用高温轧制,利用缓冷控制晶粒长大速度。经过正火处理,并出炉后高温堆垛缓冷加盖防火布,降低冷速对钢板晶粒尺寸的影响,确保钢板晶粒尺寸均匀性,获得良好的强度、冲击韧性、磁感性能以及抗层状撕裂性能。钢板厚度为30~50mm,屈服强度不低于340MPa,抗拉强度510~610MPa,延伸率≥30.0%,?10℃低温冲击吸收能量大于100J,厚度方向抗层状撕裂性能不低于4
一种易焊接低温抗层状撕裂性能优异的钢板及其制备方法.pdf
本发明涉及一种易焊接低温抗层状撕裂性能优异的钢板,该钢板的化学成分质量百分含量为C0.05?0.09%;Si0.2?0.4%;Mn0.9?1.3%;Al0.02?0.04%;Nb0.01?0.03%;V0.03?0.05%;Cr0.3?0.5%;Ni1.0?1.4%;Mo0.3?0.6%;Cu0.2?0.6%;Ti0.01?0.02%;B0.001?0.002%;P≤0.015%;S≤0.003%;N≤0.007%;余量为Fe及不可避免的杂质,碳当量≤0.60;焊接裂纹敏感系数为:
大厚度抗层状撕裂调质高强钢板的生产方法.pdf
本发明公开了一种大厚度抗层状撕裂调质高强钢板的生产方法,其特征在于:其包括冶炼、连铸、电渣重熔、加热、轧制、退火和热处理工序,所述钢板化学成分的重量百分含量为:C0.14%~0.18%、Si0.20%~0.50%、Mn0.95%~1.25%、P≤0.015%、S≤0.005%、Ni0.80%~1.15%、Cr0.40%~0.60%、Mo0.40%~0.60%、Nb0.020%~0.050%、Ti0.010%~0.030%、TAl0.020%~0.045%,余量为Fe和不可避免的杂质。本方