
一种高炉炉壳的更换方法.pdf

秀华****魔王

1/7
2/7
3/7
4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高炉炉壳的更换方法.pdf
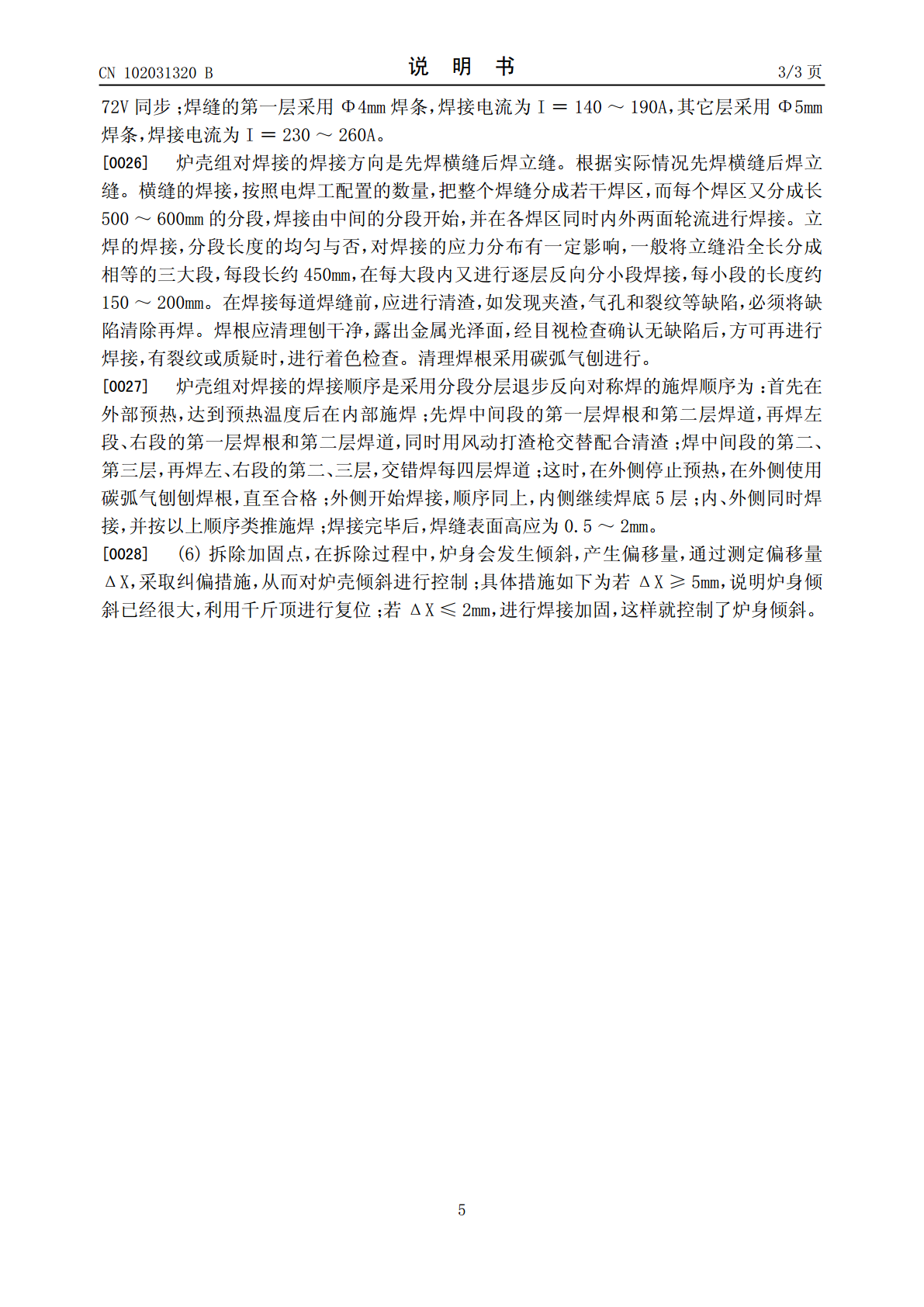
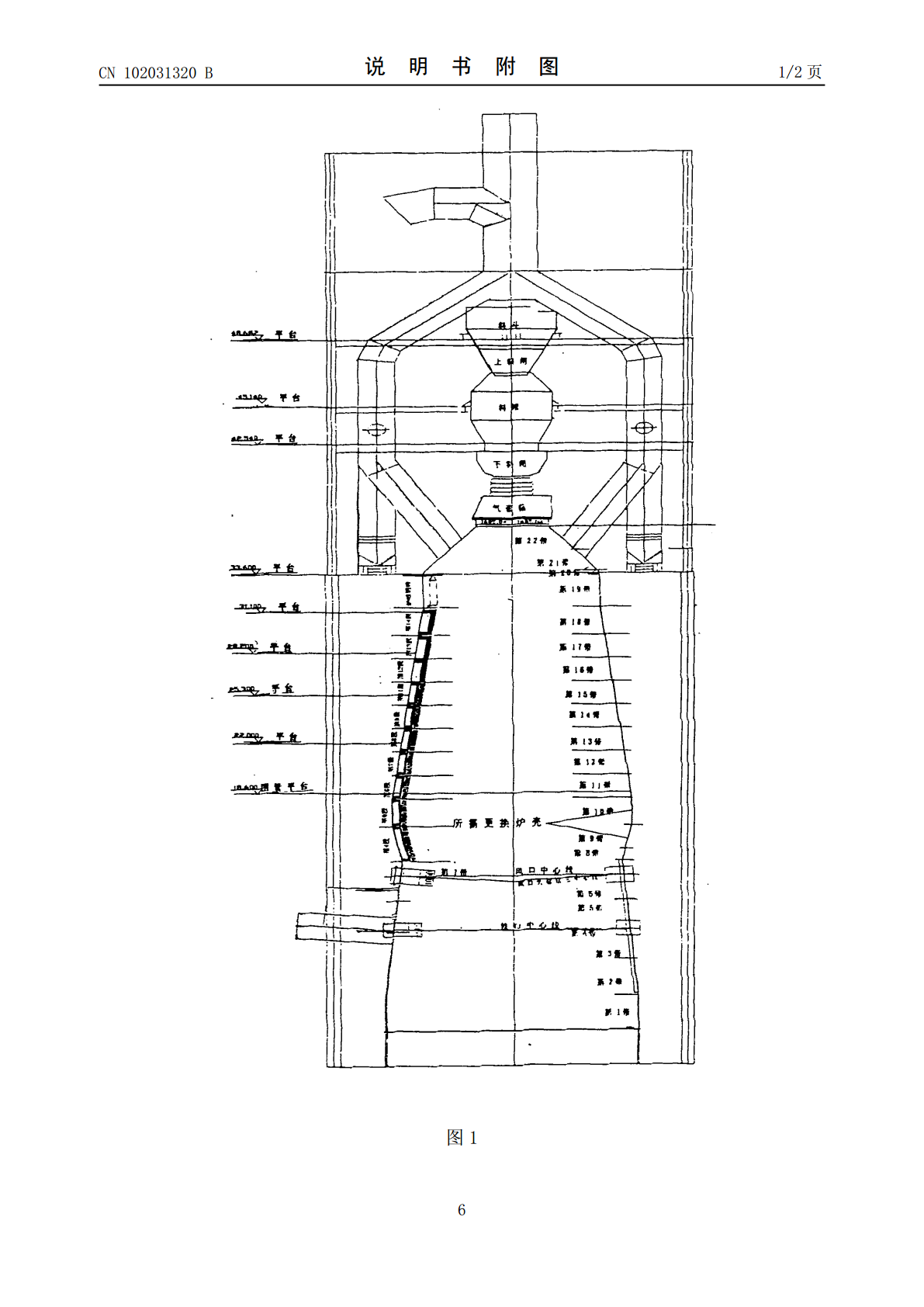
一种高炉炉壳的更换方法,依照下列步骤完成:(1)根据高炉炉体的框架结构,准确地计算出所要更换的高炉炉壳的荷载量;(2)在所要更换的高炉炉壳以上的平台上沿着炉壳均匀焊接若干个加固点;(3)每一加固点焊接完毕以后,用钢铳在平台上做好原始定位标记;(4)核对已经制作好的高炉炉壳以保证炉壳的安装精度;(5)进行炉壳的更换和组对焊接;(6)拆除加固点。在本发明的优点是:1、可确定可靠、有效的加固措施,从而控制炉壳倾斜,保证炉子的正常使用,提高了生产效率。2、有效地提高了焊接的效率和焊接质量,提高了所更换炉壳的质量,
高炉炉壳中间段的更换方法.pdf
本发明公开了一种高炉炉壳中间段的更换方法,涉及高炉炉壳更换施工技术领域。本发明利用外部电动倒链调整炉壳高度和角度,将炉壳运输至安装位置,并通过内部电动倒链将炉壳拉到安装位置进行焊接。本发明提出的更换方法适用于高炉等截面和变截面处炉壳的更换作业,适用范围广;利用第一电动倒链和第二电动倒链控制新炉壳的运输位置,并结合第三电动倒链定位炉壳,使炉壳更换作业精准,操作简单,安全性高,不用搭建炉壳运输平台或拆卸炉体其他部件,较传统施工方法的施工效率有显著提高,加快施工进度,节约施工成本。
一种高炉本体部分炉壳的更换方法.pdf
本发明涉及高炉壳体更换技术领域,且公开了一种高炉本体部分炉壳的更换方法,包括以下步骤:S1、到现场测量空间尺寸,并拆除现场需加固区域相对应厂房的彩板瓦,S2、对需要更换的高炉炉壳上部进行加固支撑,使设计的加固支撑能够满足现场施工的要求,S3、对高炉炉壳做好原始定位标记,该高炉本体部分炉壳的更换方法,通过在高炉本体上安装环形加强梁,用液压千金顶顶升高炉上部本体炉壳,使高炉上部本体炉壳脱离需要更换的炉壳,使得需要更换的炉壳能够按照常规的施工方法进行施工,实现了共5带炉壳整体更换取代了现有的炉壳局部挖补更换的方

高炉大修工程更换高炉炉壳的施工方法.pdf
本发明公开了一种高炉大修工程更换高炉炉壳的施工方法,包括:将新高炉炉壳划分为分段组合式结构,并在出铁场外新高炉推移侧架设提升支撑架以及推移小车;在炉顶刚架上架设提拉装置,并拆除旧炉壳推移侧的上面若干层炉身框架平台以及推移侧出铁场墙面和屋面,搭设新炉壳的推移通道,拆除旧的高炉炉壳及其附属需更换结构;将新高炉炉壳的下半部分采用顺装法进行吊装;将新高炉炉壳的上半部分采用逆装法进行吊装,并连接新高炉炉壳的上半部分和下半部分。本发明提出的高炉大修工程更换高炉炉壳的施工方法,可减少对炉身框架整体稳定性和承载能力的影响
一种分带整体更换高炉炉壳的装置及更换方法.pdf
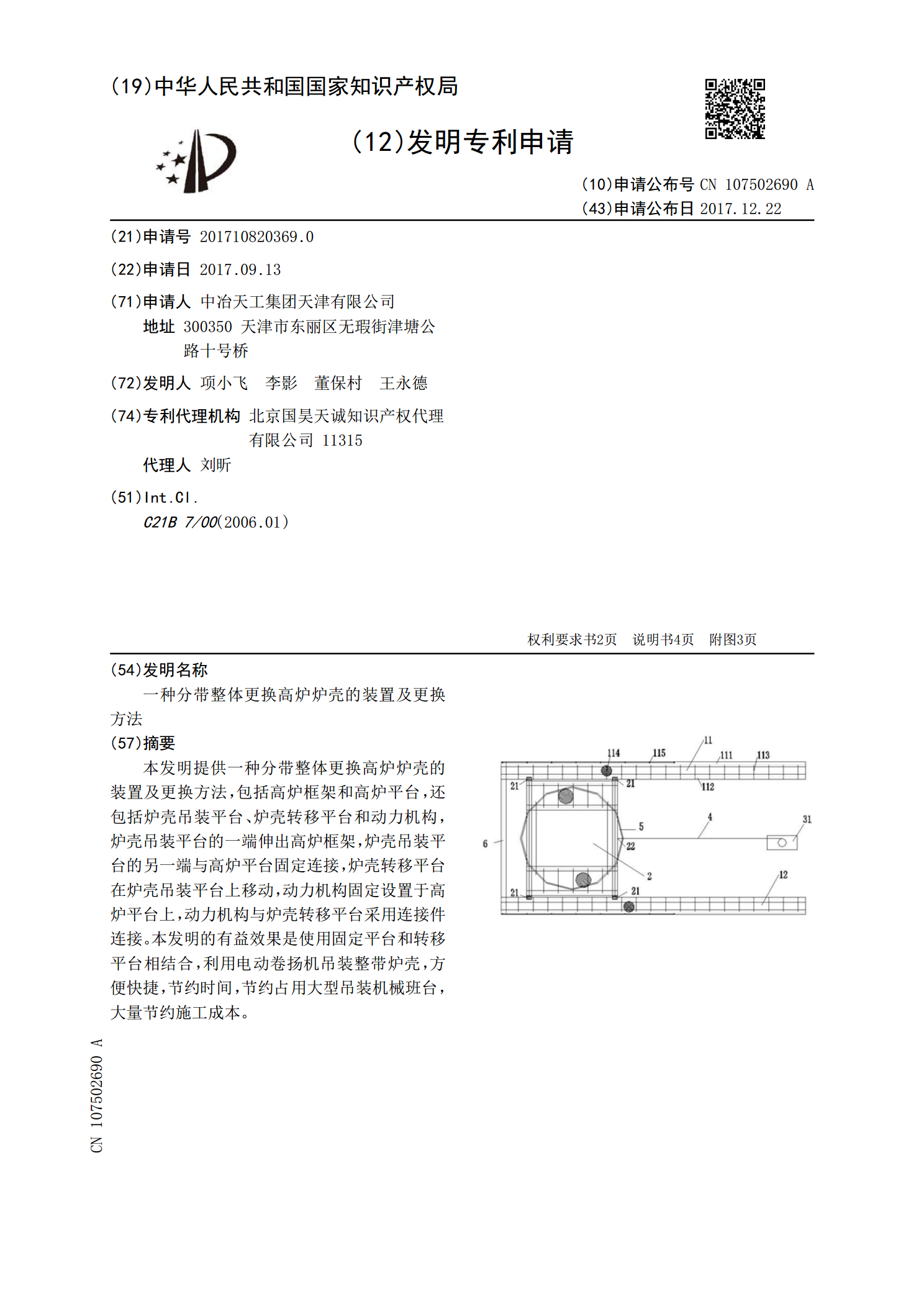
本发明提供一种分带整体更换高炉炉壳的装置及更换方法,包括高炉框架和高炉平台,还包括炉壳吊装平台、炉壳转移平台和动力机构,炉壳吊装平台的一端伸出高炉框架,炉壳吊装平台的另一端与高炉平台固定连接,炉壳转移平台在炉壳吊装平台上移动,动力机构固定设置于高炉平台上,动力机构与炉壳转移平台采用连接件连接。本发明的有益效果是使用固定平台和转移平台相结合,利用电动卷扬机吊装整带炉壳,方便快捷,节约时间,节约占用大型吊装机械班台,大量节约施工成本。