
一种冲压型高碳铬轴承套圈及其生产工艺.pdf

玉军****la


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种冲压型高碳铬轴承套圈及其生产工艺.pdf
本发明公开了一种冲压型高碳铬轴承套圈及其生产工艺,包括化学成分质量百分比为:C:0.95%~1.05%;Mn:0.25%~0.45%;Si:0.15%~0.35%;Cr:1.40%~1.65%;S:≤0.025%;P:≤0.025%;Ni:≤0.25%;Cu:≤0.25%;余量为Fe。生产工艺包括退火及冷轧控制、套圈冲压成形和表面硬化,其特征在于:采用两相区退火工艺对热轧钢板带进行球化退火,即先升温到780℃,进入奥氏体、珠光体两相区,保温2小时~4小时,再随炉降温到700℃,不低于15小时保温。本发明的
一种高碳铬风电轴承钢及其生产工艺.pdf
本发明涉及一种高碳铬风电轴承钢及其生产工艺,其组成控制碳当量Ceq合金化提高强度,以Si提高稳定系平衡温度和回火稳定性,控制Si/C降低断面敏感性,控制Mn‑Si提高轴承钢强度,抗拉强度为1852‑1924MPa,冲击功Akv为24‑28J,硬度为66‑71HRC,工艺按电炉冶炼→LF精炼→VD真空→连铸→加热→高压水除鳞→轧制→缓冷→热处理流程,采用预熔精炼渣与SiC联合脱氧,LF精炼加入铈铁,喂入钛铁,VD真空喂入硼铁,通过提高钢强度和硬度、降低钢整个截面力学性能波动,提高钢水纯净度、降低夹杂物影响,
一种高碳铬轴承钢轴承套圈的热处理工艺.pdf
本发明公开了一种高碳铬轴承钢轴承套圈的热处理工艺,包括:淬火-冷处理-回火;所述淬火时的温度为835℃~840℃,保温1.5~2小时,然后以25~30℃/h的降温速度随炉冷却至250℃以下后出炉空冷;所述冷处理时的温度为-70℃~-75℃,时间为25~30分钟;所述回火时的温度为165℃~170℃,保温2~2.5小时后出炉空冷。通过上述方式,本发明能够提高轴承套圈的尺寸稳定性、强度、韧性等,增加加工性能,延长疲劳寿命。

高碳铬轴承钢制轴承套圈热处理工艺试验.docx
高碳铬轴承钢制轴承套圈热处理工艺试验高碳铬轴承钢制轴承套圈热处理工艺试验摘要:本论文旨在研究高碳铬轴承钢制轴承套圈的热处理工艺。通过不同的热处理工艺,对高碳铬轴承钢进行试验,分析其微观组织和力学性能的变化。实验结果表明,适当的热处理工艺可以有效地提高高碳铬轴承钢的综合性能,从而提高轴承套圈的使用寿命和可靠性。关键词:高碳铬轴承钢;轴承套圈;热处理工艺;微观组织;力学性能第1节引言随着科学技术的不断发展,工业生产对于轴承的需求也越来越高。而轴承套圈作为轴承的核心部件之一,其质量和性能直接关系到整个轴承的使用
一种高碳铬轴承钢及其制备方法.pdf
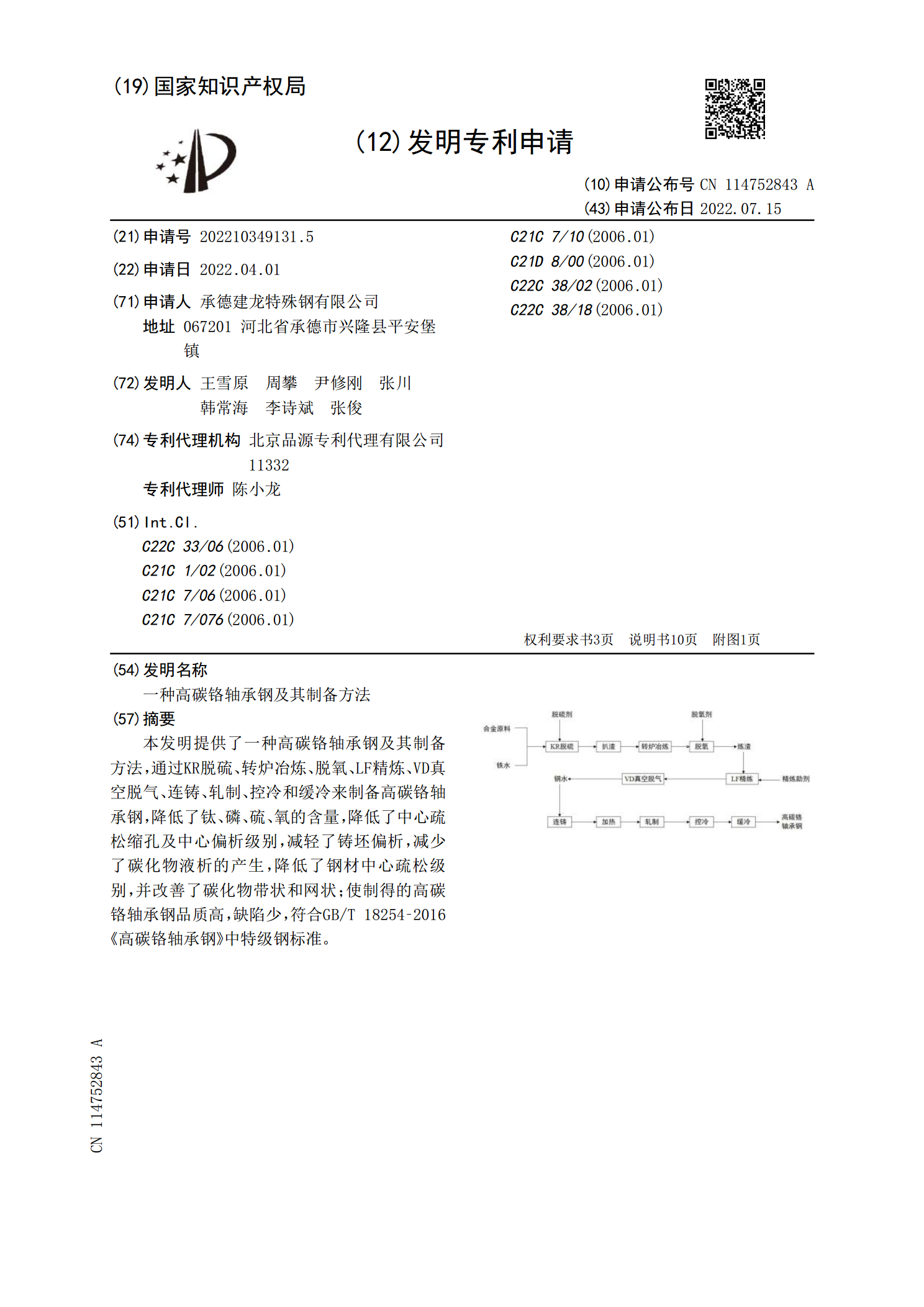
本发明提供了一种高碳铬轴承钢及其制备方法,通过KR脱硫、转炉冶炼、脱氧、LF精炼、VD真空脱气、连铸、轧制、控冷和缓冷来制备高碳铬轴承钢,降低了钛、磷、硫、氧的含量,降低了中心疏松缩孔及中心偏析级别,减轻了铸坯偏析,减少了碳化物液析的产生,降低了钢材中心疏松级别,并改善了碳化物带状和网状;使制得的高碳铬轴承钢品质高,缺陷少,符合GB/T18254‑2016《高碳铬轴承钢》中特级钢标准。