
加热炉火嘴空燃预混阀.pdf

一吃****昕靓

1/4

2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
加热炉火嘴空燃预混阀.pdf
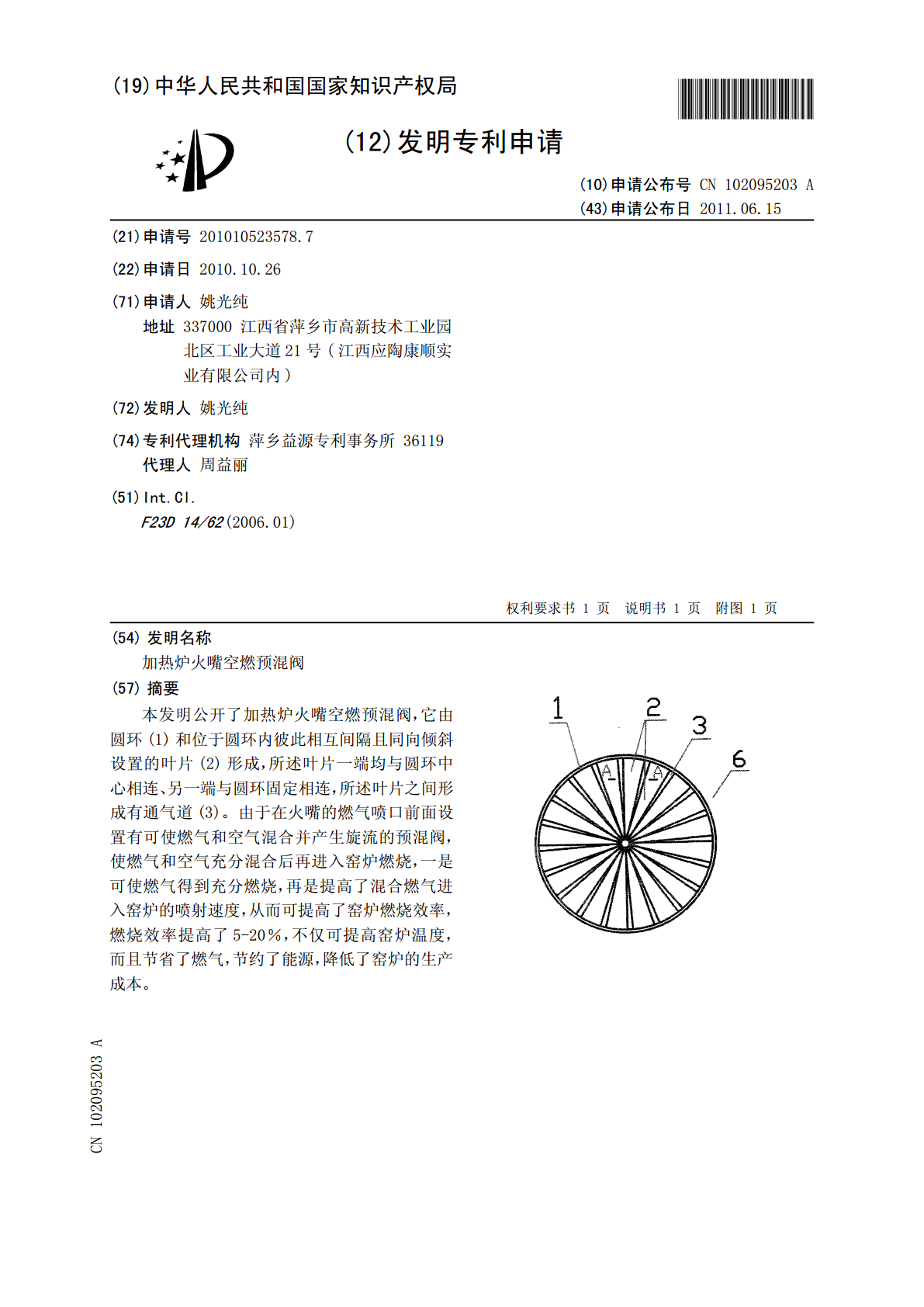
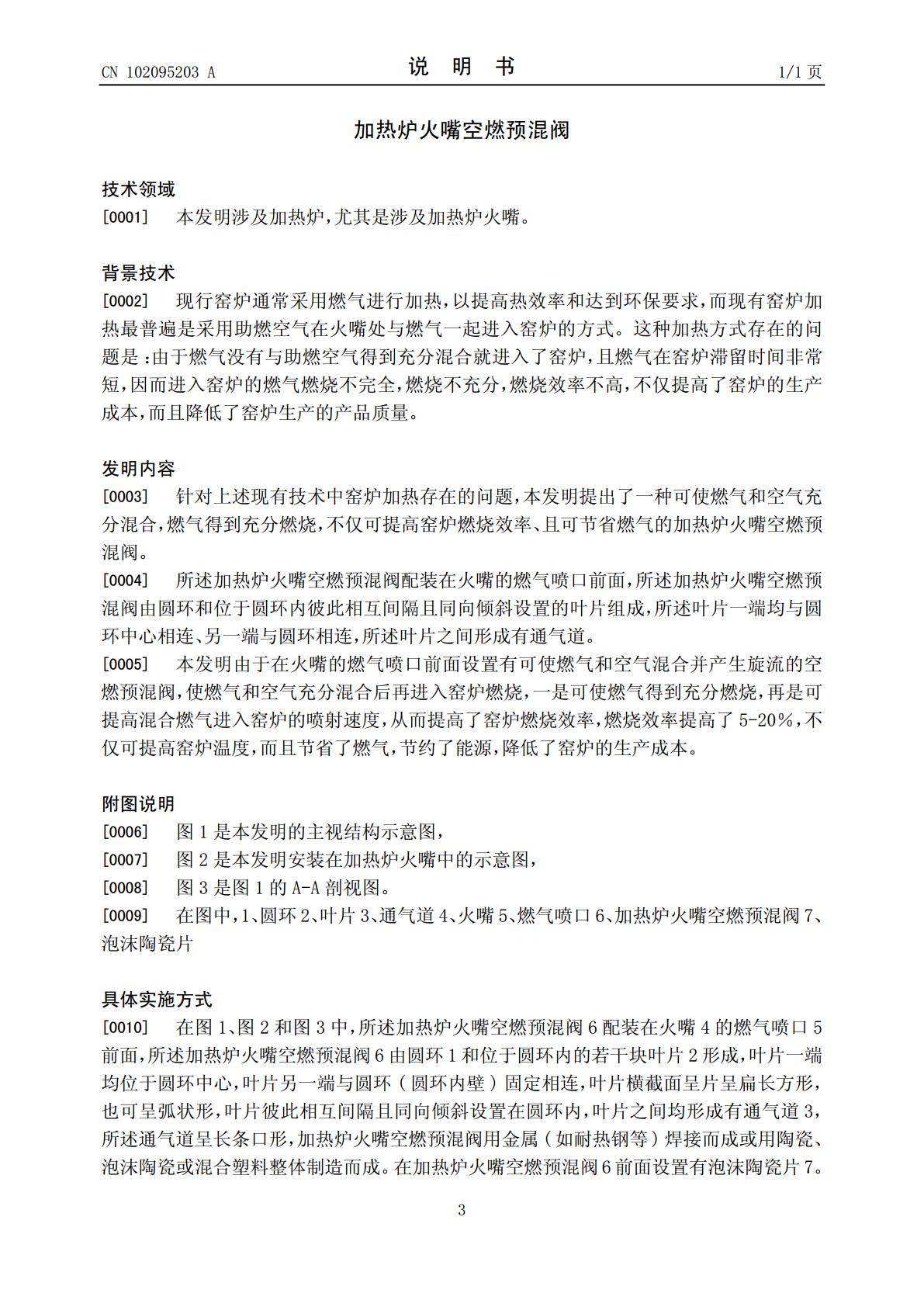
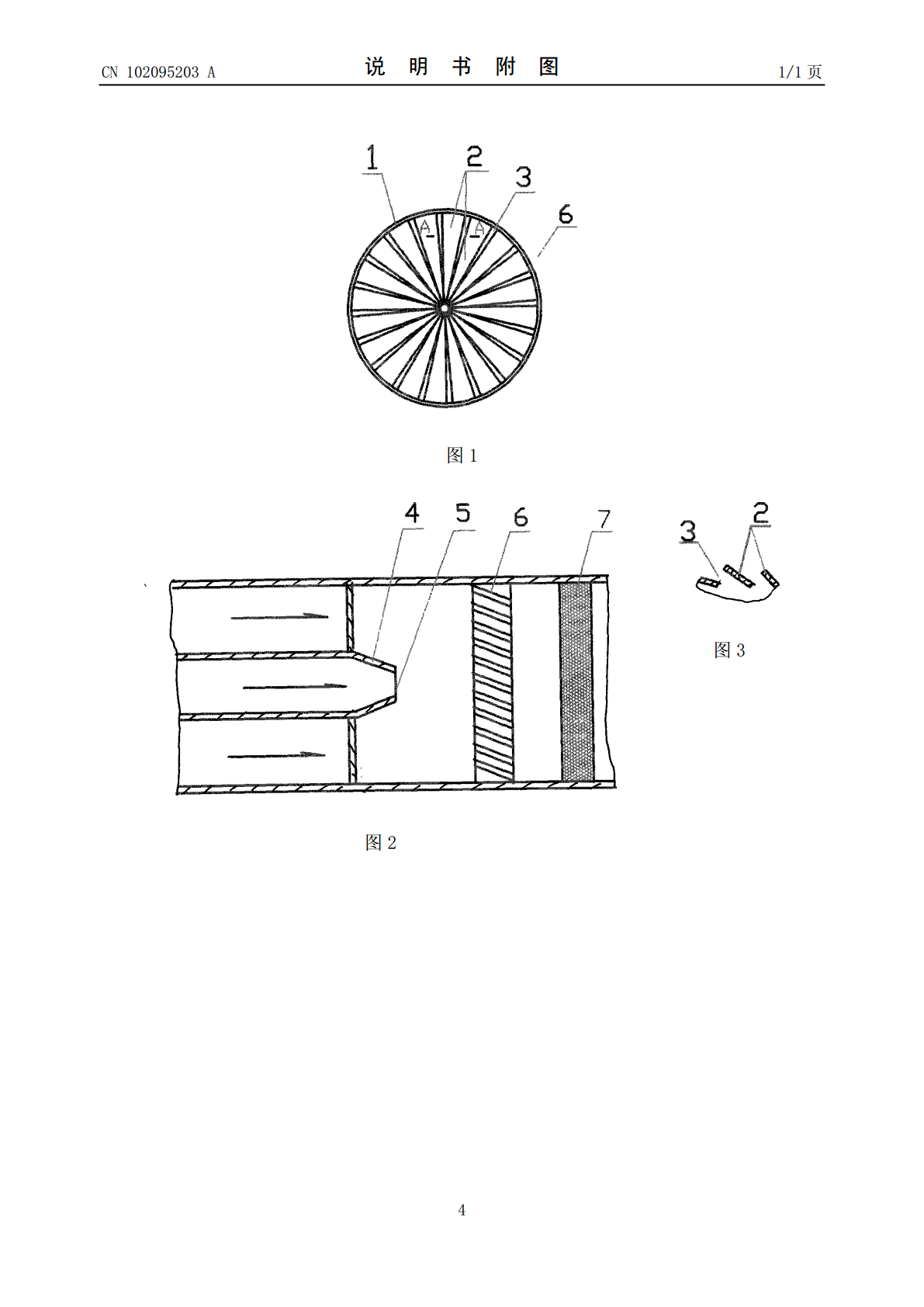
本发明公开了加热炉火嘴空燃预混阀,它由圆环(1)和位于圆环内彼此相互间隔且同向倾斜设置的叶片(2)形成,所述叶片一端均与圆环中心相连、另一端与圆环固定相连,所述叶片之间形成有通气道(3)。由于在火嘴的燃气喷口前面设置有可使燃气和空气混合并产生旋流的预混阀,使燃气和空气充分混合后再进入窑炉燃烧,一是可使燃气得到充分燃烧,再是提高了混合燃气进入窑炉的喷射速度,从而可提高了窑炉燃烧效率,燃烧效率提高了5-20%,不仅可提高窑炉温度,而且节省了燃气,节约了能源,降低了窑炉的生产成本。

延迟焦化加热炉火嘴改造.docx
延迟焦化加热炉火嘴改造延迟焦化加热炉火嘴改造摘要:延迟焦化加热炉是一种常用于工业生产中的燃烧设备,火嘴作为其核心部件,对设备的性能和效率具有重要影响。然而,传统的火嘴存在一些问题,如点火困难、燃烧不充分等。因此,本文将探讨如何改造延迟焦化加热炉火嘴,以提高其性能和效率。一、引言延迟焦化加热炉是一种常见的燃烧设备,广泛应用于化工、冶金、建筑等行业中。在该设备中,火嘴作为燃烧的关键部件,直接影响到炉内温度的达到和保持。然而,传统的火嘴存在一些问题,如点火困难、燃烧不充分等,这些问题直接影响到设备的性能和效率。
预混喷燃器.pdf
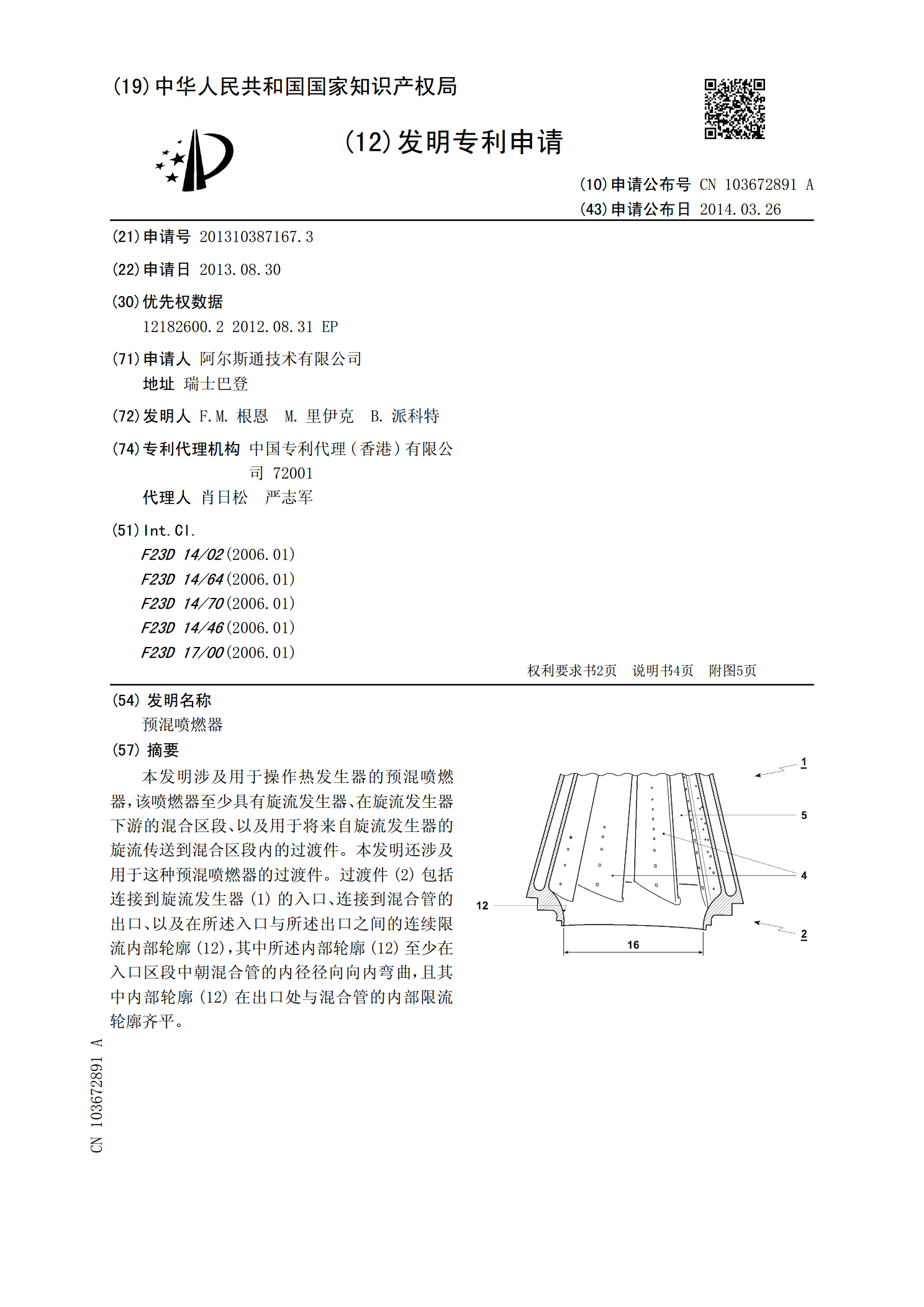
本发明涉及用于操作热发生器的预混喷燃器,该喷燃器至少具有旋流发生器、在旋流发生器下游的混合区段、以及用于将来自旋流发生器的旋流传送到混合区段内的过渡件。本发明还涉及用于这种预混喷燃器的过渡件。过渡件(2)包括连接到旋流发生器(1)的入口、连接到混合管的出口、以及在所述入口与所述出口之间的连续限流内部轮廓(12),其中所述内部轮廓(12)至少在入口区段中朝混合管的内径径向向内弯曲,且其中内部轮廓(12)在出口处与混合管的内部限流轮廓齐平。

加热炉火嘴改造实现增产增效.docx
加热炉火嘴改造实现增产增效加热炉火嘴改造实现增产增效摘要:随着工业生产的不断发展,加热炉在各个行业中起到了至关重要的作用,然而炉火嘴作为加热炉的核心部件之一,对生产效率和能源消耗有着直接影响。本文从炉火嘴改造的角度,探讨如何实现增产和增效的目标,以提升工业生产的水平和竞争力。第一部分:背景介绍加热炉作为工业生产中常用的设备之一,广泛应用于钢铁、化工、建材等领域。而炉火嘴作为加热炉的重要组成部分,直接关系到燃烧效率和能源消耗。传统的炉火嘴存在着燃烧不充分、能源利用率低等问题,制约了工业生产的发展。因此,对炉

预混燃气发动机空燃比控制系统研究.doc
预混燃气发动机空燃比控制系统研究随着大气污染越来越严重,政府大力倡导节能减排,排放法规日益严格;政府为减少尾气排放大力提倡对清洁能源的利用。天然气作为清洁燃料之一,且探明储量丰富,在发动机中逐渐得到广泛使用。空燃比作为天然气发动机运行中重要参数,其精确控制对于天然气发动机降低排放、提高经济性与改善动力性具有重要意义,为此,论文针对预混燃气发动机空燃比控制系统进行研究。论文从预混燃气发动机系统结构出发,分析了预混燃气发动机进气系统,研究并搭建了预混燃气发动机模型、燃料电子节气门模型与氧传感器模型,为控制策略