
带钢连续热镀稀土锌铝合金的还原退火与热镀工艺.pdf

书生****12

1/7
2/7

3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
带钢连续热镀稀土锌铝合金的还原退火与热镀工艺.pdf
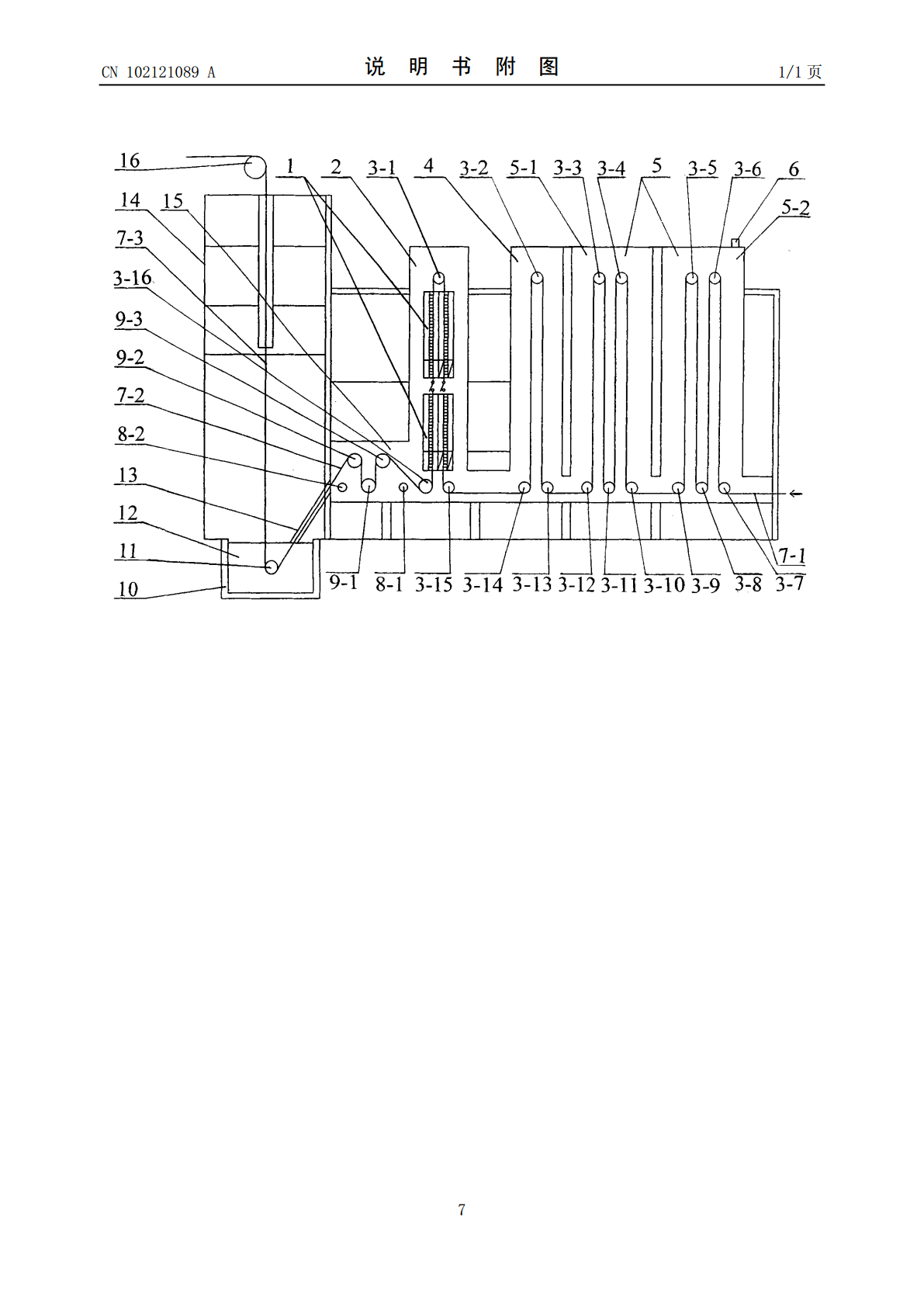
一种带钢连续热镀稀土锌铝合金的还原退火与热镀工艺,包含了带钢连续热镀稀土锌铝合金的还原退火工艺与带钢连续热镀稀土锌铝合金的热镀工艺两个部分。通过确定以稀土锌铝合金为带钢镀层,稀土就能改善锌铝合金对带钢表面的浸润性和增强锌液的流动性,使带钢镀层表面形成最佳电化学保护膜;通过将还原加热段分成前后两段,既能迅速升高带钢再结晶温度,又能使带钢表面还原得更平整;通过将进气口、出气口分别设置在热张紧段和/或冷却段底部和前还原加热段顶部,既降低了露点值,又改善了炉内保护气体,使进入锌锅前的带钢具有一个活性表面。该技术方
连续热浸镀及连续退火的兼用设备.pdf
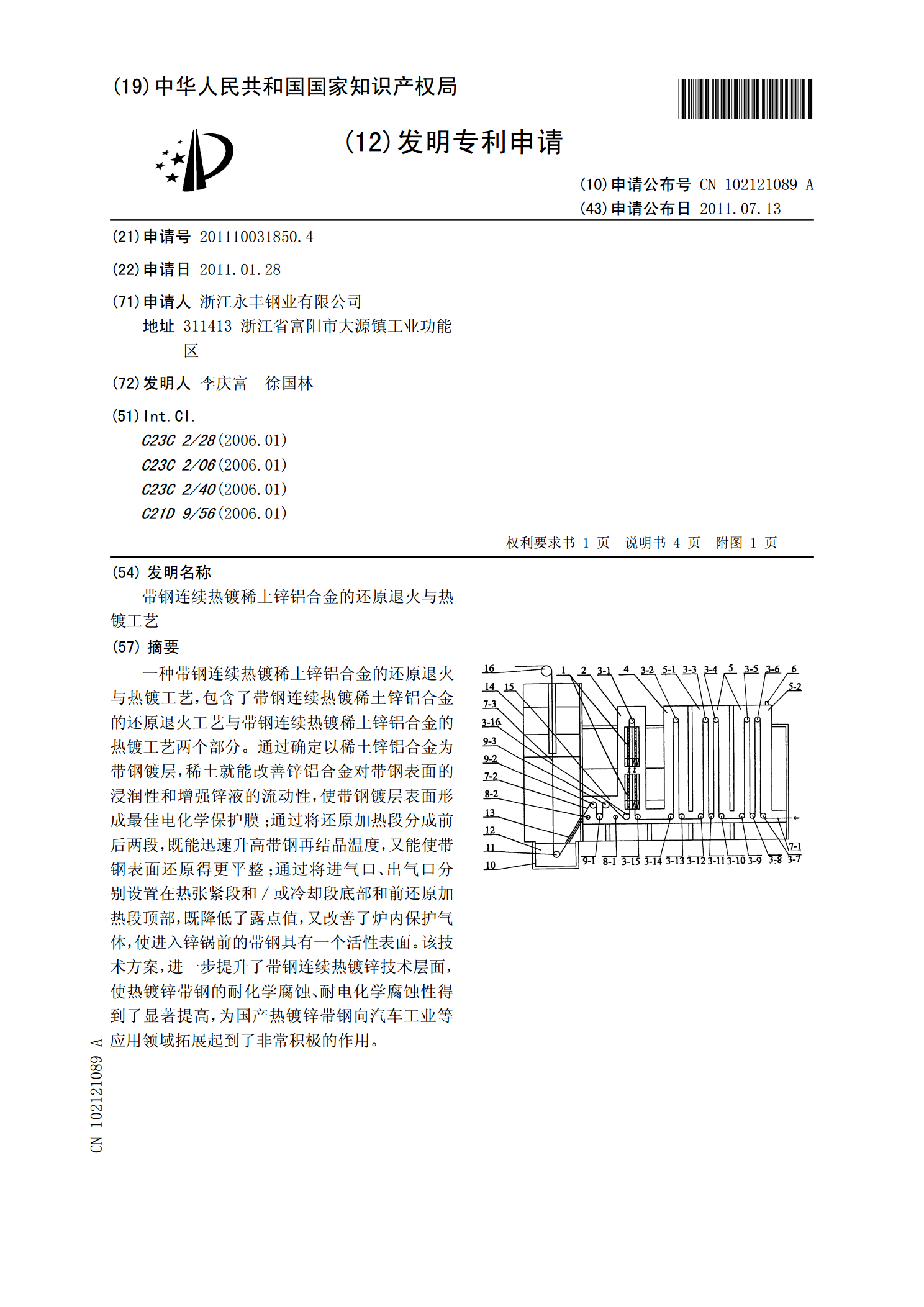
一种连续热浸镀及连续退火的兼用设备,构成为能够对连续热浸镀材料生产线和连续退火材料生产线进行切换,该连续热浸镀材料生产线使在退火炉内被退火的钢带浸渍到热浸镀液内,该连续退火材料生产线对上述热浸镀液进行迂回而将上述钢带从上述退火炉内引导到炉外的外部气体中,其具备:气体排出通路,从设置在上述退火炉的出侧的气体排出口,向上述炉外排出该退火炉内的保护气;以及通路开闭机构,对该气体排出通路进行开闭。上述通路开闭机构为,在作为上述连续热浸镀材料生产线使用时打开上述气体排出通路,在作为上述连续退火材料生产线使用时关闭上

一种热浸镀铝锌硅碳镀液及热浸镀工艺.pdf
本发明涉及一种热浸镀铝锌硅碳镀液及热浸镀工艺,热浸镀铝锌硅碳镀液由铝、锌、硅和碳组成。本发明既保留了热镀铝锌的表面致密性而得到的较强的抗腐蚀能力,又得到了热镀锌的阴极保护能力。使金属工件的使用寿命大大延长,减少材料浪费,更加环保。

稀土在锌基热镀合金中的作用研究.docx
稀土在锌基热镀合金中的作用研究稀土在锌基热镀合金中的作用研究摘要:稀土是一类具有特殊化学性质的金属元素,其在材料学中具有重要的应用价值。本文研究稀土在锌基热镀合金中的作用,探讨了稀土对合金结构、性能和腐蚀行为的影响,为锌基热镀合金的开发与应用提供了新的思路和方法。关键词:稀土;锌基热镀合金;合金结构;性能;腐蚀行为1.引言随着现代工业的发展,高性能合金材料的需求日益增长。锌基热镀合金作为一种重要的金属材料,在汽车、航空航天和电子等领域被广泛应用。合金中的添加元素对其结构和性能具有重要影响。稀土作为一类重要
连续热镀有花镀锌钢板的制备工艺.pdf
本发明涉及钢板镀锌技术领域,公开了一种连续热镀有花镀锌钢板的制备工艺。本发明包括以下步骤:开卷、清洗;退火:钢板进入退火炉中进行还原煅烧,退火氛围为H2和N2的混合气体,退火温度720‑800℃;热镀:钢板进行风冷均热降温至470‑520℃后,进入锌锅进行热镀,锌锅温度为455‑470℃,所述锌锅中锑含量为0.7‑1.0%(质量百分比);喷雾:以气刀刮除钢板上多余的热镀液,进行喷雾冷却,喷雾液温度55‑60℃,所述喷雾液为磷酸二氢钠水溶液;平整、钝化;收卷。本发明生产周期短,得到锌花小且均匀,制得的钢板力