
一种热浸镀铝锌硅碳镀液及热浸镀工艺.pdf

是你****辉呀

1/8

2/8
3/8

4/8

5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种热浸镀铝锌硅碳镀液及热浸镀工艺.pdf
本发明涉及一种热浸镀铝锌硅碳镀液及热浸镀工艺,热浸镀铝锌硅碳镀液由铝、锌、硅和碳组成。本发明既保留了热镀铝锌的表面致密性而得到的较强的抗腐蚀能力,又得到了热镀锌的阴极保护能力。使金属工件的使用寿命大大延长,减少材料浪费,更加环保。
热浸镀钢板.pdf
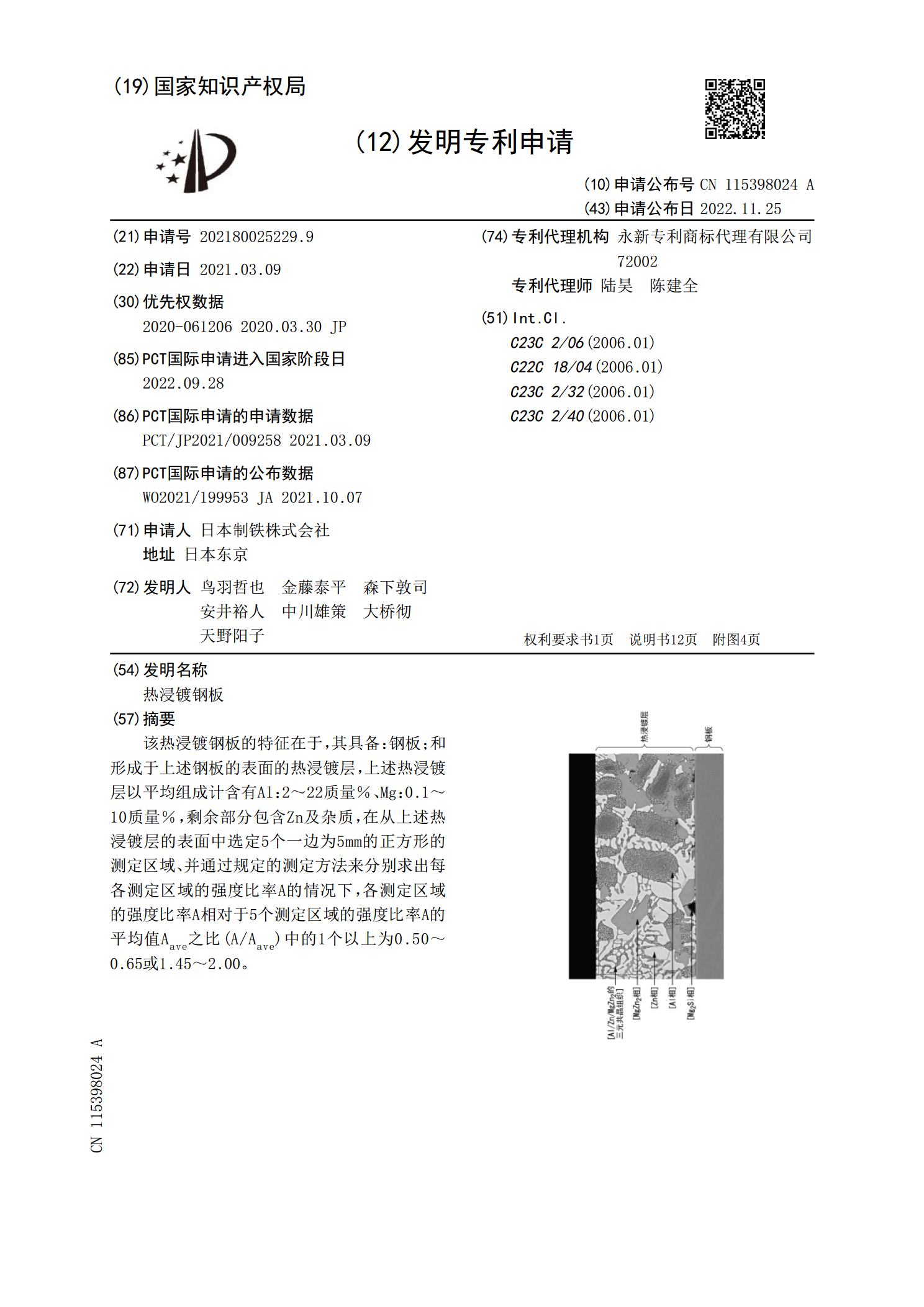
该热浸镀钢板的特征在于,其具备:钢板;和形成于上述钢板的表面的热浸镀层,上述热浸镀层以平均组成计含有Al:2~22质量%、Mg:0.1~10质量%,剩余部分包含Zn及杂质,在从上述热浸镀层的表面中选定5个一边为5mm的正方形的测定区域、并通过规定的测定方法来分别求出每各测定区域的强度比率A的情况下,各测定区域的强度比率A相对于5个测定区域的强度比率A的平均值A<base:Sub>ave</base:Sub>之比(A/A<base:Sub>ave</base:Sub>)中的1个以上为0.50~0.65或1.

浸镀温度和浸镀时间对热浸镀锌镀层组织的影响.doc
浸镀温度和浸镀时间对热浸镀锌镀层组织的影响热浸镀锌是一种用来防止腐蚀保护钢件的最常用技术,在生产实际中得到广泛的应用。浸镀温度和浸镀时间是热浸镀锌工艺中至关重要的工艺参数,因此研究浸镀温度和浸镀时间对镀层的影响具有重要意义,为制定合理的工艺提供理论参考。Si通常被作为提高钢的强度或作为连铸除氧剂的元素加入钢中,当钢中含有一定量的Si时,通常由于Si的反应性而导致镀层质量变差,因此研究浸镀温度对含Si钢热浸镀锌镀层的影响具有重要意义。本文利用金相技术、扫描电镜与能谱仪(SEM-EDS)等方法测试了在不同条件
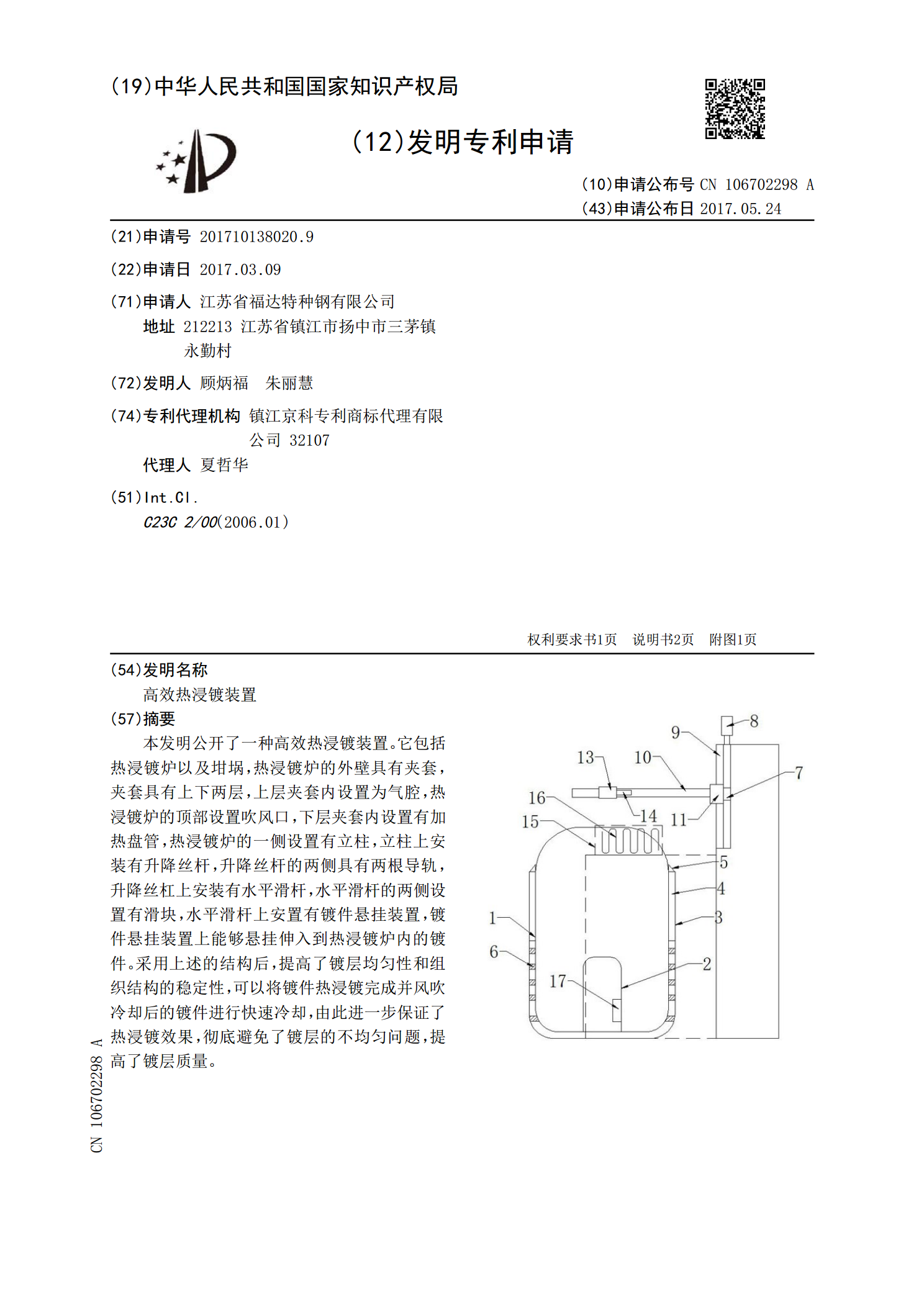
高效热浸镀装置.pdf
本发明公开了一种高效热浸镀装置。它包括热浸镀炉以及坩埚,热浸镀炉的外壁具有夹套,夹套具有上下两层,上层夹套内设置为气腔,热浸镀炉的顶部设置吹风口,下层夹套内设置有加热盘管,热浸镀炉的一侧设置有立柱,立柱上安装有升降丝杆,升降丝杆的两侧具有两根导轨,升降丝杠上安装有水平滑杆,水平滑杆的两侧设置有滑块,水平滑杆上安置有镀件悬挂装置,镀件悬挂装置上能够悬挂伸入到热浸镀炉内的镀件。采用上述的结构后,提高了镀层均匀性和组织结构的稳定性,可以将镀件热浸镀完成并风吹冷却后的镀件进行快速冷却,由此进一步保证了热浸镀效果,
锌钛热浸镀合金及其制造方法.pdf
本发明公开了一种锌钛热浸镀合金及其制造方法,所述的热浸镀合金由锌、稀土元素和钛组成,各组成占总质量的百分比为:锌85~94.5%,稀土元素0.02~0.4%,钛5~14.5%,余量为不可避免的杂质。其制造方法:按照重量配比准备原料;先将钛金属放在熔炼炉内加热,温度升到850~900℃时钛变成红色,慢慢加入锌锭,让锌锭慢慢融化;然后升温至945~955℃后加入稀土元素,保温2~6小时;降温至550~650℃,保温0.5~1.5小时,然后出炉制得锌钛热浸镀合金锭。发明用于抗接触腐蚀涂层即使在恶劣的环境和应力的