
炼钢提钒转炉用挡渣镖浇注料、挡渣镖及其制备方法.pdf

小凌****甜蜜

1/9
2/9
3/9

4/9
5/9
6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
炼钢提钒转炉用挡渣镖浇注料、挡渣镖及其制备方法.pdf
本发明涉及钢铁企业炼钢提钒转炉生产过程中所用的挡渣镖,特别涉及挡渣镖的生产配方及主要原料自制浇注料的配比。本发明提供了一种使用效果好、成本低的挡渣镖生产配方。本发明挡渣镖,包括镖体和镖杆,镖体是由浇注材料在模具振动成型,镖杆是由钢筋置入镖杆模具,加入浇注材料振动成型,其特征在于:所述浇注材料是由本发明自制的挡渣镖用浇注料40~46份∶粘结剂2~5份∶压重材料50~55份加入水后搅拌均匀后所得。在炼钢及提钒转炉生产过程中在出钢水前,将挡渣镖投放至钢包中,利用钢水、钢渣及挡渣镖之间的体积密度差,用挡渣镖挡住钢
利用冶炼厂废料生产转炉用挡渣镖的方法.pdf
本发明公开了一种利用冶炼厂废料生产转炉用挡渣镖的方法,它是用粒度10-30mm的C铁骨料40%、粒度10-30mm的炉渣骨料30%、粒度<8mm的铝矾土骨料13%、粒度-180目的铝矾土粉料7%、925水泥6%、硅微粉3.5%和三聚磷酸钠0.5%加适量水混合均匀,入模具震动成型、养护后,烘烤而成。本发明的优点在于利用冶炼厂的C铁及合金炉渣等废弃物作为生产挡渣镖的主要骨料,并添加一些耐火料作为辅料,不需要专门的化铁炉及沙模胎进行铸造镖头陀螺状内芯,缩短了工艺流程、降低了能源消耗,生产过程中没有烟尘及固体排放
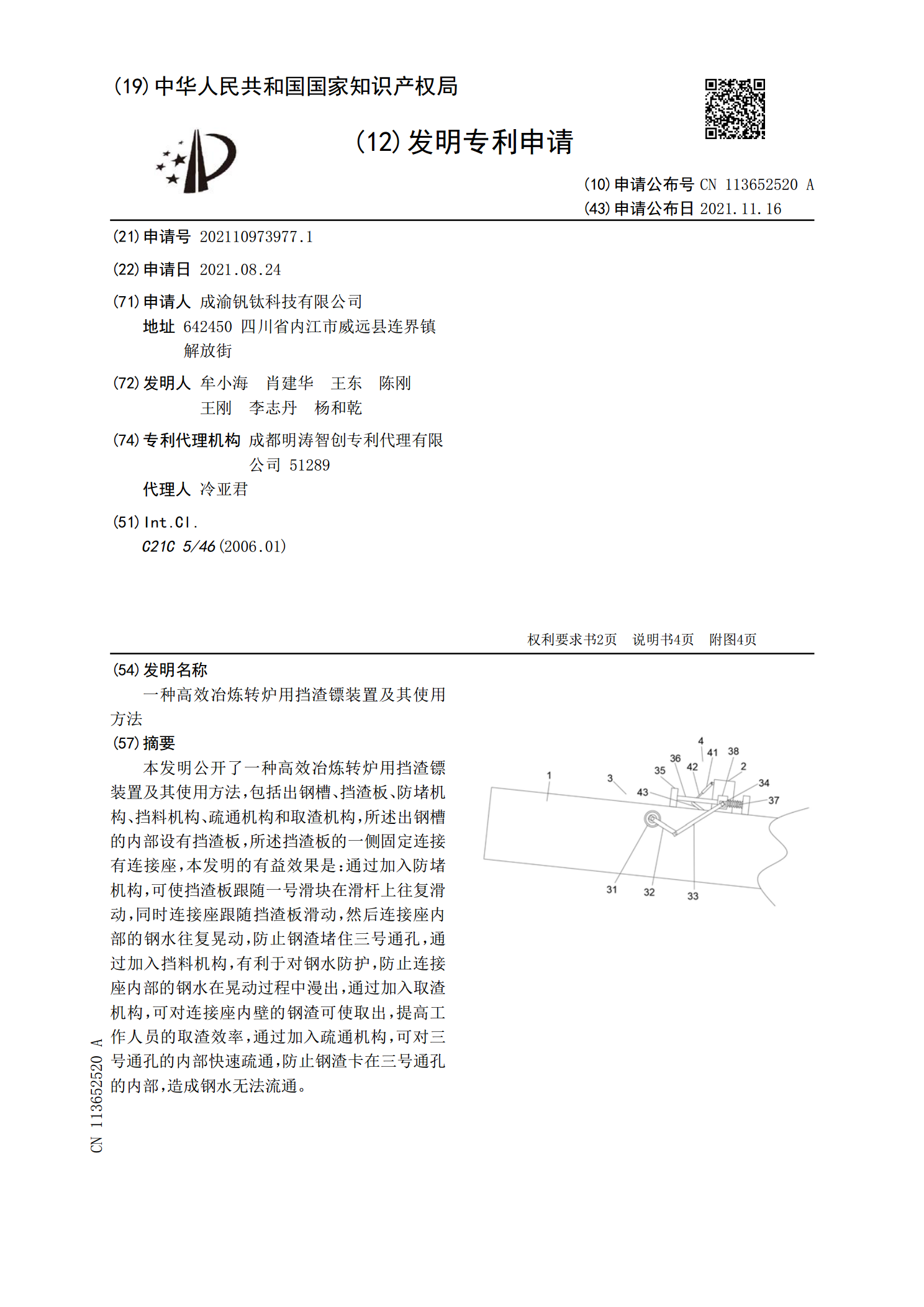
一种高效冶炼转炉用挡渣镖装置及其使用方法.pdf
本发明公开了一种高效冶炼转炉用挡渣镖装置及其使用方法,包括出钢槽、挡渣板、防堵机构、挡料机构、疏通机构和取渣机构,所述出钢槽的内部设有挡渣板,所述挡渣板的一侧固定连接有连接座,本发明的有益效果是:通过加入防堵机构,可使挡渣板跟随一号滑块在滑杆上往复滑动,同时连接座跟随挡渣板滑动,然后连接座内部的钢水往复晃动,防止钢渣堵住三号通孔,通过加入挡料机构,有利于对钢水防护,防止连接座内部的钢水在晃动过程中漫出,通过加入取渣机构,可对连接座内壁的钢渣可使取出,提高工作人员的取渣效率,通过加入疏通机构,可对三号通孔的
一种转炉炼钢用高耐火挡渣球及其制备方法.pdf
本发明公开了一种转炉炼钢用高耐火挡渣球及其制备方法,其由以下重量份的原料制成:高铝水泥26‑42、白玉石7‑13、废弃型砂5‑10、蓝晶石12‑17、铬铁矿渣10‑15、岩棉粉4‑9、方镁石6‑12、胶体石墨粉3‑6、高炉水淬渣8‑14、钨酸钠2‑5、本山绿泥10‑15、木质素磺酸钙3‑6、聚乙烯吡咯烷酮5‑8。本发明采用白玉石、废弃型砂、蓝晶石、铬铁矿渣、方镁石、高炉水淬渣等耐火材料相互复合,并经特殊的热处理工艺制得的挡渣球具有较高的耐火度,耐火度≥1850℃,同时还具有耐侵蚀性强、挡渣效果好、稳定性好

一种转炉炼钢用高强度挡渣球及其制备方法.pdf
本发明公开了一种转炉炼钢用高强度挡渣球及其制备方法,其由以下重量份的原料制成:锆英粉15‑25、铝酸盐水泥42‑54、脱硫石油焦渣14‑22、红柱石11‑19、堇青石16‑24、金刚砂13‑21、蛇纹岩10‑15、石棉尾矿8‑14、废砂浆5‑10、木节粘土17‑26、多水高岭石矿渣9‑18、聚乙烯亚胺6‑12、羟基纤维素钠5‑10。本发明产品配料合理,工艺科学,采用锆英粉、红柱石、堇青石、蛇纹岩、石棉尾矿、多水高岭石矿渣、脱硫石油焦渣等原料制得的挡渣球不仅具有较高的耐压强度,且抗渣性能好,挡渣率≥95%,