
【生产管理】精梳精梳工序的任务.pdf

黛娥****ak

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共77页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
【生产管理】精梳精梳工序的任务.pdf
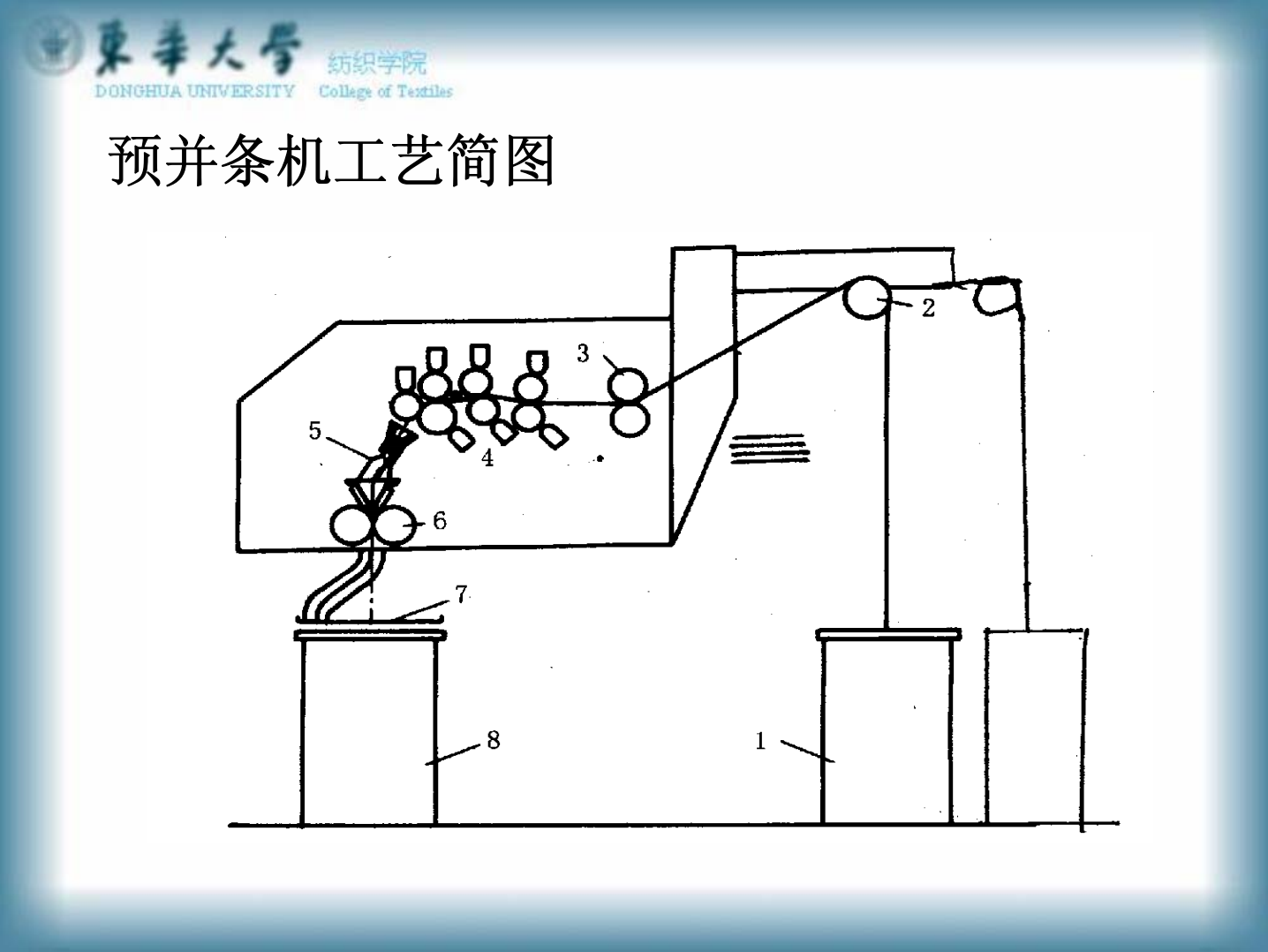
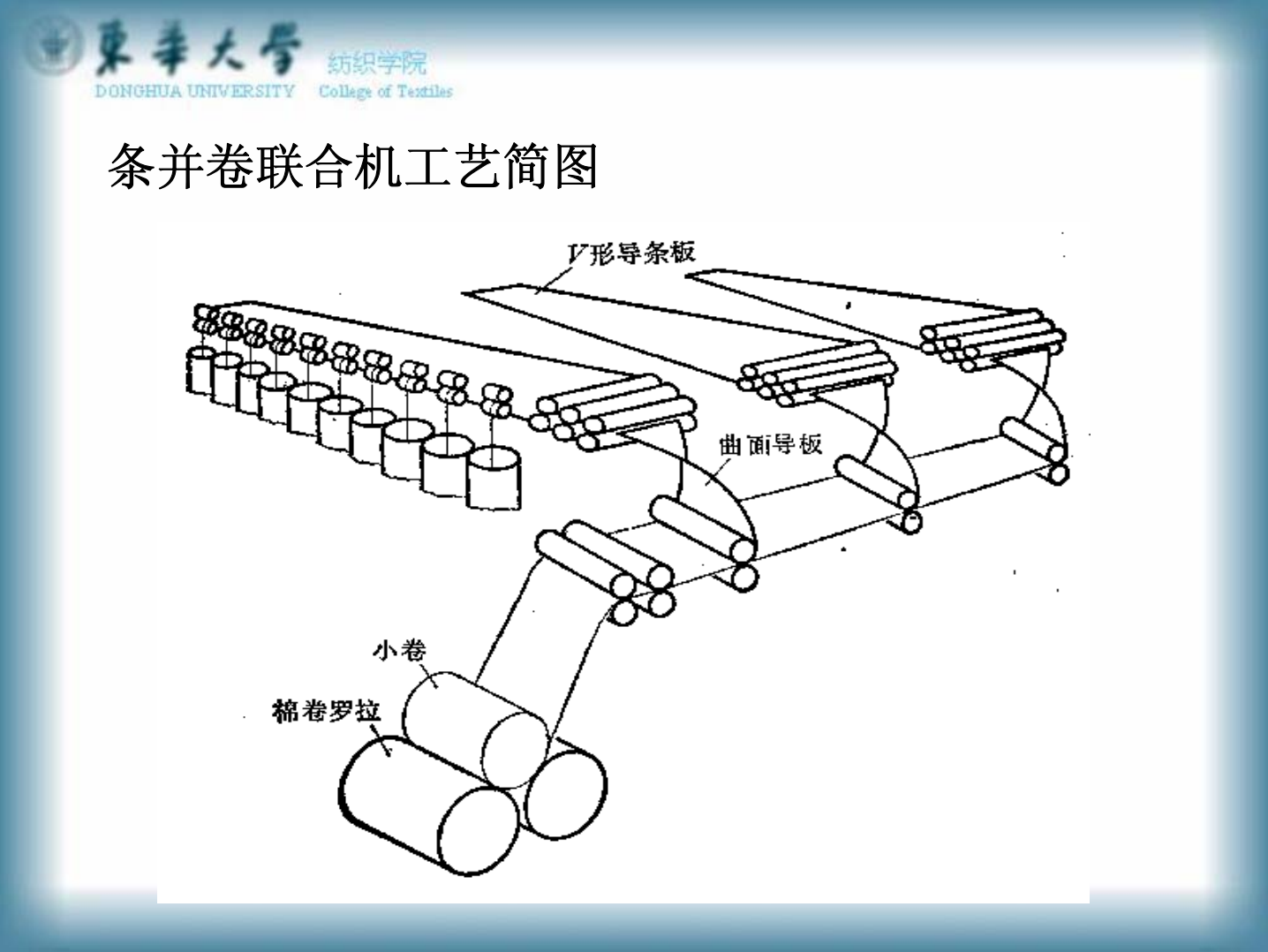
第六章精梳1第一节概述一、精梳工序的任务1、排除不符合纺纱要求的短纤维。2、梳理纤维进一步伸直、平行、分离。3、较为彻底地清除条子中的杂质和纤维结粒。4、原料进一步混和。5、制成符合要求的精梳条。二、精梳前的准备(一)准备工序目的1、提高条子中纤维平行伸直度。2、制成均匀的条子或小卷便于精梳加工。(1)小卷需要定量均匀容量大外形好退卷时不粘连发毛。(2)小卷的纵横向结构要均匀使纤维层能在很好握持状态下梳
精梳精梳工序的任务.pdf
第六章精梳1第一节概述一、精梳工序的任务1、排除不符合纺纱要求的短纤维。2、梳理纤维进一步伸直、平行、分离。3、较为彻底地清除条子中的杂质和纤维结粒。4、原料进一步混和。5、制成符合要求的精梳条。二、精梳前的准备(一)准备工序目的1、提高条子中纤维平行伸直度。2、制成均匀的条子或小卷便于精梳加工。(1)小卷需要定量均匀容量大外形好退卷时不粘连发毛。(2)小卷的纵横向结构要均匀使纤维层能在很好握持状态下梳

精梳工序的任务.docx
第四章精梳第一节精梳工序的任务一、精梳工序的任务在棉纺系统种纱线的生产有两种工艺流程:普梳系统和精梳系统。对于质量要求较高的纺织品,如高档汗衫、细特府绸、特种工业用的轮胎帘子线、高速缝纫机线,它们的纱或线都是经过精梳工序纺成的。经精梳加工后的精梳纱,与同特数梳棉纱相比,强力高10%~15%,棉结杂质少50%~60%,条干均匀度有显著的提高。使精梳纱具有光泽好、条干匀、结杂少、强力高等优良的机械物理性能和外观特性。在国外,尤其是欧美发达国家,它们的精梳纱的比重占纱线总产量的50%以上,在国内,近几年来棉纺企
【生产管理】精梳工序操作指导书.doc
修订记录页号页版修改内容批准人修改日期1目的便于生产部的生产管理培训精梳工序的操作者的技能技巧掌握在生产过程中应知的常识让安全优质生产得以顺利进行。2范围适用于精梳工序生产作业操作规程及在生产中应注意的事项。3职责由生产部制定和修改由操作工执行。4工作内容4.1交接班工作交接班工作是生产员工的第一项工作要做好此项工作交接双方必须提前十五分钟对岗开车交接。交班者以主动交清为主接班者以检查为主做到相互合作又分清责任。内容重点要求1.整理整顿机身与地面彻底清洁

精梳工序学习教案.pptx
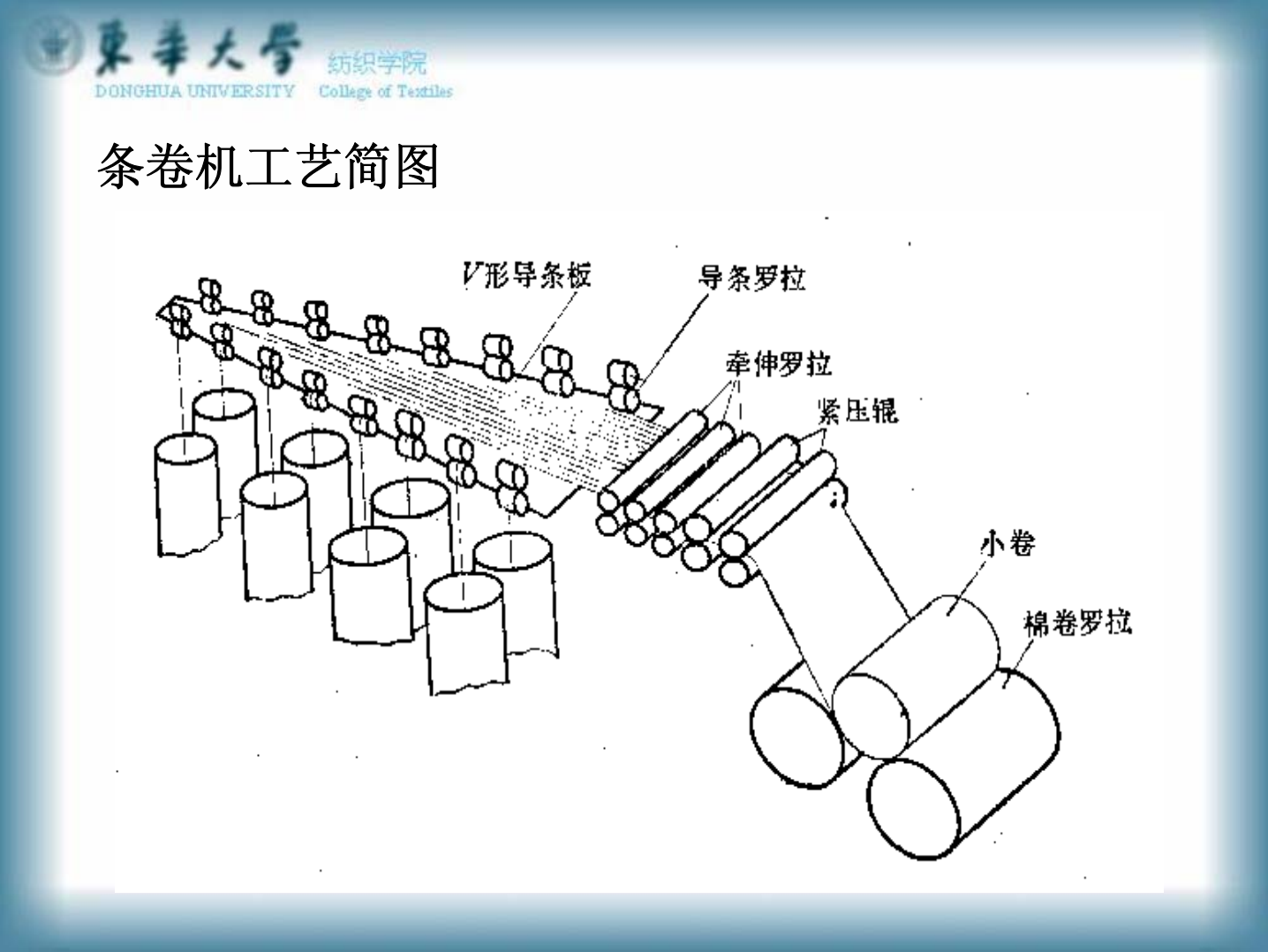
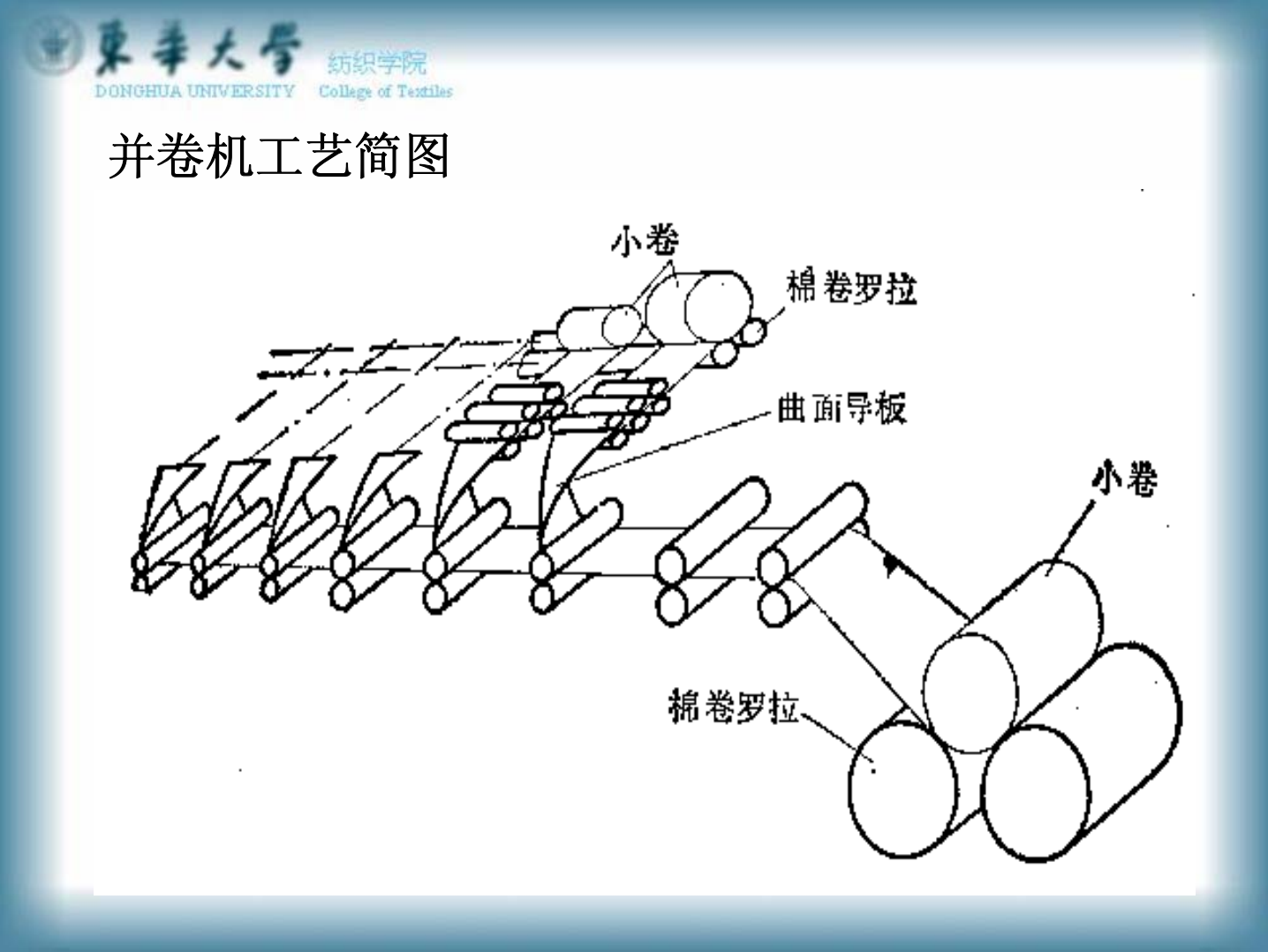
会计学精梳机精梳工序(gōngxù)第一节概述第二节精梳准备(zhǔnbèi)条卷机条卷机工艺(gōngyì)过程并卷机条并卷机三、准备工艺(gōngyì)选择几种精梳准备(zhǔnbèi)工艺的特点第三节工艺(gōngyì)过程和运动配合主要机件(jījiàn)运动配合FA266主要机件的运动(yùndòng)配合图(一)锡林梳理(shūlǐ)阶段(二)分离(fēnlí)前的准备阶段(三)分离(fēnlí)接合与顶梳梳理阶段(四)锡林梳理前准备(zhǔnbèi)阶段第四节精梳机机构(jīgòu)及作用一