
【生产管理】加捻加捻的目的与要求.pdf

An****70

1/10
2/10
3/10

4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共71页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
【生产管理】加捻加捻的目的与要求.pdf
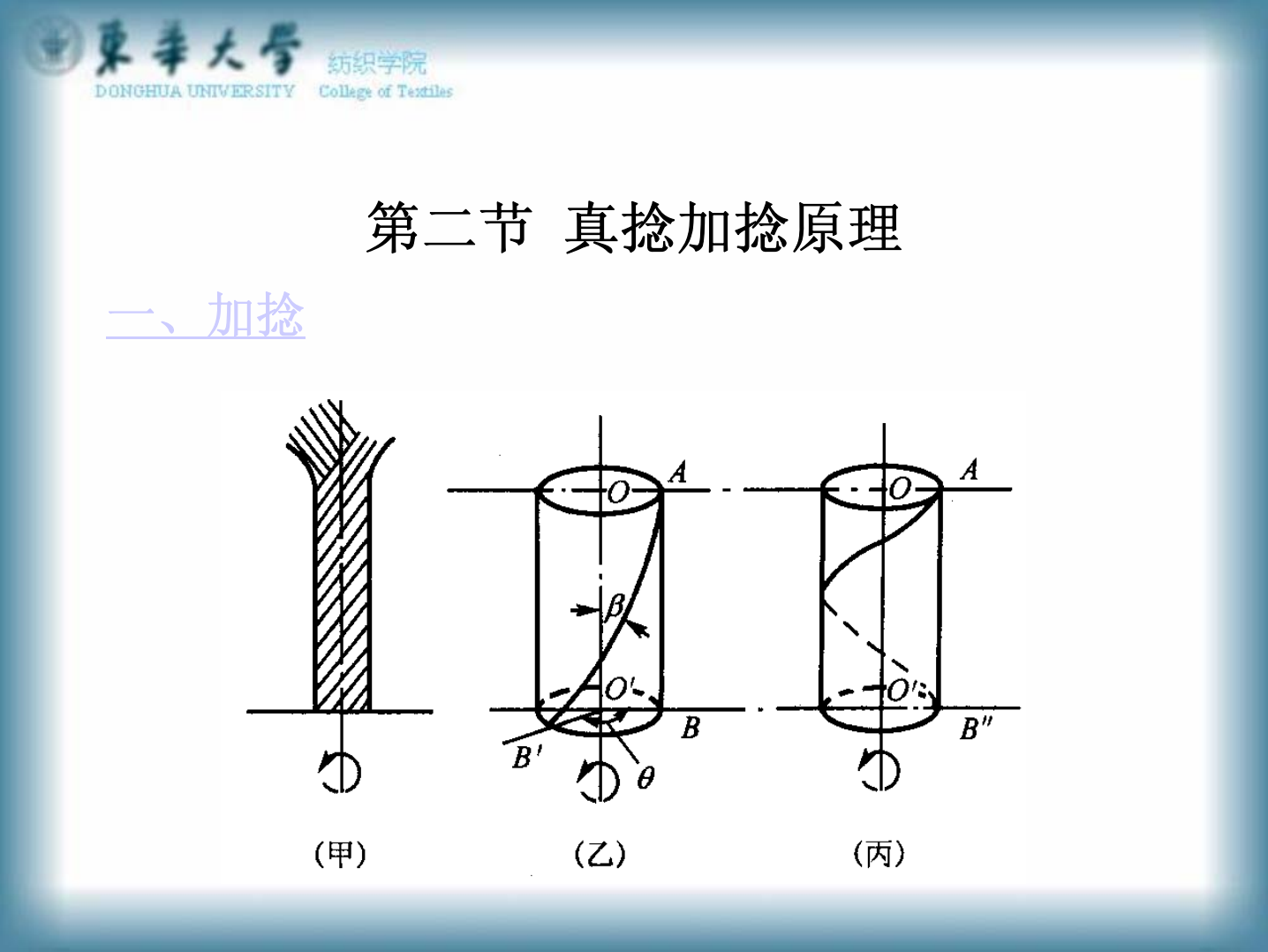
第九章加捻第一节加捻的目的与要求一、加捻对象松散纤维须条或纤维集合体——纱。单纱、单丝的集合体——线、缆绳。二、目的1、使纤维须条成纱或使纱捻合成股线。2、使纤维、单纱、单丝在纱、线中获得一定的结构形态使制品具有一定的物理机械性能和外观结构。二、加捻要求1、获得较好的强力、伸长、光泽、手感等。2、结构形态多样化。3、提高加捻效率。不同的加捻方法(原理)导致成纱结构、特性及劳动生产率的不同。第二节真捻加捻原理一、加捻须条一端被握
加捻加捻的目的与要求.pdf
第九章加捻第一节加捻的目的与要求一、加捻对象松散纤维须条或纤维集合体——纱。单纱、单丝的集合体——线、缆绳。二、目的1、使纤维须条成纱或使纱捻合成股线。2、使纤维、单纱、单丝在纱、线中获得一定的结构形态使制品具有一定的物理机械性能和外观结构。二、加捻要求1、获得较好的强力、伸长、光泽、手感等。2、结构形态多样化。3、提高加捻效率。不同的加捻方法(原理)导致成纱结构、特性及劳动生产率的不同。第二节真捻加捻原理一、加捻须条一端被握

加捻以及加捻三角(修改建议).ppt
加捻以及加捻三角区的介绍目录加捻的基本概念加捻的目的与要求加捻的目的与要求环锭纺加捻环锭纺加捻二维模型介绍加捻三角区二维模型介绍加捻三角区二维模型介绍加捻三角区建立三维模型研究加捻三角区三维模型介绍加捻三角区三维模型介绍加捻三角区三维模型介绍加捻三角区三维模型介绍加捻三角区三维模型介绍加捻三角区三维模型介绍加捻三角区可以假定在须条内不同环形层面上各点纤维的转移也符合上述规律。须条内各根纤维由于加捻力的作用发生上述几何变换,定义为加捻几何变换。所以,说明经加捻几何变换后,纱线截面旋转180度,截面上的g点和
一种实验用纤维加捻装置及加捻方法.pdf
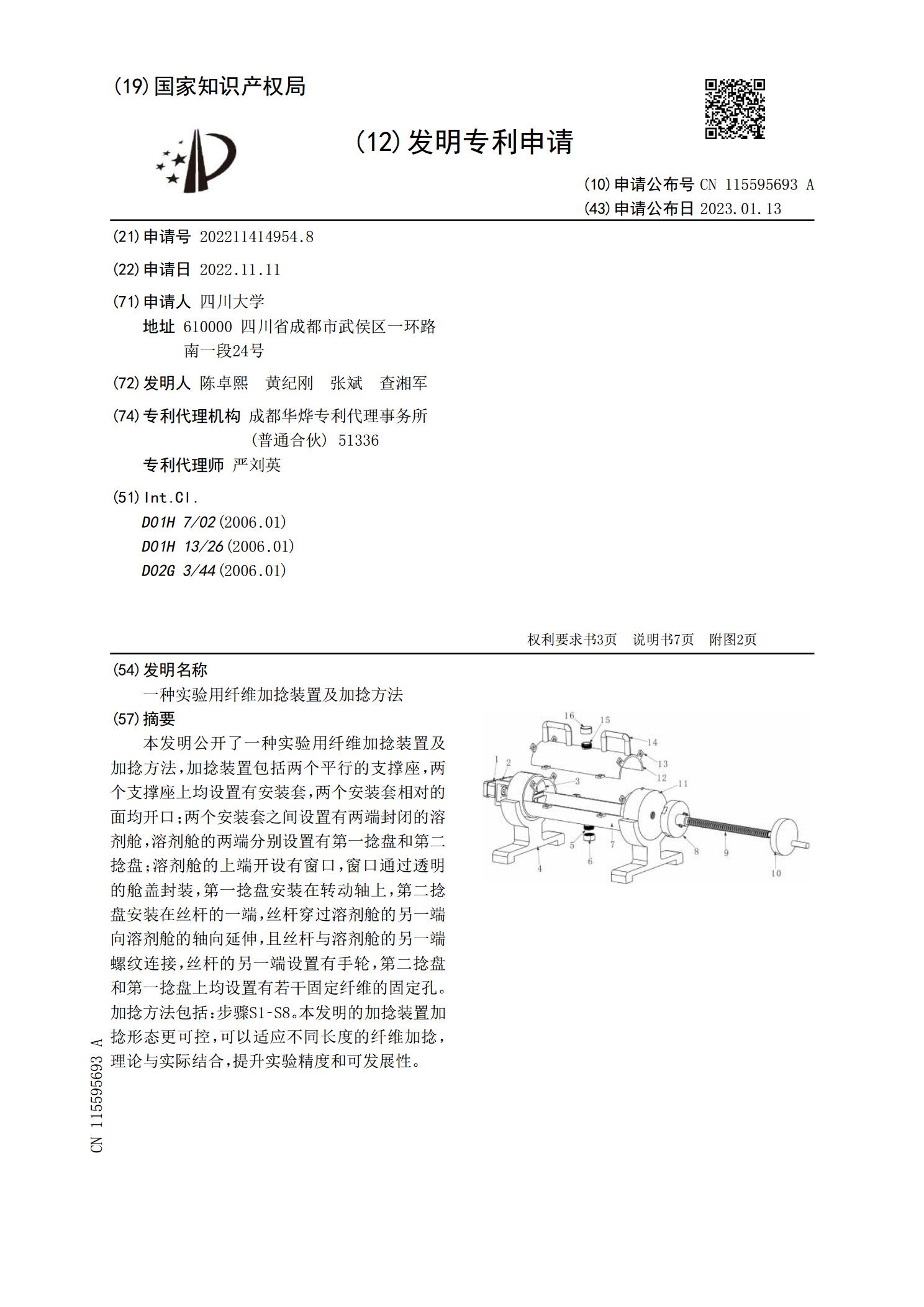
本发明公开了一种实验用纤维加捻装置及加捻方法,加捻装置包括两个平行的支撑座,两个支撑座上均设置有安装套,两个安装套相对的面均开口;两个安装套之间设置有两端封闭的溶剂舱,溶剂舱的两端分别设置有第一捻盘和第二捻盘;溶剂舱的上端开设有窗口,窗口通过透明的舱盖封装,第一捻盘安装在转动轴上,第二捻盘安装在丝杆的一端,丝杆穿过溶剂舱的另一端向溶剂舱的轴向延伸,且丝杆与溶剂舱的另一端螺纹连接,丝杆的另一端设置有手轮,第二捻盘和第一捻盘上均设置有若干固定纤维的固定孔。加捻方法包括:步骤S1‑S8。本发明的加捻装置加捻形态

织机加捻装置.pdf
本发明公开了一种织机加捻装置,它包括织机本体、设置于织机本体上的导向单元以及加捻部件,加捻部件包括主驱动、通过传输带与主驱动连接的具有螺纹凹槽的辅助驱动、以及可绕其自身转轴旋转的曲轮,曲轮的表面设置有与螺纹凹槽相对应的卡槽,曲轮的相邻位置还设置有可绕其一端旋转的第一连接杆以及与第一连接杆的自由端转动连接的第二连接杆,且第二连接杆的中间位置设置有限位器,曲轮还固定套设有凸轮,当凸轮旋转抵至第一连接杆时,第一连接杆的自由端向外旋转预定角度,第二连接杆通过第一连接杆也旋转预定角度,限位器作用于第二连接杆相反的力