
一种半挂车轴管增厚设备及轴管增厚方法.pdf

又珊****ck


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种半挂车轴管增厚设备及轴管增厚方法.pdf
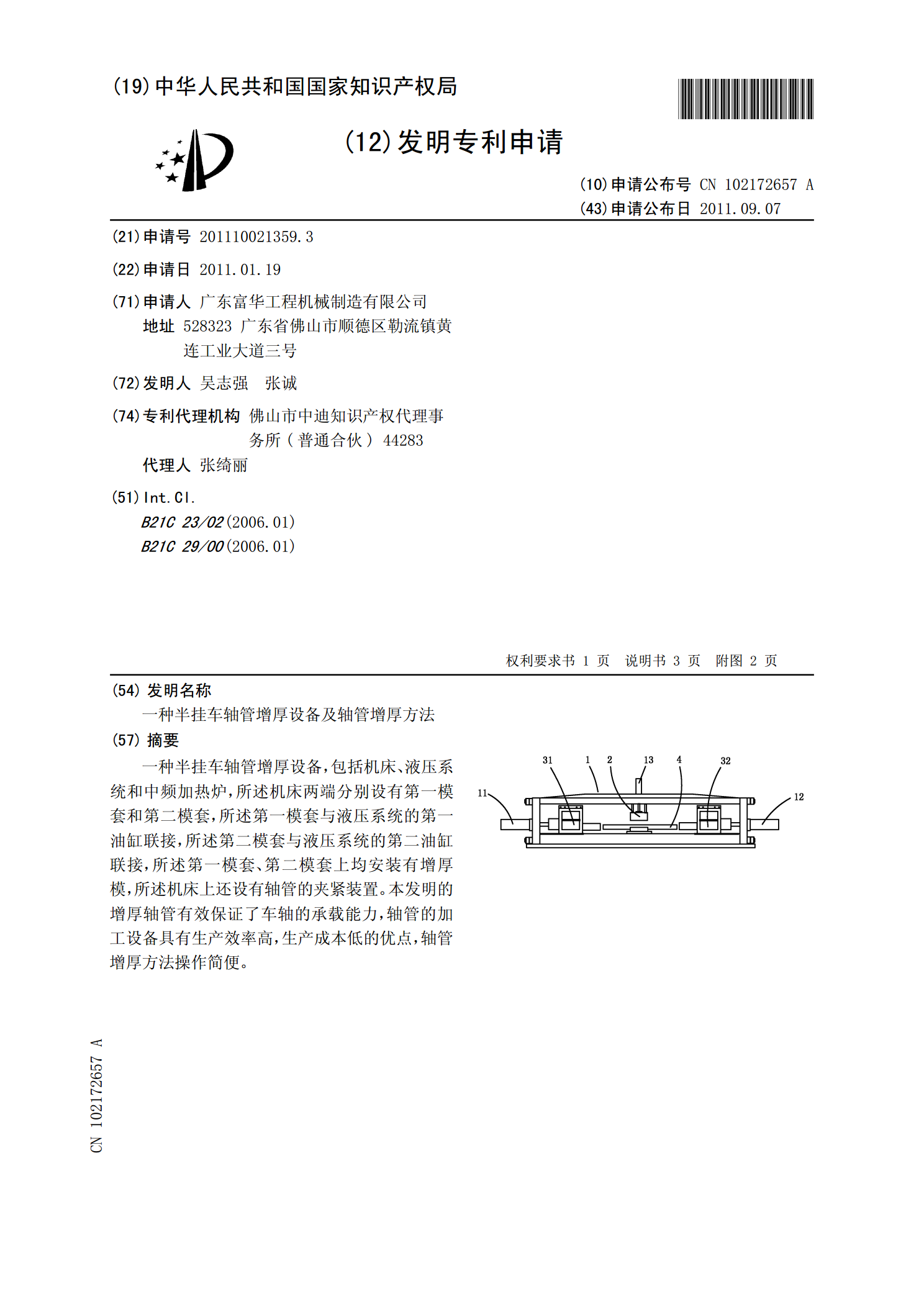
一种半挂车轴管增厚设备,包括机床、液压系统和中频加热炉,所述机床两端分别设有第一模套和第二模套,所述第一模套与液压系统的第一油缸联接,所述第二模套与液压系统的第二油缸联接,所述第一模套、第二模套上均安装有增厚模,所述机床上还设有轴管的夹紧装置。本发明的增厚轴管有效保证了车轴的承载能力,轴管的加工设备具有生产效率高,生产成本低的优点,轴管增厚方法操作简便。

厚壁管温热缩口与管壁增厚的数值模拟研究.docx
厚壁管温热缩口与管壁增厚的数值模拟研究一、引言热力管道在实际应用中常常受到高温高压的作用,因此管道的安全性、可靠性和稳定性是设计、评估和维护工作中极为重要的问题。厚壁管被广泛应用于化工、电力、石油、石化等领域,在这些领域中,温度和压力的变化都相对较大,其管道的内外面积一般都有不同程度的热缩口,因此厚壁管温热缩口与管壁增厚的数值模拟研究尤为重要。本文将主要探讨厚壁管的温热缩口与管壁增厚的数值模拟研究。二、研究背景厚壁管作为一种常见的管道结构,在许多行业中都有广泛的应用。在这些应用中,管道的内外表面温度通常不

张力减径管增厚段壁厚分布数学模型.pdf
钢管年第期

管端增厚机振动强烈的原因与对策.docx
管端增厚机振动强烈的原因与对策管端增厚机是用于管道增厚的机器,它可以在管道的两端对管道进行增厚处理。但是,在使用过程中,可能会出现振动强烈的情况,这对机器和作业人员都会造成安全隐患。因此,要了解振动强烈的原因,并采取相应的对策措施。振动强烈的原因:1.机器本身的设计问题:机器的结构不稳定,各部件之间的配合不够精密,容易产生振动。2.机器的使用年限太长或者维护不当:机器的使用年限太长,各部件容易出现磨损和松动,这样也会引起振动。机器维护不当,比如润滑不及时、零部件松动等也会引起振动。3.工作环境不良:如果机
一种半挂车整体轴管挤压成形设备及成形方法.pdf
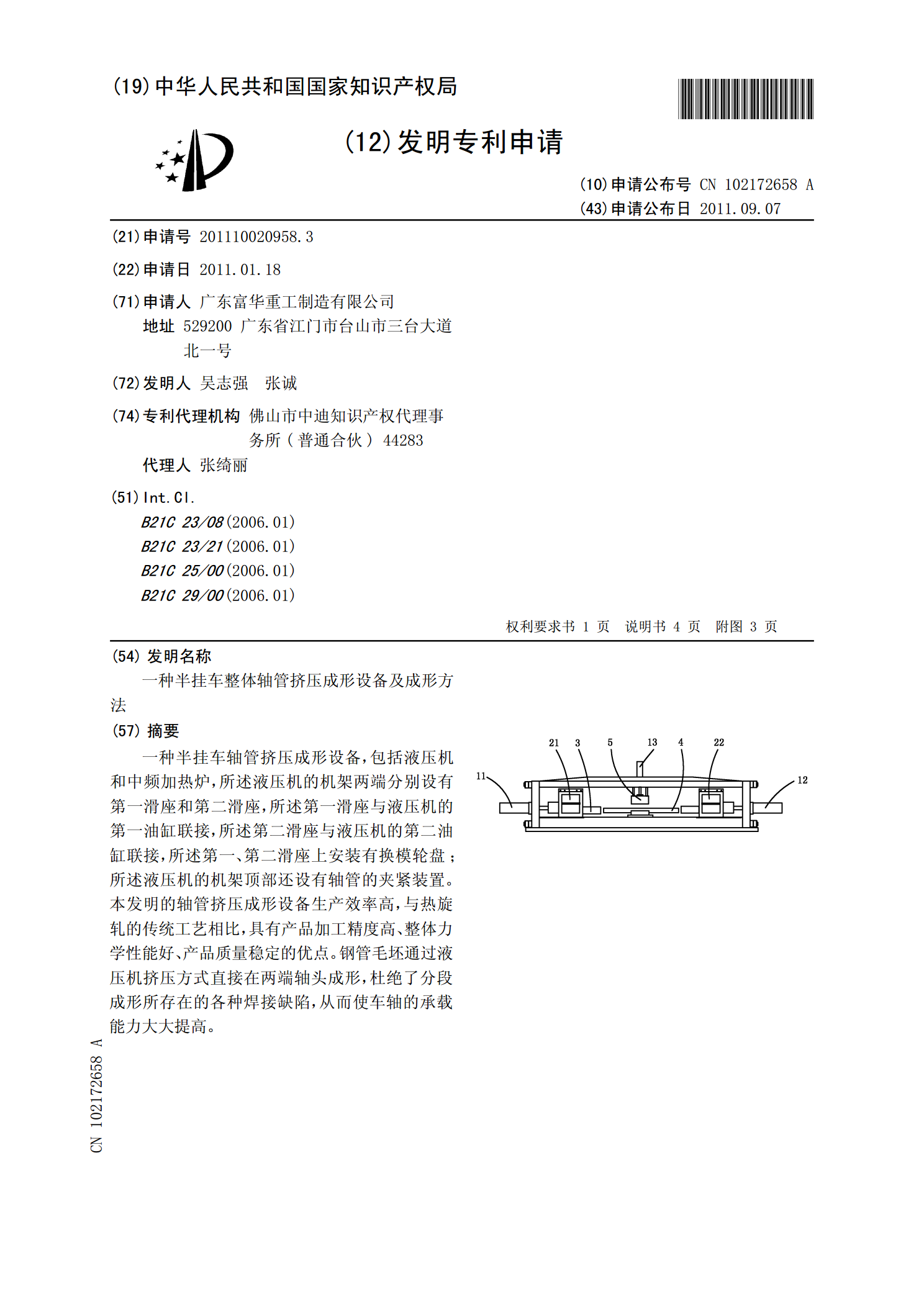
一种半挂车轴管挤压成形设备,包括液压机和中频加热炉,所述液压机的机架两端分别设有第一滑座和第二滑座,所述第一滑座与液压机的第一油缸联接,所述第二滑座与液压机的第二油缸联接,所述第一、第二滑座上安装有换模轮盘;所述液压机的机架顶部还设有轴管的夹紧装置。本发明的轴管挤压成形设备生产效率高,与热旋轧的传统工艺相比,具有产品加工精度高、整体力学性能好、产品质量稳定的优点。钢管毛坯通过液压机挤压方式直接在两端轴头成形,杜绝了分段成形所存在的各种焊接缺陷,从而使车轴的承载能力大大提高。