
一种周期轧管机锻轧成形管模毛坯的方法.pdf

新月****姐a

1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种周期轧管机锻轧成形管模毛坯的方法.pdf
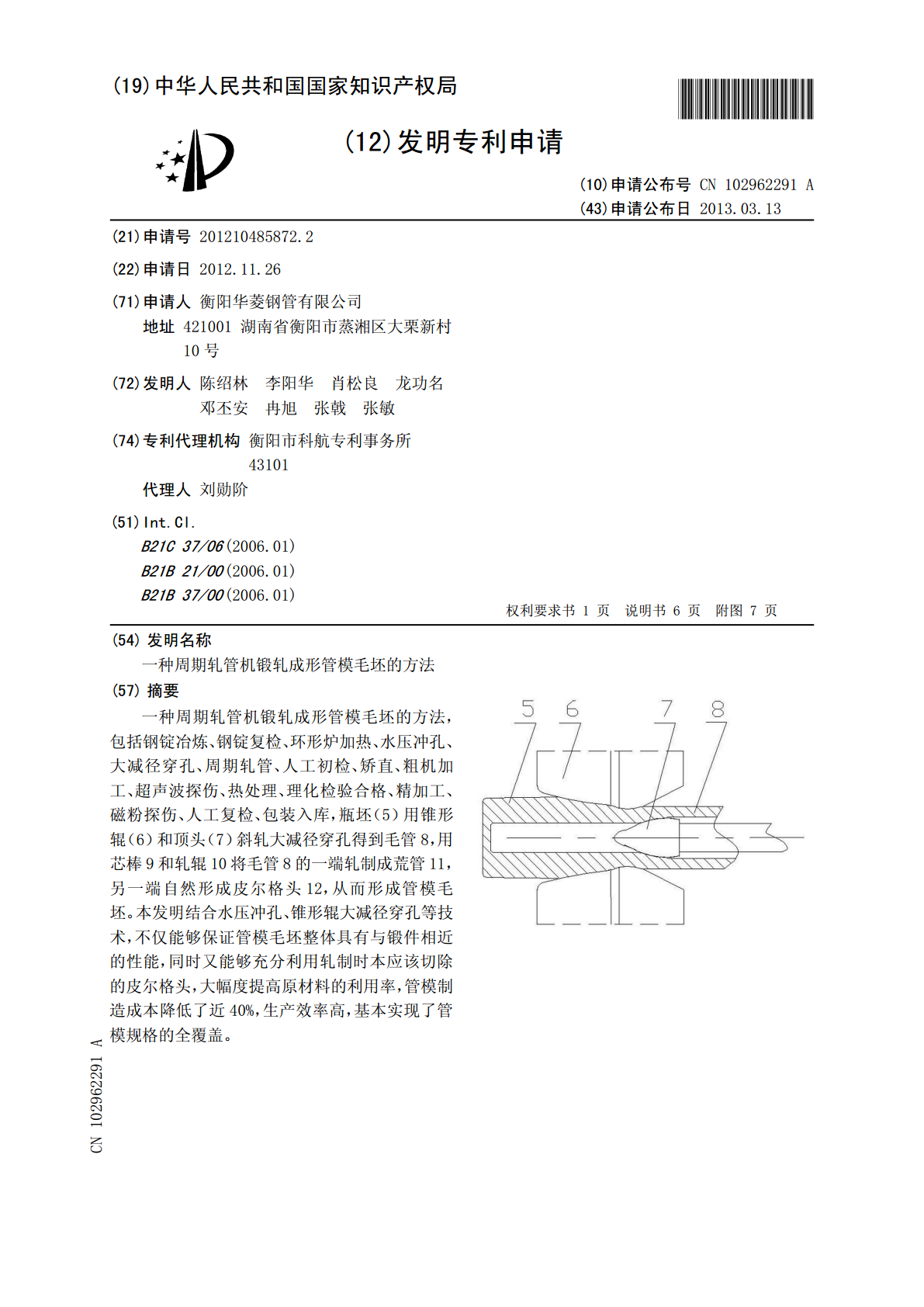
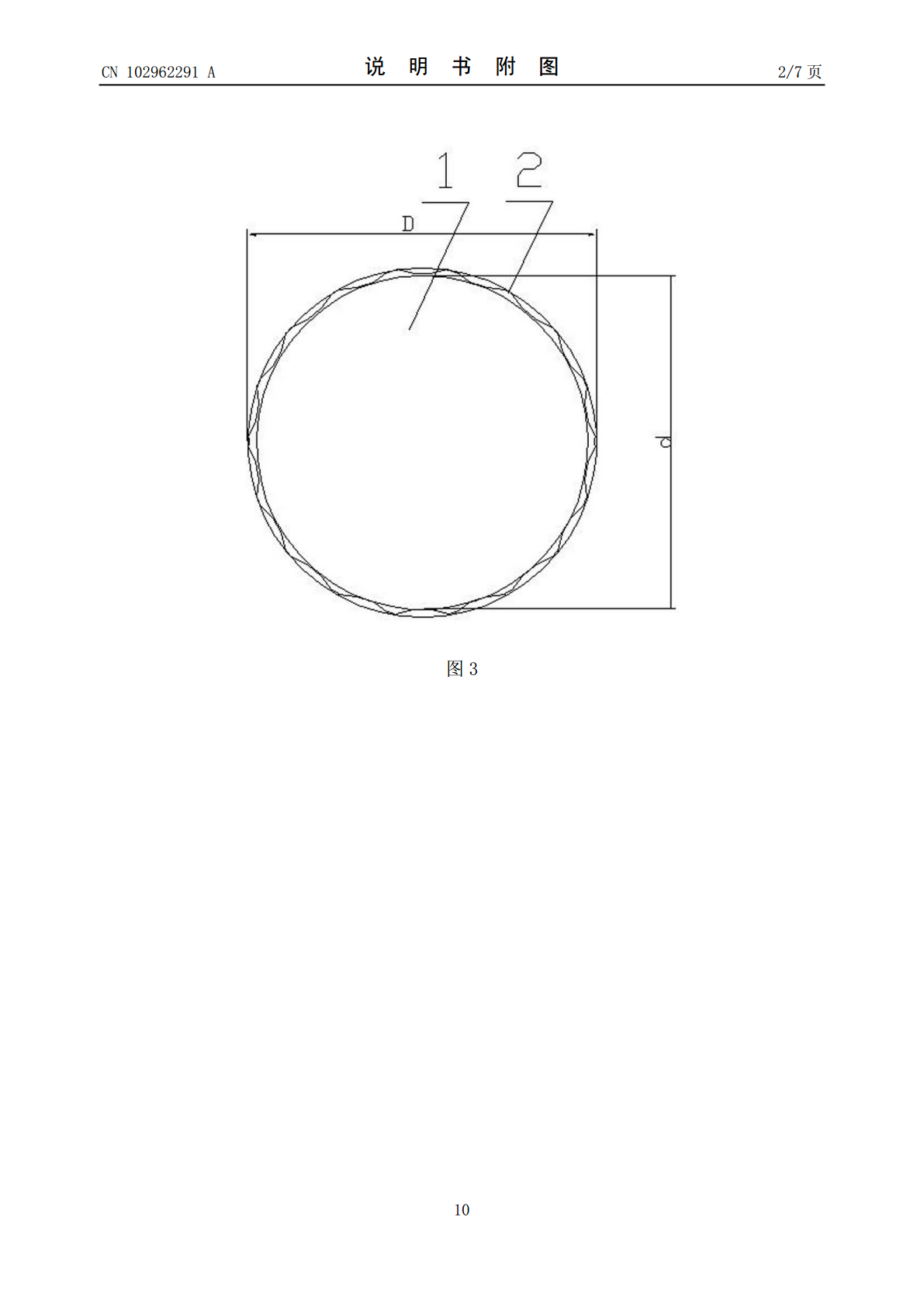
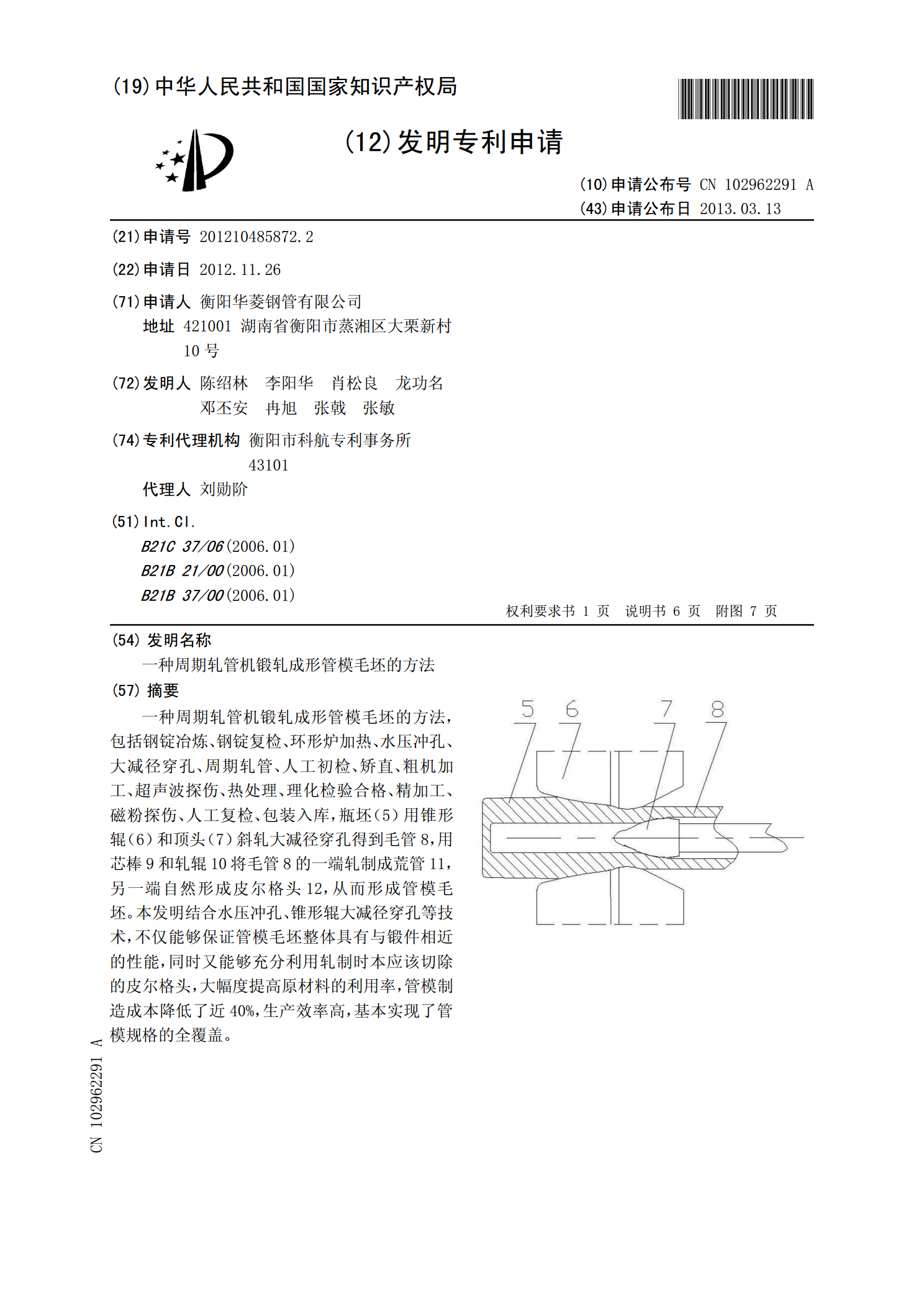
一种周期轧管机锻轧成形管模毛坯的方法,包括钢锭冶炼、钢锭复检、环形炉加热、水压冲孔、大减径穿孔、周期轧管、人工初检、矫直、粗机加工、超声波探伤、热处理、理化检验合格、精加工、磁粉探伤、人工复检、包装入库,瓶坯(5)用锥形辊(6)和顶头(7)斜轧大减径穿孔得到毛管8,用芯棒9和轧辊10将毛管8的一端轧制成荒管11,另一端自然形成皮尔格头12,从而形成管模毛坯。本发明结合水压冲孔、锥形辊大减径穿孔等技术,不仅能够保证管模毛坯整体具有与锻件相近的性能,同时又能够充分利用轧制时本应该切除的皮尔格头,大幅度提高原材
一种复合锻轧金属管成形机.pdf
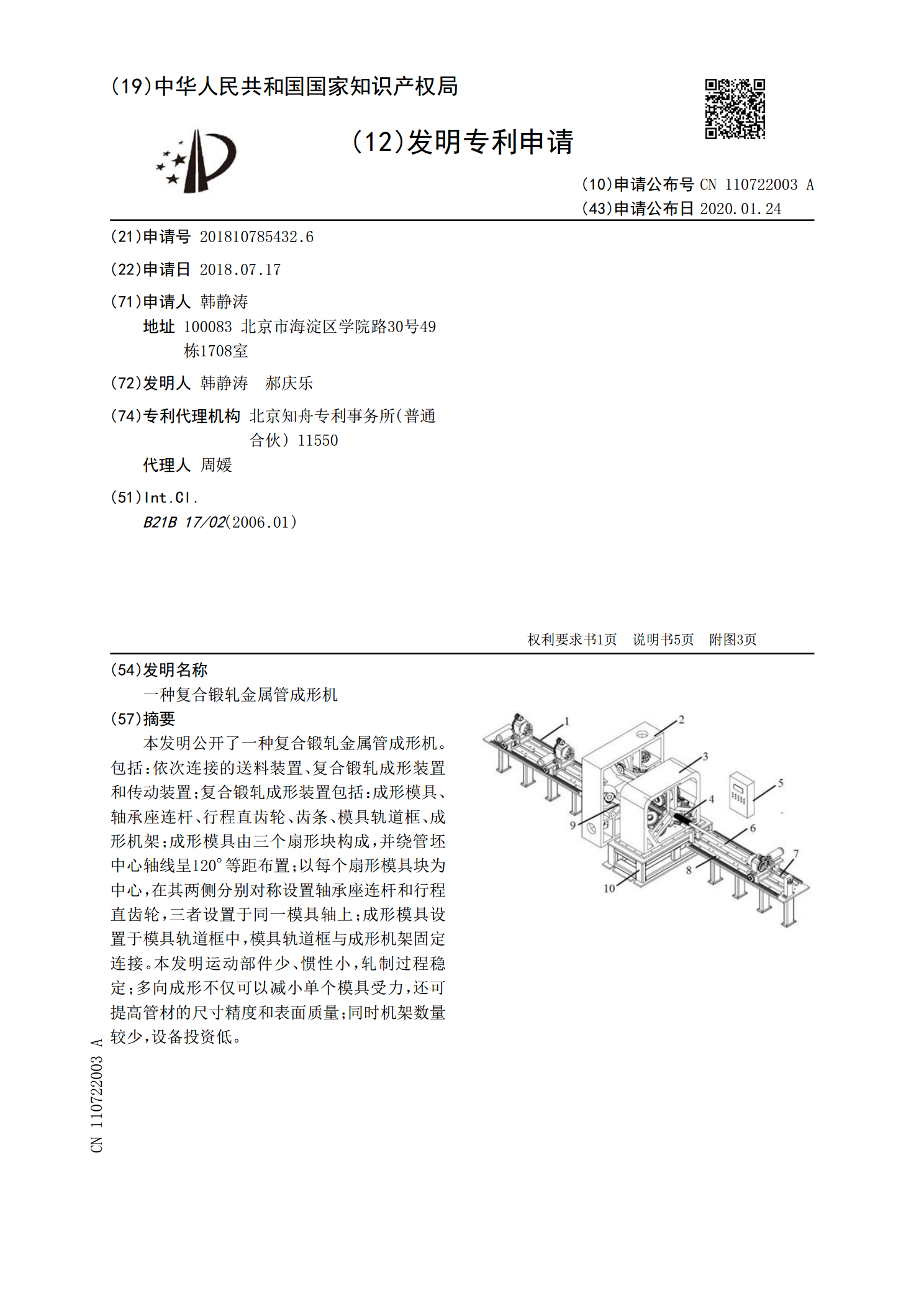
本发明公开了一种复合锻轧金属管成形机。包括:依次连接的送料装置、复合锻轧成形装置和传动装置;复合锻轧成形装置包括:成形模具、轴承座连杆、行程直齿轮、齿条、模具轨道框、成形机架;成形模具由三个扇形块构成,并绕管坯中心轴线呈120°等距布置;以每个扇形模具块为中心,在其两侧分别对称设置轴承座连杆和行程直齿轮,三者设置于同一模具轴上;成形模具设置于模具轨道框中,模具轨道框与成形机架固定连接。本发明运动部件少、惯性小,轧制过程稳定;多向成形不仅可以减小单个模具受力,还可提高管材的尺寸精度和表面质量;同时机架数量较
一种采用连铸坯周期锻轧毛坯的管模制造工艺.pdf
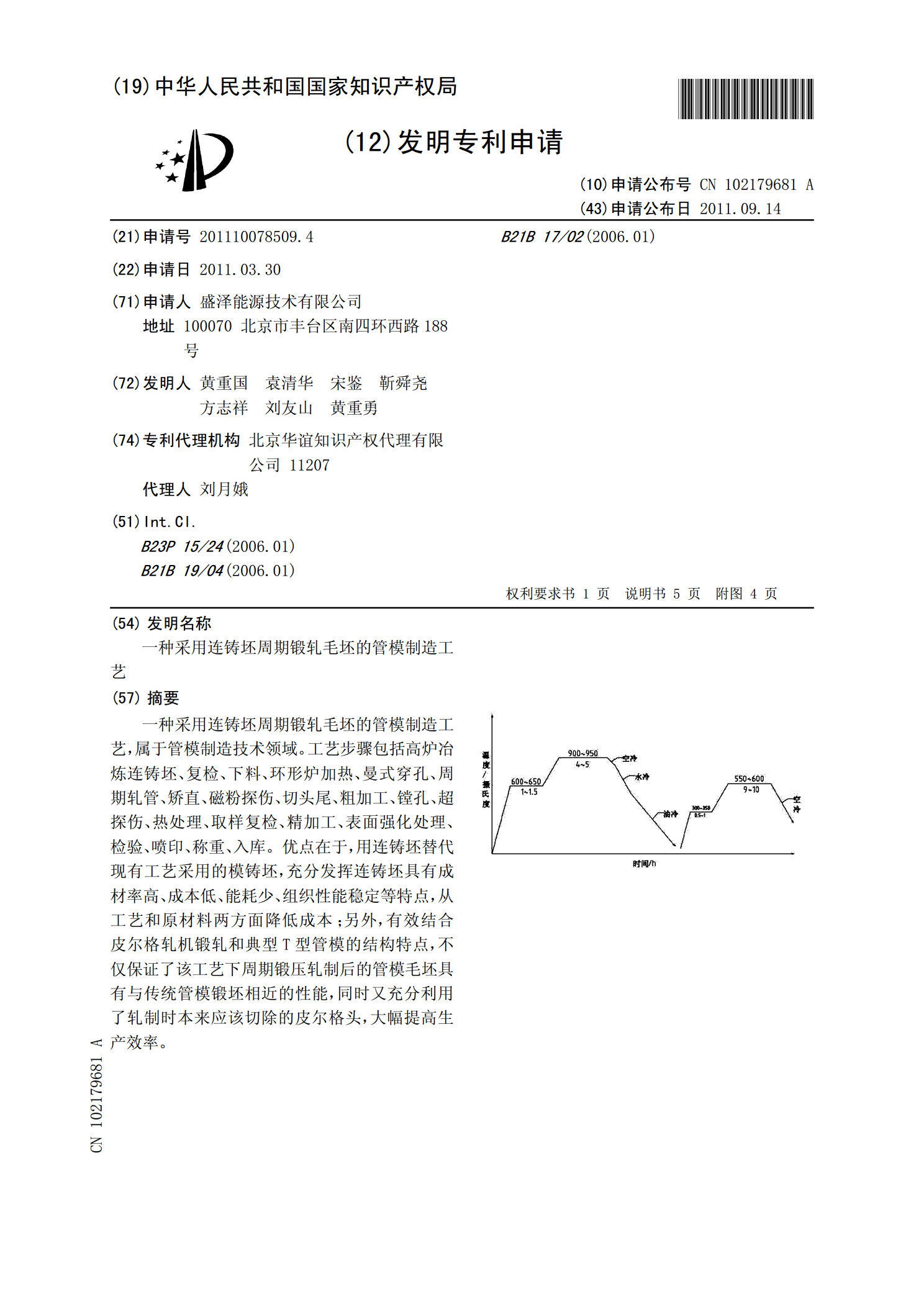
一种采用连铸坯周期锻轧毛坯的管模制造工艺,属于管模制造技术领域。工艺步骤包括高炉冶炼连铸坯、复检、下料、环形炉加热、曼式穿孔、周期轧管、矫直、磁粉探伤、切头尾、粗加工、镗孔、超探伤、热处理、取样复检、精加工、表面强化处理、检验、喷印、称重、入库。优点在于,用连铸坯替代现有工艺采用的模铸坯,充分发挥连铸坯具有成材率高、成本低、能耗少、组织性能稳定等特点,从工艺和原材料两方面降低成本;另外,有效结合皮尔格轧机锻轧和典型T型管模的结构特点,不仅保证了该工艺下周期锻压轧制后的管模毛坯具有与传统管模锻坯相近的性能,

自动轧管机轧管时的壁厚控制方法.docx
自动轧管机轧管时的壁厚控制方法Title:WallThicknessControlMethodsinAutomatedPipeRollingMachines1.IntroductionAutomatedpiperollingmachinesarewidelyusedinvariousindustriesformassproductionofpipeswithconsistentwallthickness.Thecontrolofwallthicknessduringtherollingprocessisc

锁链管轧管机.pdf
本发明公开了一种锁链管轧管机,包括底座,和安装在底座上的框架,在所述框架上安装一对主动成型辊轮和被动成型辊轮,所述的主动成型辊轮和被动成型辊轮的一侧引出端与传动机构连接,其中主动成型辊轮的另一侧端与减速电机连接,所述的被动成型辊轮通过对称安装在框架滑槽上的滑块与位于框架上部的液压油缸连接。该锁链管具有减少流阻,改变换热面积及管体内的流体冲刷,不易产生结垢,并可增强换热效果。利用锁链管轧管机连续成型的锁链管,填补了该领域的空白。