
一种用于真空熔炼炉的坩埚篮及其制作方法.pdf

是向****23


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于真空熔炼炉的坩埚篮及其制作方法.pdf
本发明涉及一种用于真空熔炼炉的坩埚篮及其制作方法,坩埚篮包括坩埚篮套和成型坩埚,成型坩埚位于坩埚篮套的内侧,成型坩埚与坩埚篮套之间填充有耐火材料,在耐火材料、成型坩埚和坩埚篮套之间用炉领料封严,坩埚篮套采用石棉布和不锈钢丝网利用配置粘接剂粘结而成,耐火材料选用电熔镁砂等,炉领料为耐火泥和水玻璃混合而成,制作用于真空熔炼炉的坩埚篮包括一下步骤:(1)配置粘接剂;(2)制作坩埚篮套;(3)制作坩埚篮;(4)烘烤坩埚篮。本发明坩埚篮替代30kg以上真空熔炼炉直接在真空炉上打结的生产方式,实现了批量生产,制作、烘
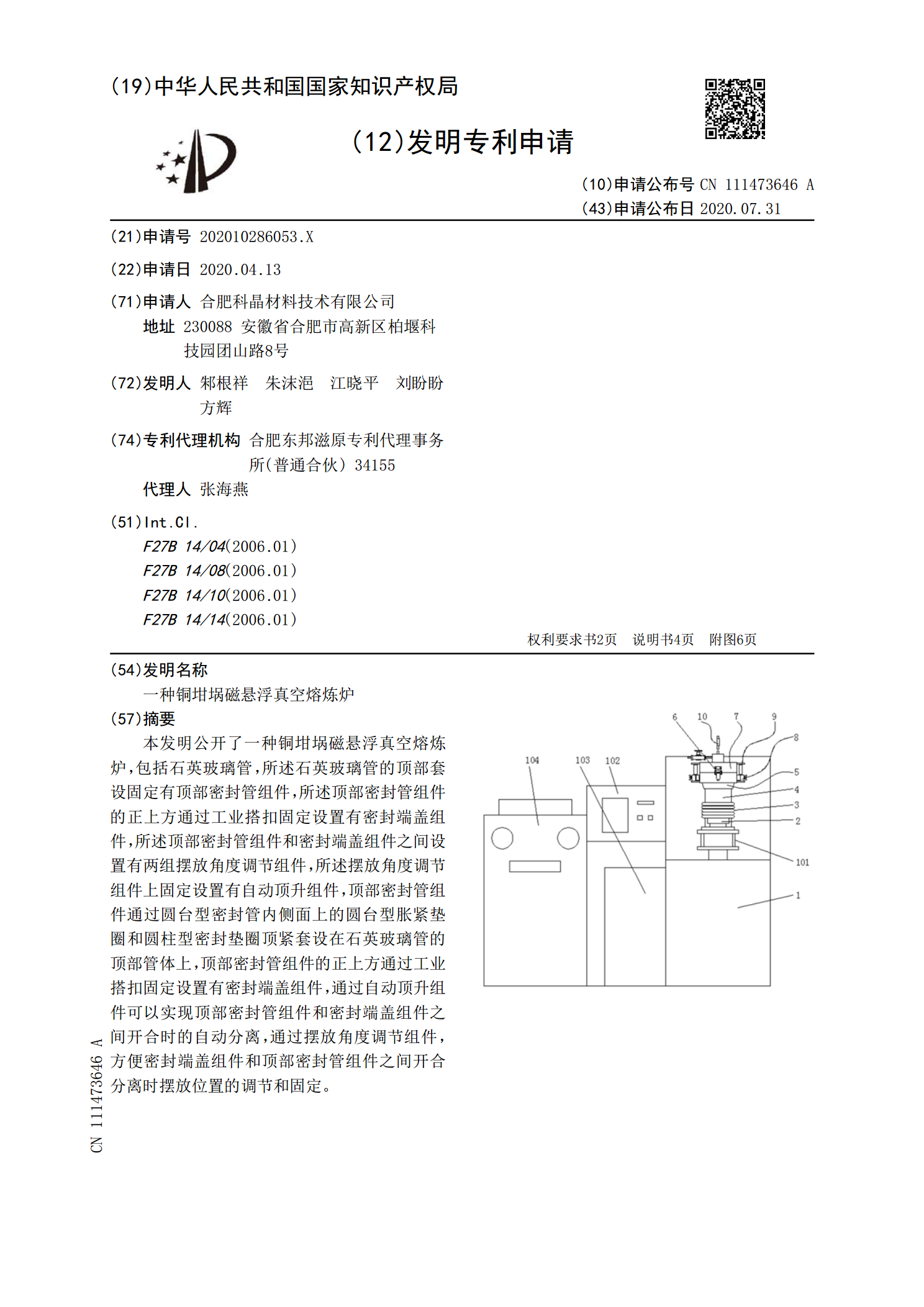
一种铜坩埚磁悬浮真空熔炼炉.pdf
本发明公开了一种铜坩埚磁悬浮真空熔炼炉,包括石英玻璃管,所述石英玻璃管的顶部套设固定有顶部密封管组件,所述顶部密封管组件的正上方通过工业搭扣固定设置有密封端盖组件,所述顶部密封管组件和密封端盖组件之间设置有两组摆放角度调节组件,所述摆放角度调节组件上固定设置有自动顶升组件,顶部密封管组件通过圆台型密封管内侧面上的圆台型胀紧垫圈和圆柱型密封垫圈顶紧套设在石英玻璃管的顶部管体上,顶部密封管组件的正上方通过工业搭扣固定设置有密封端盖组件,通过自动顶升组件可以实现顶部密封管组件和密封端盖组件之间开合时的自动分离,
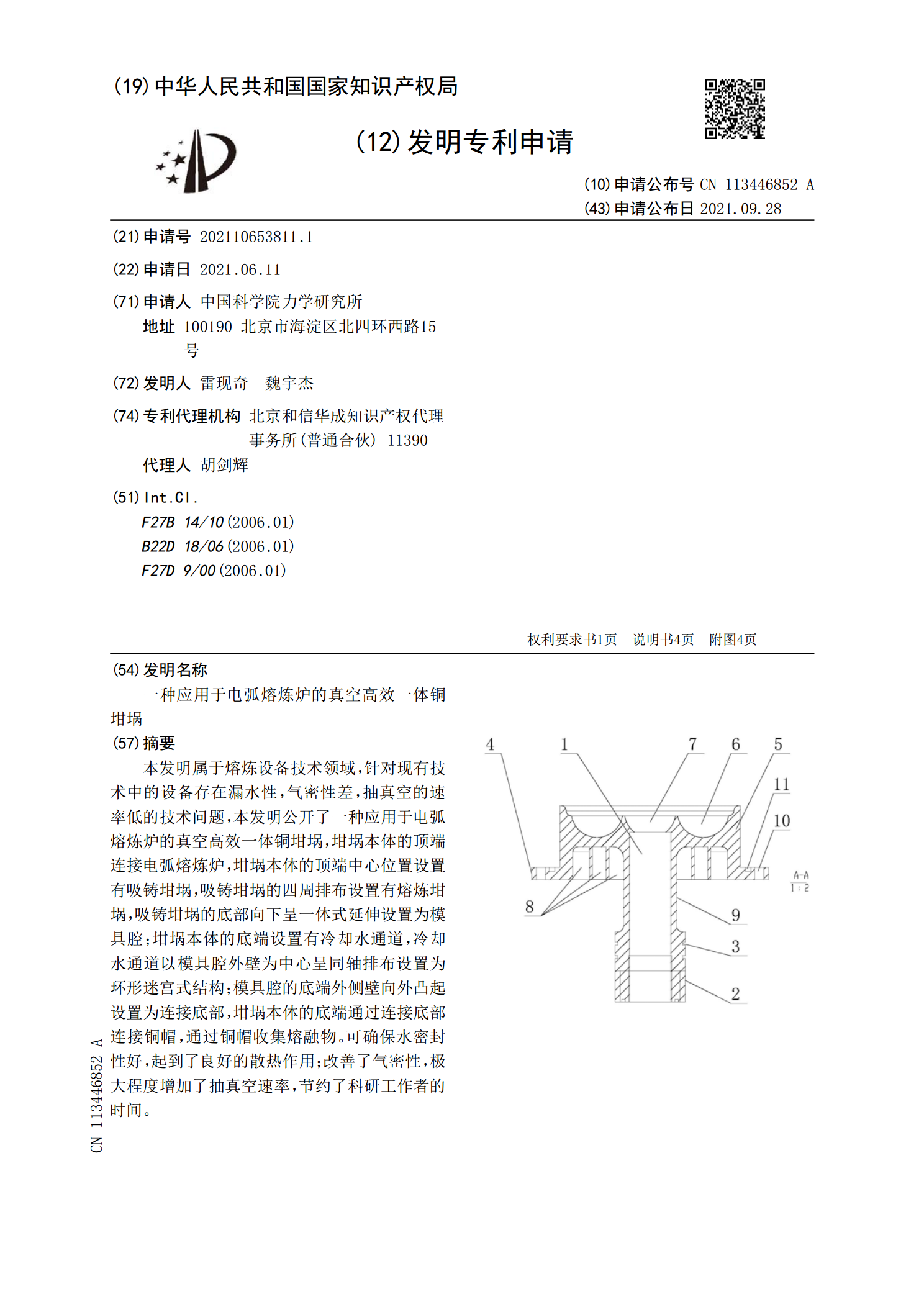
一种应用于电弧熔炼炉的真空高效一体铜坩埚.pdf
本发明属于熔炼设备技术领域,针对现有技术中的设备存在漏水性,气密性差,抽真空的速率低的技术问题,本发明公开了一种应用于电弧熔炼炉的真空高效一体铜坩埚,坩埚本体的顶端连接电弧熔炼炉,坩埚本体的顶端中心位置设置有吸铸坩埚,吸铸坩埚的四周排布设置有熔炼坩埚,吸铸坩埚的底部向下呈一体式延伸设置为模具腔;坩埚本体的底端设置有冷却水通道,冷却水通道以模具腔外壁为中心呈同轴排布设置为环形迷宫式结构;模具腔的底端外侧壁向外凸起设置为连接底部,坩埚本体的底端通过连接底部连接铜帽,通过铜帽收集熔融物。可确保水密封性好,起到了

一种真空感应熔炼炉坩埚的打炉方法.pdf
本发明公开了一种真空感应熔炼炉坩埚的打炉方法,涉及感应炉坩埚制作技术领域。本发明所述真空感应熔炼炉坩埚的打炉方法包括如下步骤:固定线圈;以高纯石英砂和结合剂配制砂料A、砂料B;以砂料A打制炉底;以筑炉炉衬材料进行炉衬衬底和炉壁的打结;待打结至自上而下数第二根线圈的上端时,以砂料B进行炉口打结,打结至线圈的顶部,得到新打制的坩埚;烘烤,得到所述真空感应熔炼炉坩埚;所述步骤(2)中,砂料A由如下重量份的成分组成:高纯石英砂86~88份和结合剂12~14份,砂料B由如下重量份的成分组成:高纯石英砂75~77份和
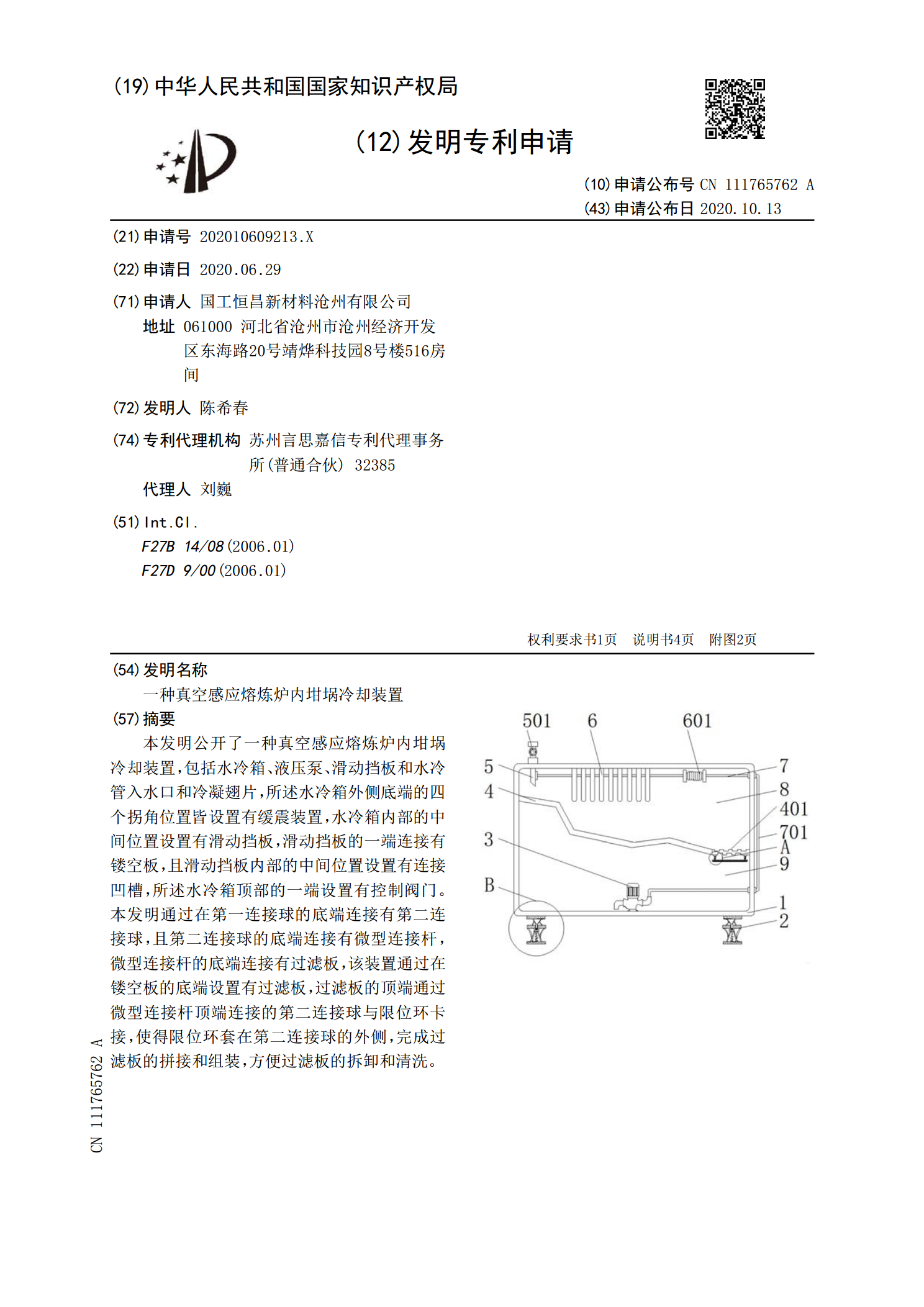
一种真空感应熔炼炉内坩埚冷却装置.pdf
本发明公开了一种真空感应熔炼炉内坩埚冷却装置,包括水冷箱、液压泵、滑动挡板和水冷管入水口和冷凝翅片,所述水冷箱外侧底端的四个拐角位置皆设置有缓震装置,水冷箱内部的中间位置设置有滑动挡板,滑动挡板的一端连接有镂空板,且滑动挡板内部的中间位置设置有连接凹槽,所述水冷箱顶部的一端设置有控制阀门。本发明通过在第一连接球的底端连接有第二连接球,且第二连接球的底端连接有微型连接杆,微型连接杆的底端连接有过滤板,该装置通过在镂空板的底端设置有过滤板,过滤板的顶端通过微型连接杆顶端连接的第二连接球与限位环卡接,使得限位环