
步进式加热炉板坯出料停止位动态调节装置及其使用方法.pdf

傲丝****账号

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
步进式加热炉板坯出料停止位动态调节装置及其使用方法.pdf
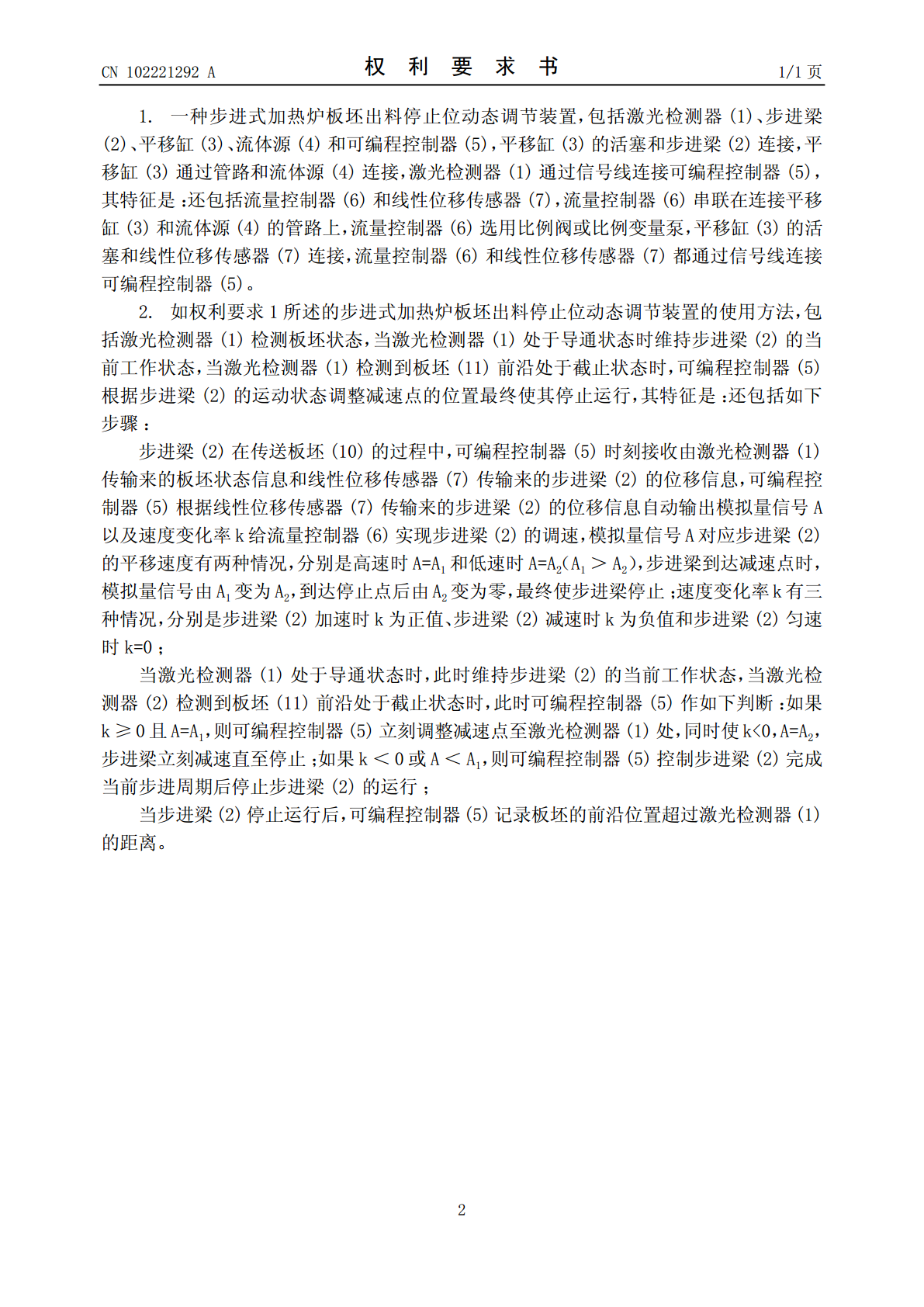
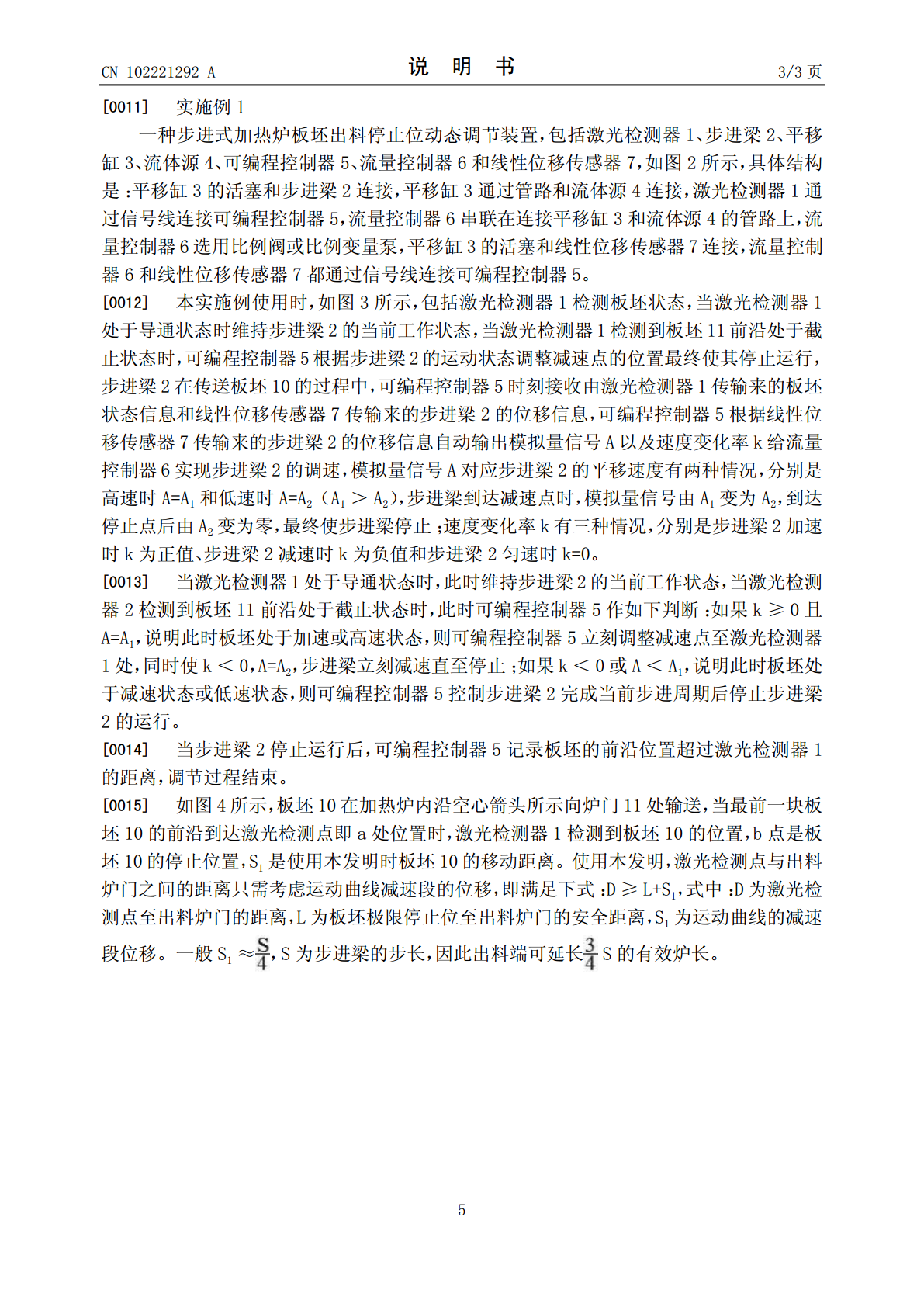
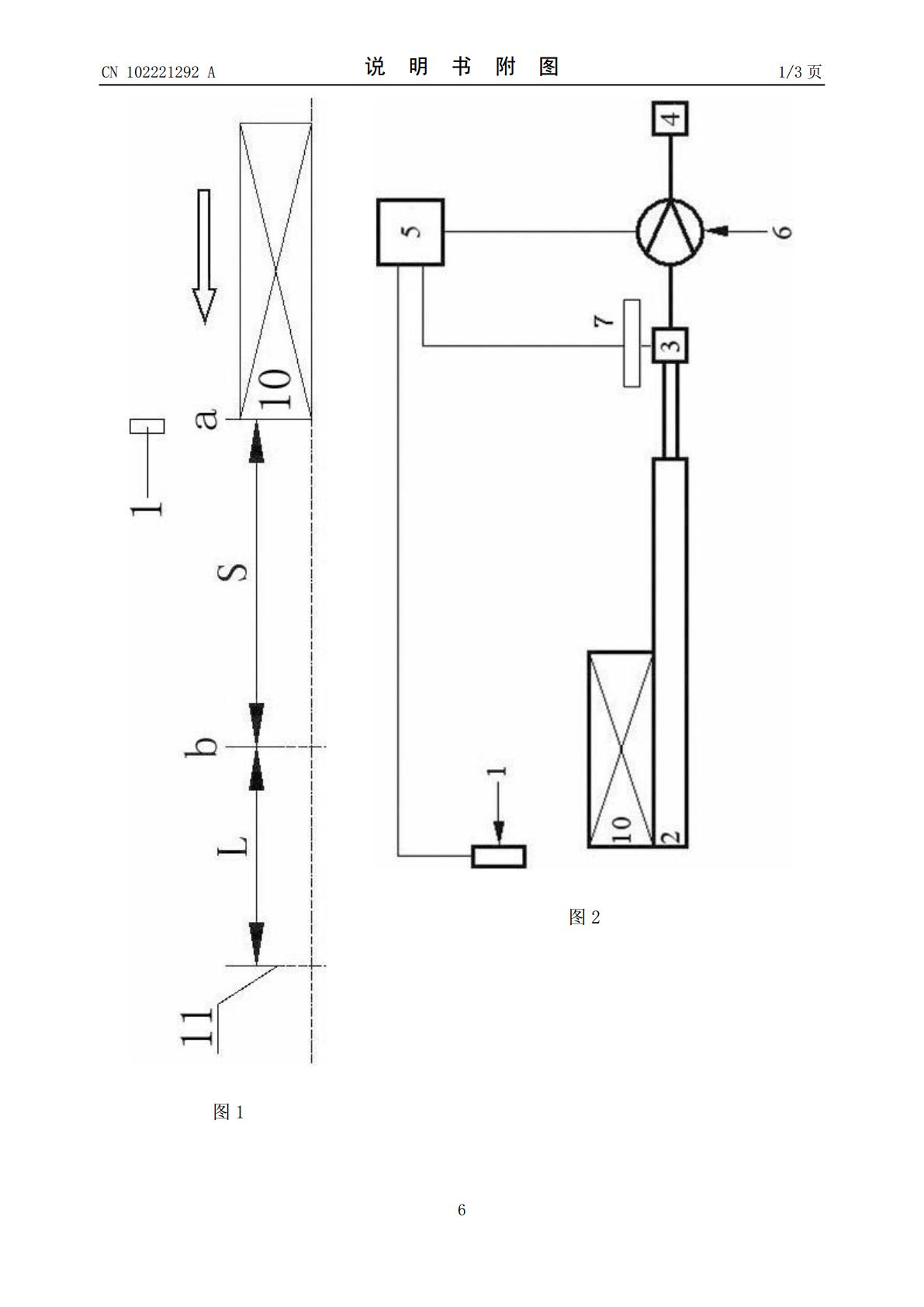
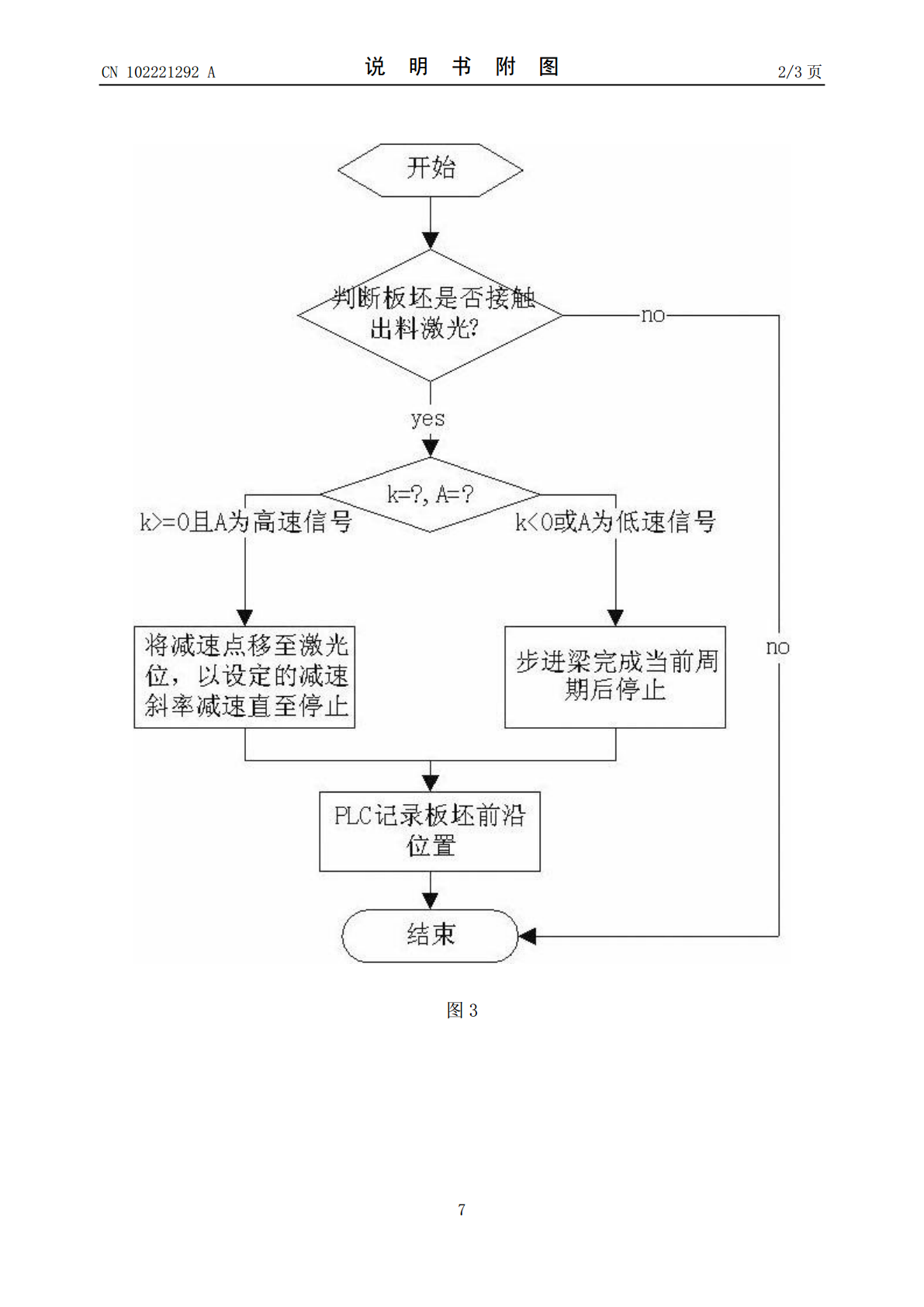
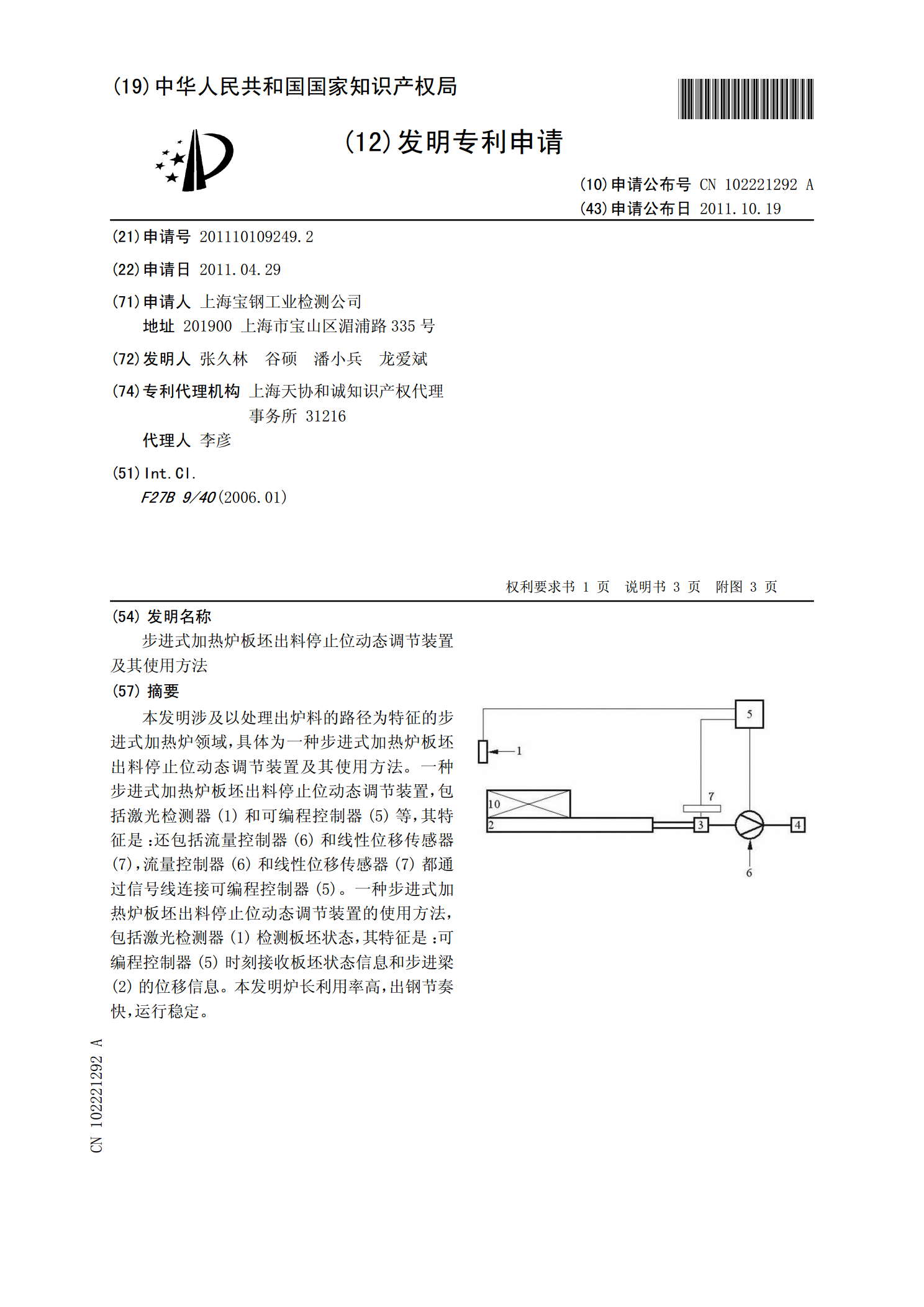
本发明涉及以处理出炉料的路径为特征的步进式加热炉领域,具体为一种步进式加热炉板坯出料停止位动态调节装置及其使用方法。一种步进式加热炉板坯出料停止位动态调节装置,包括激光检测器(1)和可编程控制器(5)等,其特征是:还包括流量控制器(6)和线性位移传感器(7),流量控制器(6)和线性位移传感器(7)都通过信号线连接可编程控制器(5)。一种步进式加热炉板坯出料停止位动态调节装置的使用方法,包括激光检测器(1)检测板坯状态,其特征是:可编程控制器(5)时刻接收板坯状态信息和步进梁(2)的位移信息。本发明炉长利用
一种用于步进式加热炉的出料装置.pdf
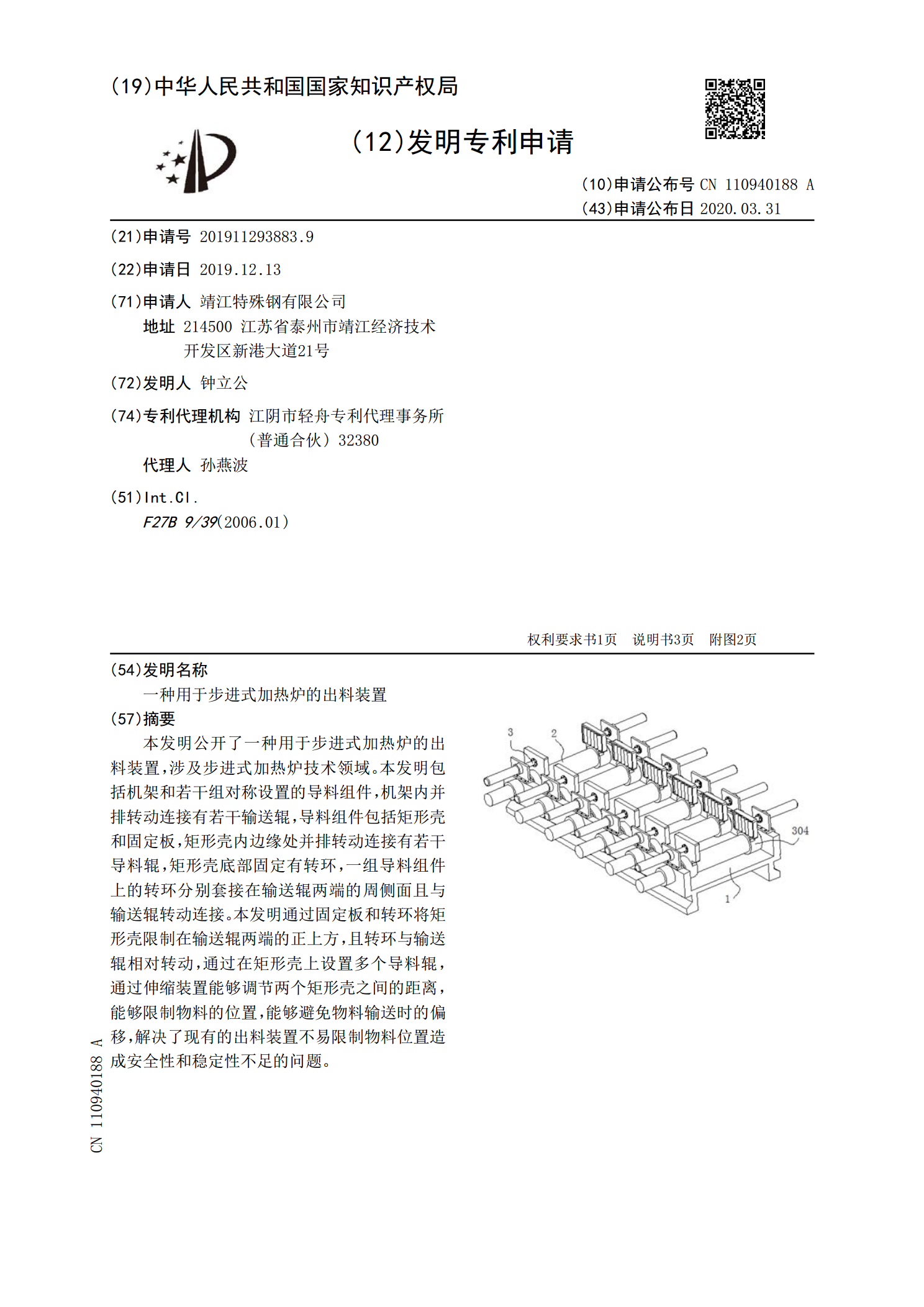
本发明公开了一种用于步进式加热炉的出料装置,涉及步进式加热炉技术领域。本发明包括机架和若干组对称设置的导料组件,机架内并排转动连接有若干输送辊,导料组件包括矩形壳和固定板,矩形壳内边缘处并排转动连接有若干导料辊,矩形壳底部固定有转环,一组导料组件上的转环分别套接在输送辊两端的周侧面且与输送辊转动连接。本发明通过固定板和转环将矩形壳限制在输送辊两端的正上方,且转环与输送辊相对转动,通过在矩形壳上设置多个导料辊,通过伸缩装置能够调节两个矩形壳之间的距离,能够限制物料的位置,能够避免物料输送时的偏移,解决了现有
斜辊式加热炉出料装置.pdf
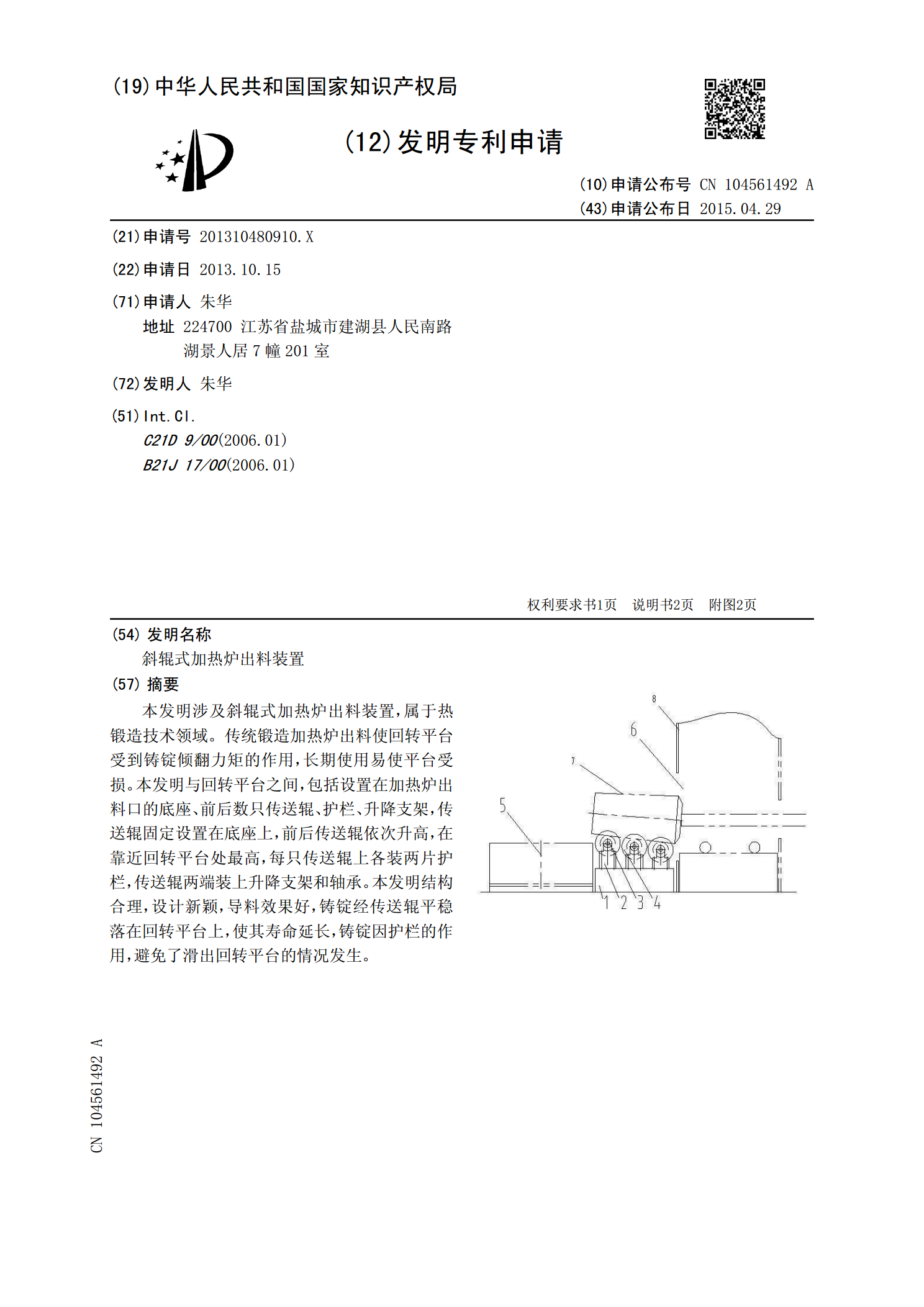
本发明涉及斜辊式加热炉出料装置,属于热锻造技术领域。传统锻造加热炉出料使回转平台受到铸锭倾翻力矩的作用,长期使用易使平台受损。本发明与回转平台之间,包括设置在加热炉出料口的底座、前后数只传送辊、护栏、升降支架,传送辊固定设置在底座上,前后传送辊依次升高,在靠近回转平台处最高,每只传送辊上各装两片护栏,传送辊两端装上升降支架和轴承。本发明结构合理,设计新颖,导料效果好,铸锭经传送辊平稳落在回转平台上,使其寿命延长,铸锭因护栏的作用,避免了滑出回转平台的情况发生。
动态聚料式液体材料装运装置及动态出料方法.pdf
本发明涉及动态聚料式液体材料装运装置及动态出料方法,技术方案是,箱体内悬挂连接有上口周壁与箱体顶板内壁密封连接在一起的袋体,袋体外壁与箱体内壁之间的空间构成充气腔,袋体内壁与箱体顶板之间空间构成装料腔,袋体底部两侧装有与其下表面固定在一起的导向托杆,导向托杆两端设置有沿竖直方向滚动的滚轮,箱体两侧的内壁上装有沿竖直方向布置的轨道,滚轮置于轨道内,箱体底部连接有与充气腔相连通的出液管路,本发明收料几乎无残留,大大提高了收料的效率,压缩了卸料的时间,节约了卸料成本,运输快速、高效、安全。
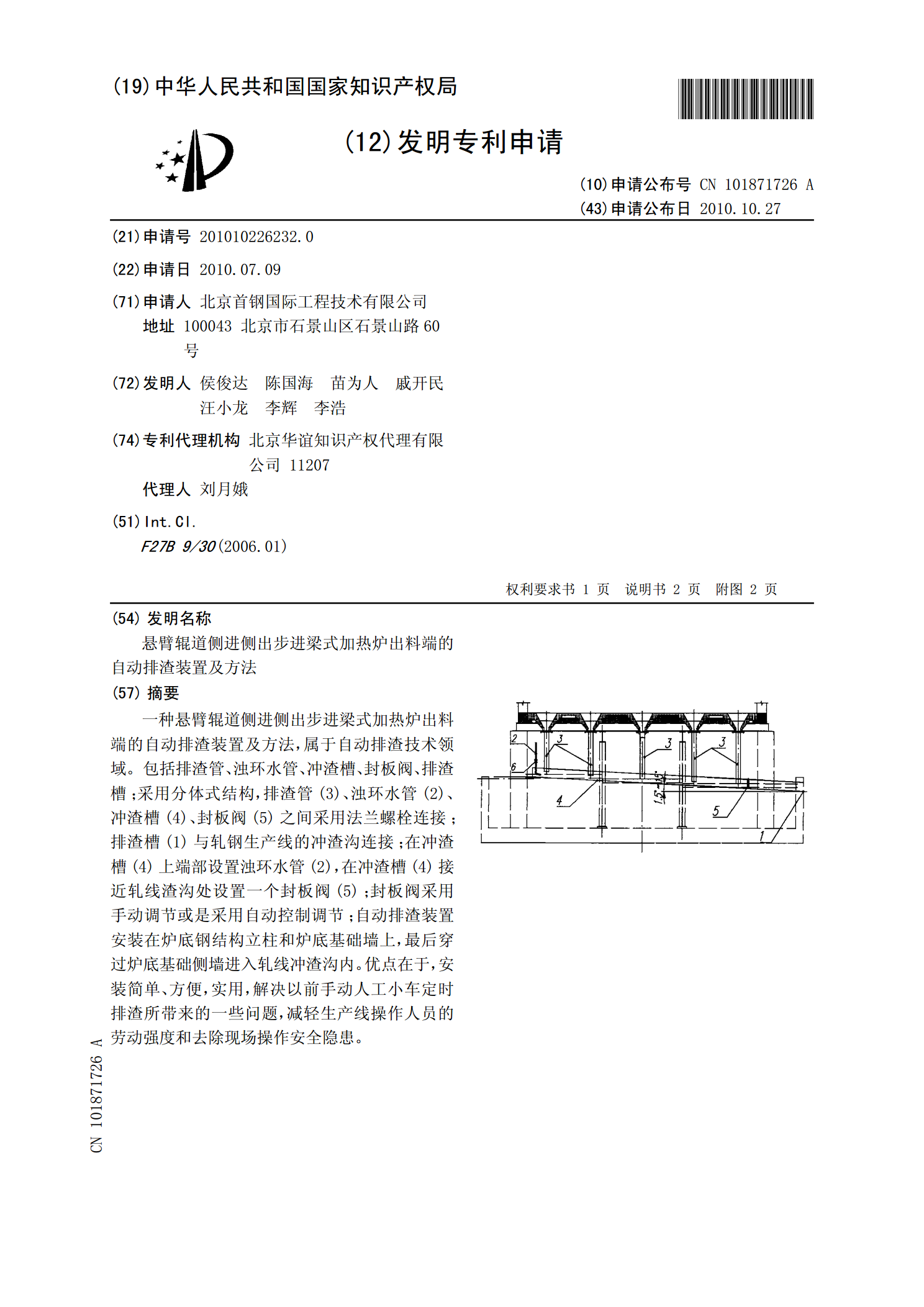
悬臂辊道侧进侧出步进梁式加热炉出料端的自动排渣装置及方法.pdf
一种悬臂辊道侧进侧出步进梁式加热炉出料端的自动排渣装置及方法,属于自动排渣技术领域。包括排渣管、浊环水管、冲渣槽、封板阀、排渣槽;采用分体式结构,排渣管(3)、浊环水管(2)、冲渣槽(4)、封板阀(5)之间采用法兰螺栓连接;排渣槽(1)与轧钢生产线的冲渣沟连接;在冲渣槽(4)上端部设置浊环水管(2),在冲渣槽(4)接近轧线渣沟处设置一个封板阀(5);封板阀采用手动调节或是采用自动控制调节;自动排渣装置安装在炉底钢结构立柱和炉底基础墙上,最后穿过炉底基础侧墙进入轧线冲渣沟内。优点在于,安装简单、方便,实用,