
TC18钛合金激光-氩弧复合热源焊接工艺.pdf

一吃****海逸

1/7
2/7
3/7

4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
TC18钛合金激光-氩弧复合热源焊接工艺.pdf
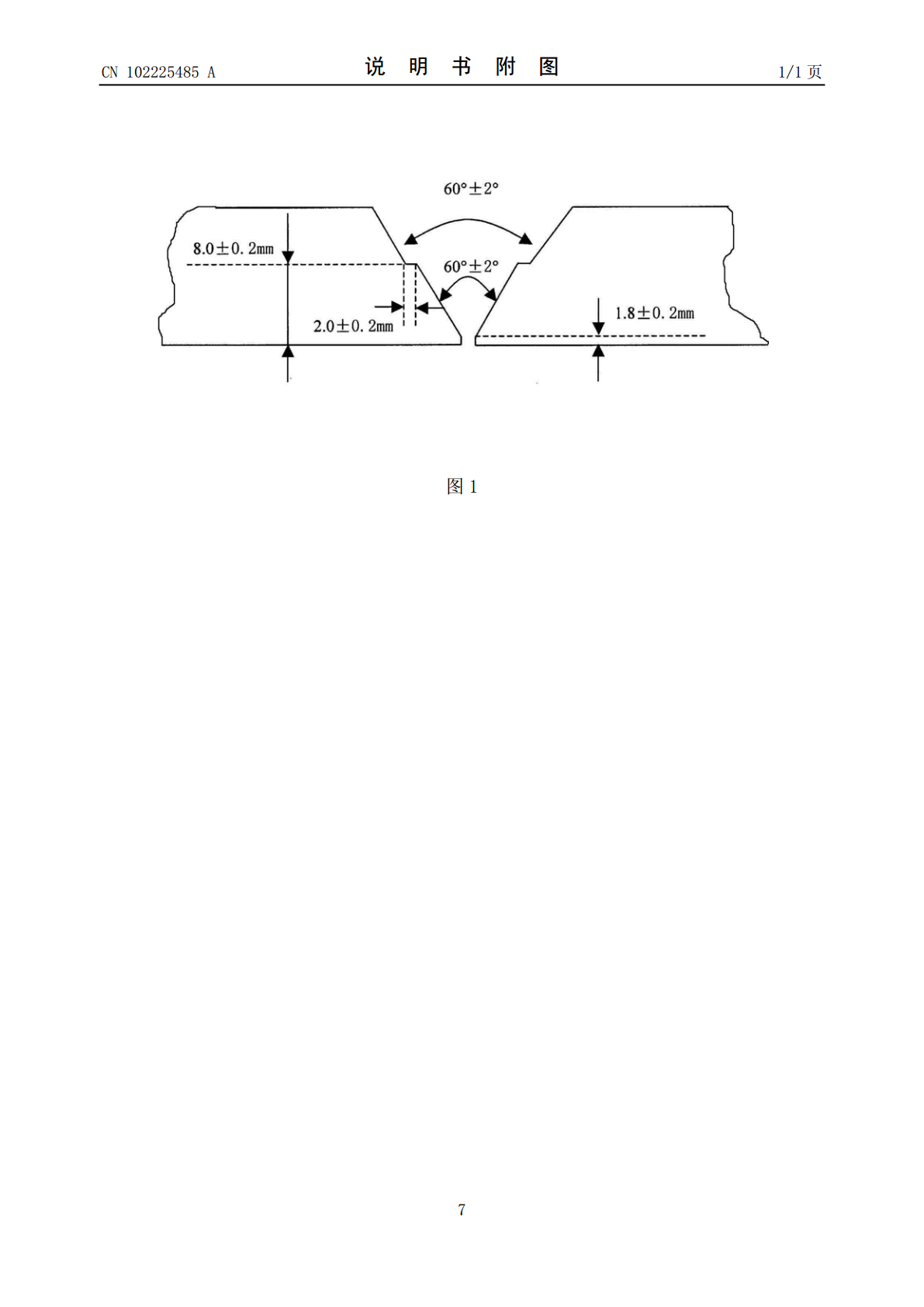
本发明涉及一种TC18钛合金激光-氩弧复合热源焊接工艺,其特征在于如下步骤:1)被焊接的TC18钛合金锻件板材厚度在7mm~18mm之间;2)加工坡口;3)焊前准备;4)焊接;5)焊接完毕后,进行温度为700℃的真空热处理,保温1小时,炉冷至室温,然后出炉。采用激光-氩弧复合热源焊接工艺获得了单面焊双面成型接头,实现了TC18钛合金材料的高效、优质焊接,焊接过程稳定、连续可控。

钛合金激光—钨极氩弧复合焊T型接头组织与性能研究的开题报告.docx
钛合金激光—钨极氩弧复合焊T型接头组织与性能研究的开题报告一、选题背景钛合金由于具有低密度、高强度、良好的耐腐蚀性、生物相容性和高温稳定性等优异性能,因此被广泛应用于航空、航天、国防和生物医学等领域。而T型接头是钛合金结构中广泛存在的一种连接方式,它的连接质量直接影响整个结构的强度和稳定性。为了提高T型接头的连接质量,在焊接过程中需要控制好组织和性能。近年来,钛合金的激光焊和钨极氩弧焊技术被广泛应用于钛合金的焊接中。激光焊具有焊接速度快、熔池深度浅、热影响区小且焊缝成型美观等优点,而钨极氩弧焊则具有焊接过
不锈钢激光MAG电弧复合热源焊接工艺及机理研究.pdf
长春理工大学硕士学位论文不锈钢激光—MAG电弧复合热源焊接工艺及机理研究姓名:康乐申请学位级别:硕士专业:材料加工工程指导教师:刘景和20080401摘要本文在综合国内外激光.电弧复合热源焊接技术研究状况的基础上以不锈钢为研究对象系统研究了低功率す猓甅电弧旁轴复合热源的焊接特性分析了各种参

不锈钢激光—MAG电弧复合热源焊接工艺及机理研究的综述报告.docx
不锈钢激光—MAG电弧复合热源焊接工艺及机理研究的综述报告随着技术的不断发展,激光-熔化极惯性气体保护(MAG)电弧复合热源焊接技术逐渐成为焊接领域的热点,其可在不影响不锈钢结构强度和质量的同时提高焊接效率和精度。在这篇综述报告中,我们针对这项技术进行了深入研究,包括它的工艺流程及机理等方面的详细介绍。1.工艺流程激光-MAG电弧复合热源焊接技术是一种高温与高能流结合的热源焊接技术,该技术主要通过MAG电弧和激光的双重能量作用下完成不锈钢板材的熔化和固化,其中激光能量主要用于材料表面的熔化,而MAG电弧则
一种钛合金板激光电弧复合焊接平台及焊接方法.pdf
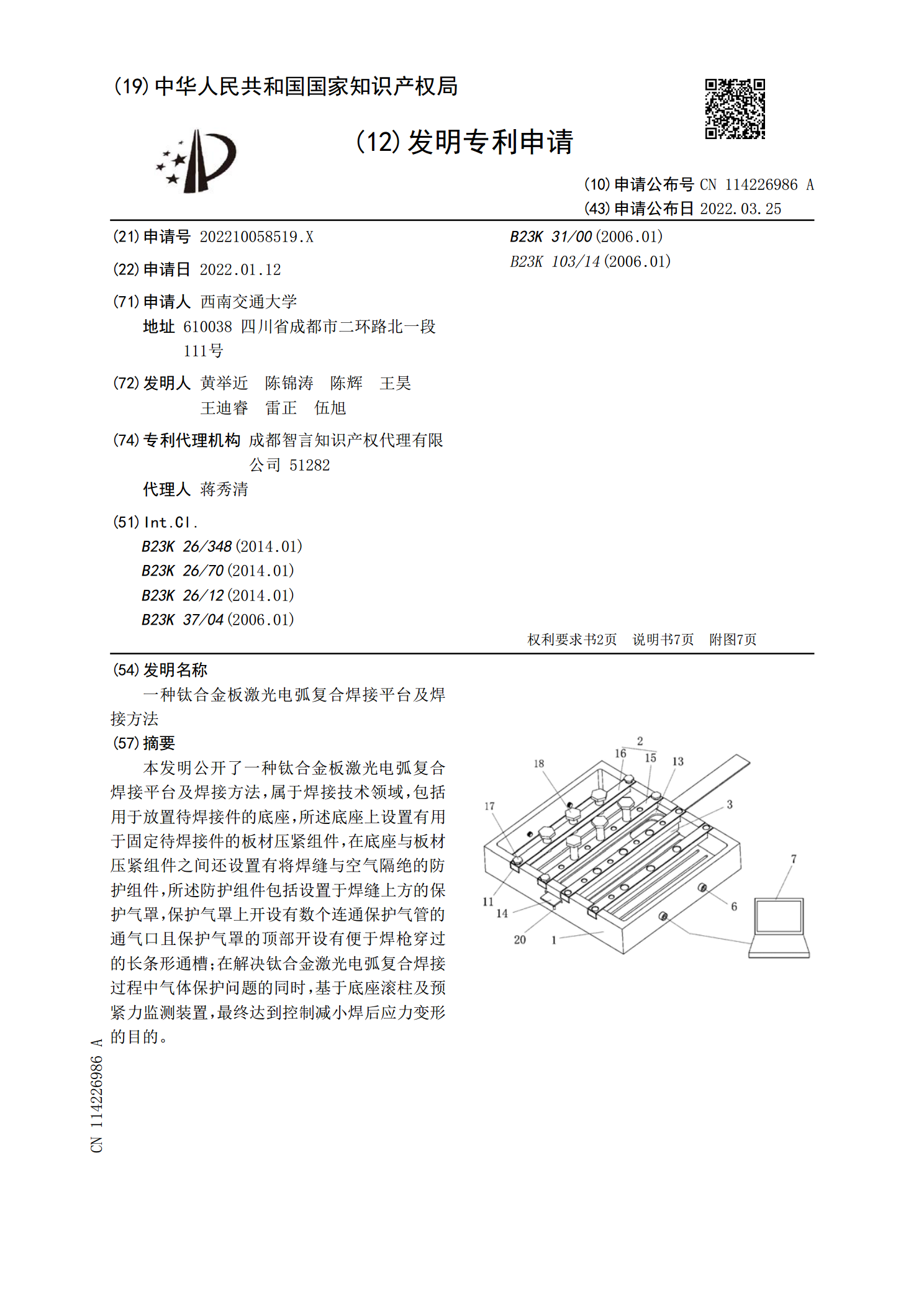
本发明公开了一种钛合金板激光电弧复合焊接平台及焊接方法,属于焊接技术领域,包括用于放置待焊接件的底座,所述底座上设置有用于固定待焊接件的板材压紧组件,在底座与板材压紧组件之间还设置有将焊缝与空气隔绝的防护组件,所述防护组件包括设置于焊缝上方的保护气罩,保护气罩上开设有数个连通保护气管的通气口且保护气罩的顶部开设有便于焊枪穿过的长条形通槽;在解决钛合金激光电弧复合焊接过程中气体保护问题的同时,基于底座滚柱及预紧力监测装置,最终达到控制减小焊后应力变形的目的。