
一种锌铝无缝药芯焊丝制备方法.pdf

佳宁****么啦

1/5
2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种锌铝无缝药芯焊丝制备方法.pdf
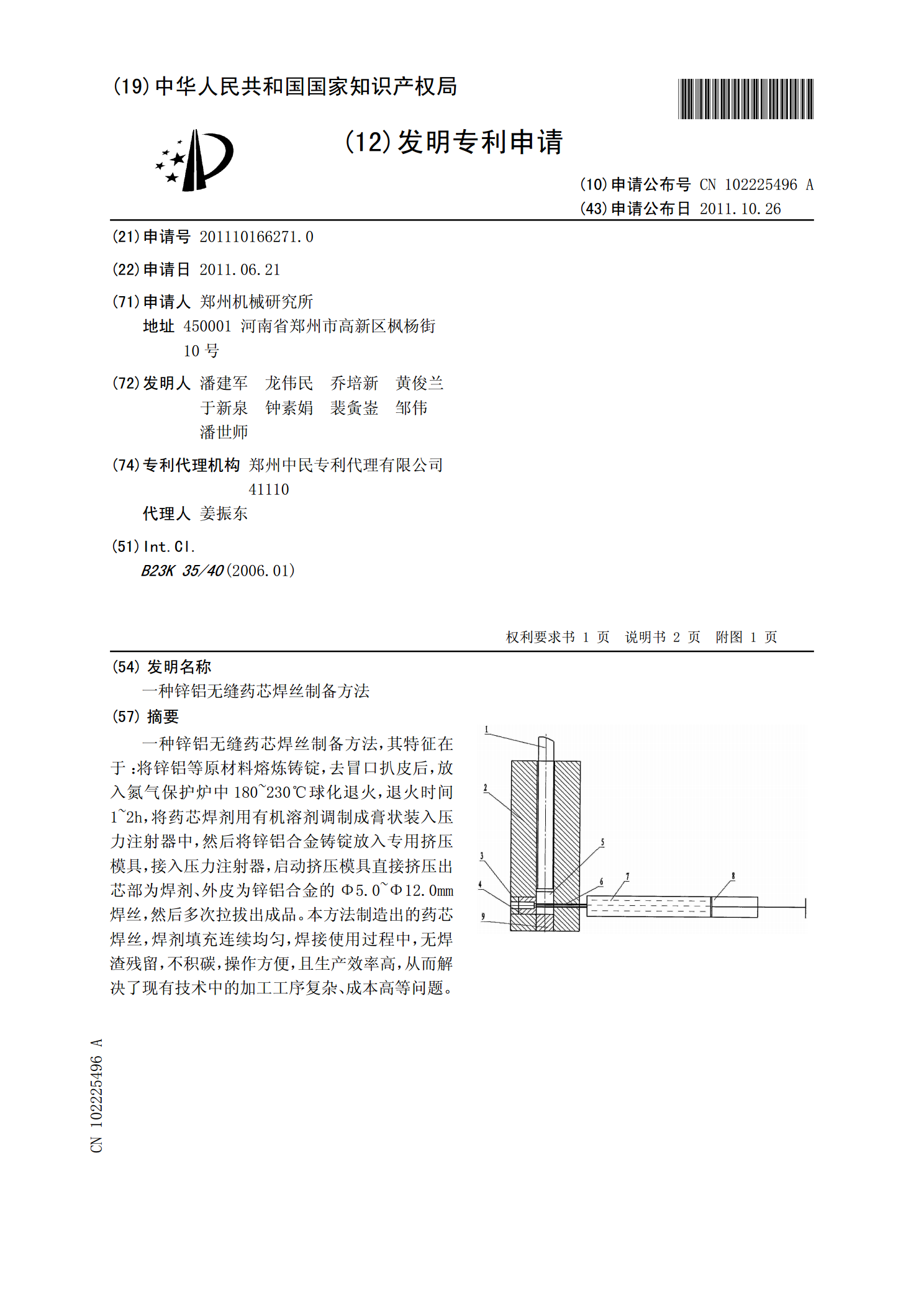
一种锌铝无缝药芯焊丝制备方法,其特征在于:将锌铝等原材料熔炼铸锭,去冒口扒皮后,放入氮气保护炉中180~230℃球化退火,退火时间1~2h,将药芯焊剂用有机溶剂调制成膏状装入压力注射器中,然后将锌铝合金铸锭放入专用挤压模具,接入压力注射器,启动挤压模具直接挤压出芯部为焊剂、外皮为锌铝合金的Φ5.0~Φ12.0mm焊丝,然后多次拉拔出成品。本方法制造出的药芯焊丝,焊剂填充连续均匀,焊接使用过程中,无焊渣残留,不积碳,操作方便,且生产效率高,从而解决了现有技术中的加工工序复杂、成本高等问题。

一种无缝药芯焊丝制造方法.pdf
本发明介绍了一种无缝药芯焊丝制造方法,将低碳钢带轧制成“U”型槽,将药粉填加在“U”型槽内后轧制成“O”型,然后将其焊合;焊后坯管冷连轧减径至6~12mm,将管内的药粉压制密实;把压制后的钢管放入退火炉内整体退火,然后收线成盘;将上述焊丝线盘酸洗、石灰涂层,拉拔至1.2~4.0mm成品,将该焊丝镀铜层绕后在真空包装机上密封包装,即得成品。本发明的方法可制备φ1.0~4.0mm无缝药芯焊丝,用于907A、945、921A、980等高强钢的焊接;焊丝能满足屈服强度大于785MPa高强度结构钢焊接需要,熔敷金属
一种药芯锌铝钎料及其制备方法.pdf
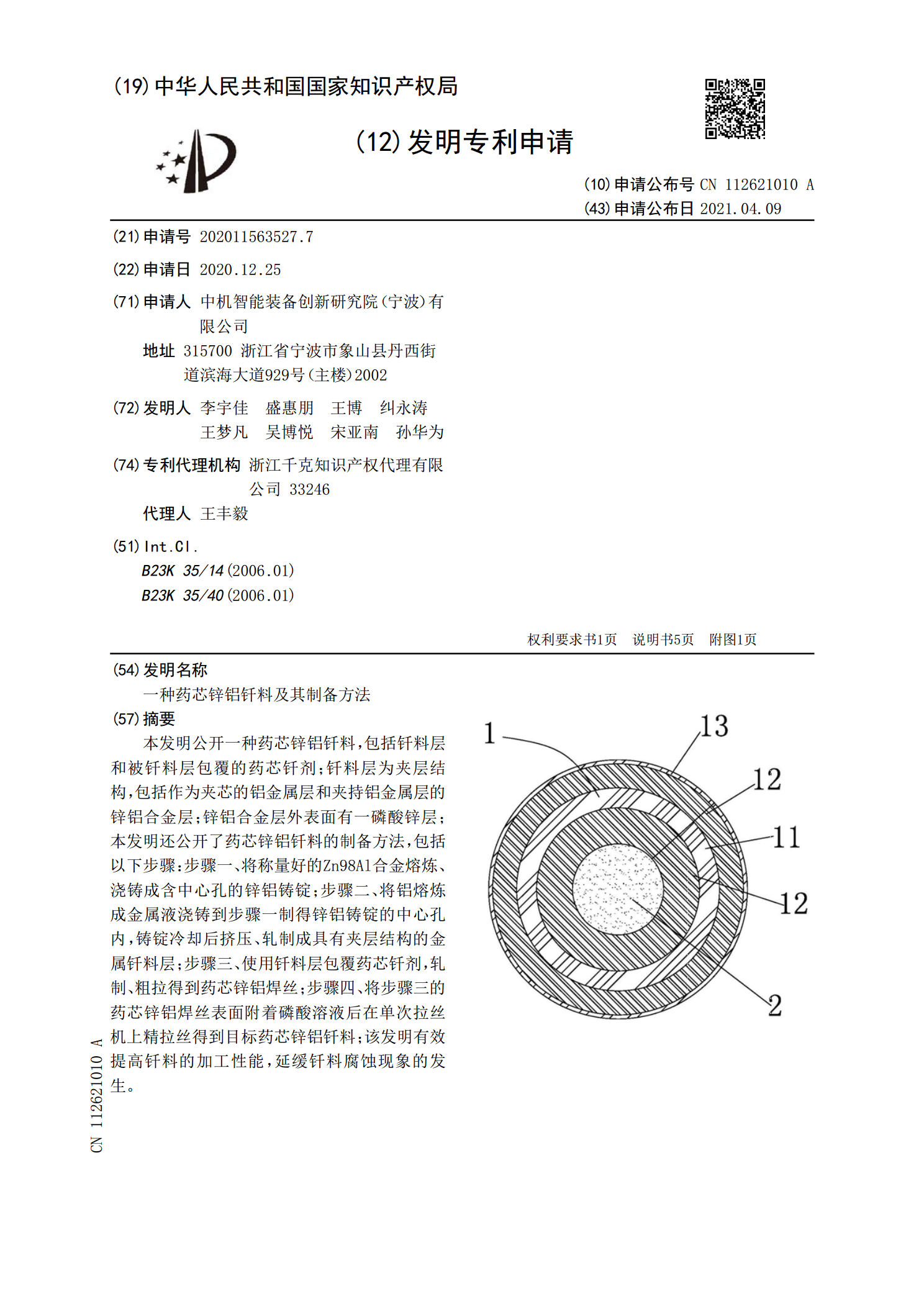
本发明公开一种药芯锌铝钎料,包括钎料层和被钎料层包覆的药芯钎剂;钎料层为夹层结构,包括作为夹芯的铝金属层和夹持铝金属层的锌铝合金层;锌铝合金层外表面有一磷酸锌层;本发明还公开了药芯锌铝钎料的制备方法,包括以下步骤:步骤一、将称量好的Zn98Al合金熔炼、浇铸成含中心孔的锌铝铸锭;步骤二、将铝熔炼成金属液浇铸到步骤一制得锌铝铸锭的中心孔内,铸锭冷却后挤压、轧制成具有夹层结构的金属钎料层;步骤三、使用钎料层包覆药芯钎剂,轧制、粗拉得到药芯锌铝焊丝;步骤四、将步骤三的药芯锌铝焊丝表面附着磷酸溶液后在单次拉丝机上
无镀铜无缝药芯焊丝用涂料、制备方法、涂覆工艺.pdf
本发明公开了无镀铜无缝药芯焊丝用涂料、制备方法、涂覆工艺,涂料包括如下组分:低结晶态的聚乙烯醇缩甲醛30~40份,DW水性聚合物活性溶液10~20份,丙酮溶液20~30份,蒸馏水70~80份,分散剂3~4份,阻燃剂2~4份,纳米镍粉1~2份。该涂料的制备方法为先向DW水性聚合物活性溶液中加入蒸馏水和丙酮溶液于55~65℃下搅拌均匀;再将低结晶态的聚乙烯醇缩甲醛加入到丙酮溶液中并充分搅拌,加入阻燃剂于55~60℃下高速搅拌均匀;将两种溶液混合,向混合液中加入分散剂,然后加入蒸馏水调节浓度,之后再加入纳米镍粉

无缝药芯焊丝在线焊合生产设备.pdf
本发明涉及药芯焊丝制造领域,尤其涉及制造无缝药芯焊丝时用的焊合设备。为解决现有无缝药芯焊丝生产设备生产无缝药芯焊丝时存在的材料浪费、合格率低的问题,本发明提供一种无缝药芯焊丝在线焊合生产设备,其包括设置有多个成型辊的轧机,在位于焊合位置两侧的两个成型辊之间设置有至少两个包括水平滚轮组和竖直滚轮组的焊丝稳定装置,水平滚轮组包括中心轴线均呈纵向设置的两个水平滚轮,水平滚轮上设置有水平定位槽;竖直滚轮组包括中心轴线呈水平设置并相互平行的两个竖直滚轮,竖直滚轮上设置有竖直定位槽;分别对焊丝进行水平和竖直定位。该无