
一种内高颈异形风电法兰数控辗环机精辗成形工艺.pdf

努力****弘毅

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种内高颈异形风电法兰数控辗环机精辗成形工艺.pdf
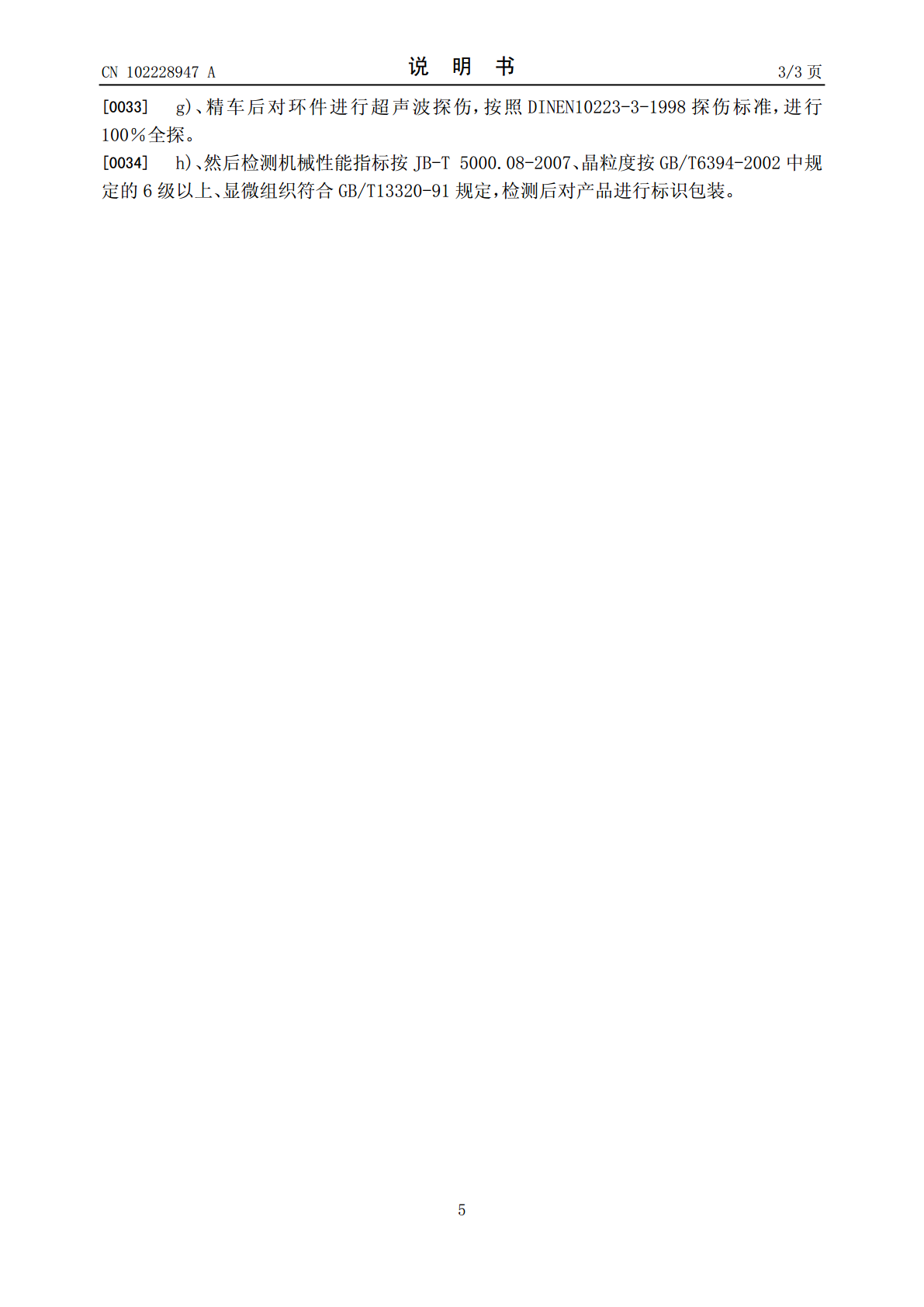
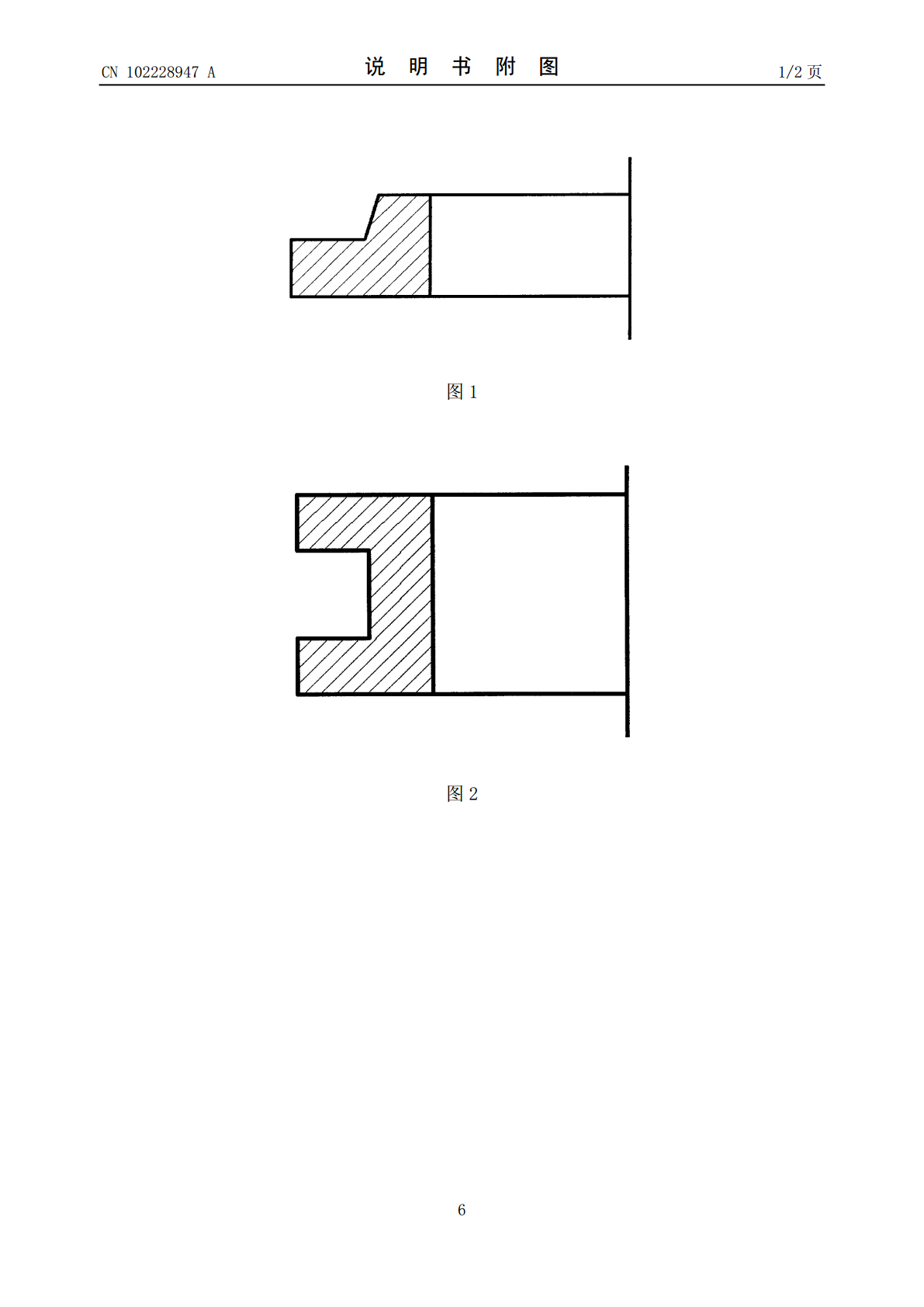
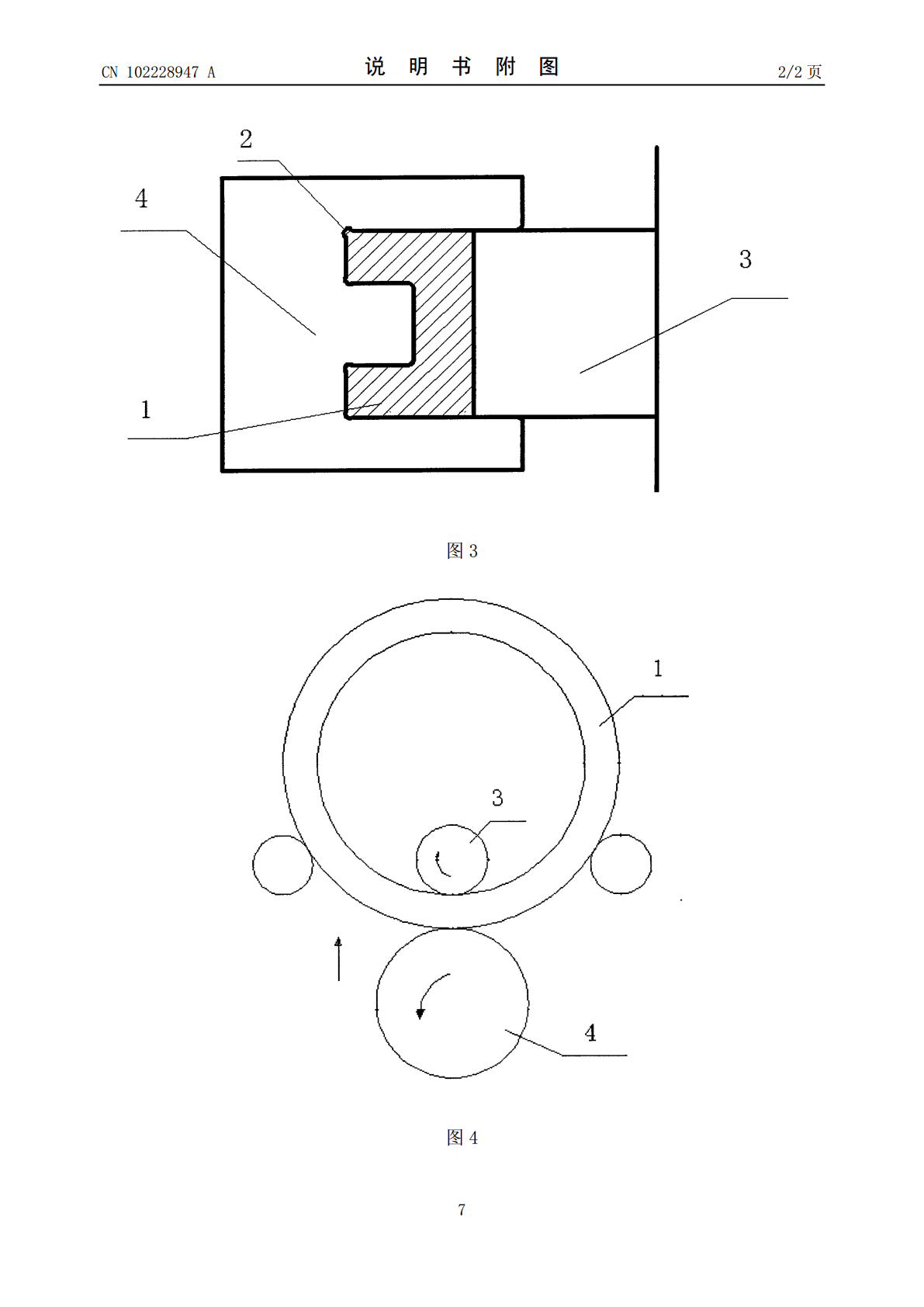
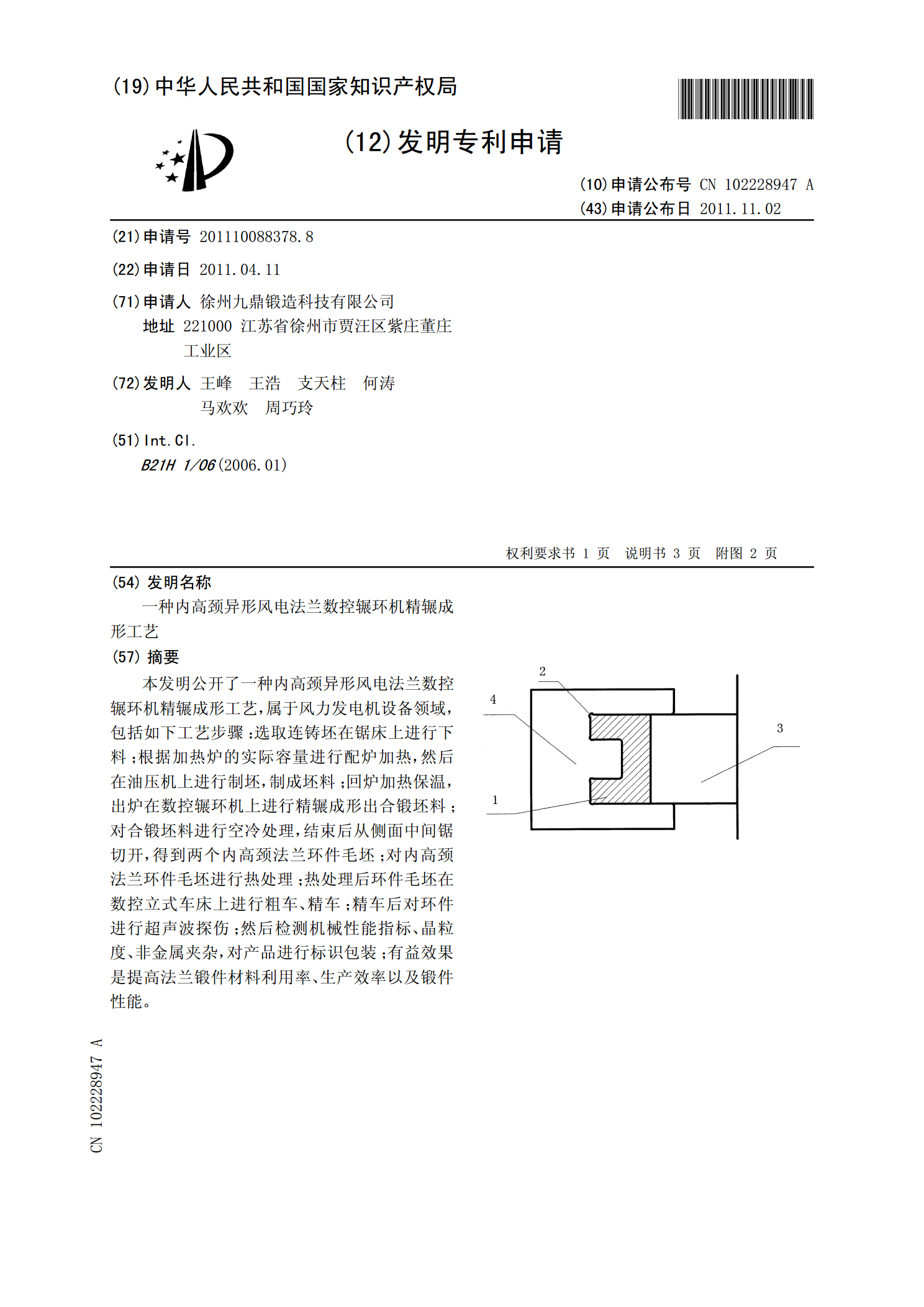
本发明公开了一种内高颈异形风电法兰数控辗环机精辗成形工艺,属于风力发电机设备领域,包括如下工艺步骤:选取连铸坯在锯床上进行下料;根据加热炉的实际容量进行配炉加热,然后在油压机上进行制坯,制成坯料;回炉加热保温,出炉在数控辗环机上进行精辗成形出合锻坯料;对合锻坯料进行空冷处理,结束后从侧面中间锯切开,得到两个内高颈法兰环件毛坯;对内高颈法兰环件毛坯进行热处理;热处理后环件毛坯在数控立式车床上进行粗车、精车;精车后对环件进行超声波探伤;然后检测机械性能指标、晶粒度、非金属夹杂,对产品进行标识包装;有益效果是提
一种异形风电法兰的辗环装置.pdf
发明公开了一种异形风电法兰的辗环装置,包括底座、垂直转动设置于所述底座上芯轴机构、沿着水平方向滑动设置于所述芯轴机构一侧的辗环组件、沿着水平方向滑动设置于所述芯轴机构另一侧的夹环组件,所述芯轴机构包括沿着铅锤方向滑动设置于所述底座上的安装座、转动设置于所述安装座上的碾环芯轴,所述安装座上设置有驱动所述碾环芯轴转动的驱动电机,所述碾环芯轴包括位于下部的呈圆柱形的第一芯轴段、连接于所述第一芯轴段上方的第二芯轴段,所述第二芯轴段为异形圆柱体,且所述第二芯轴段的外轮廓尺寸大于所述第一芯轴段的外轮廓尺寸。
一种球面滚子辗压成形工艺及其辗压装置.pdf
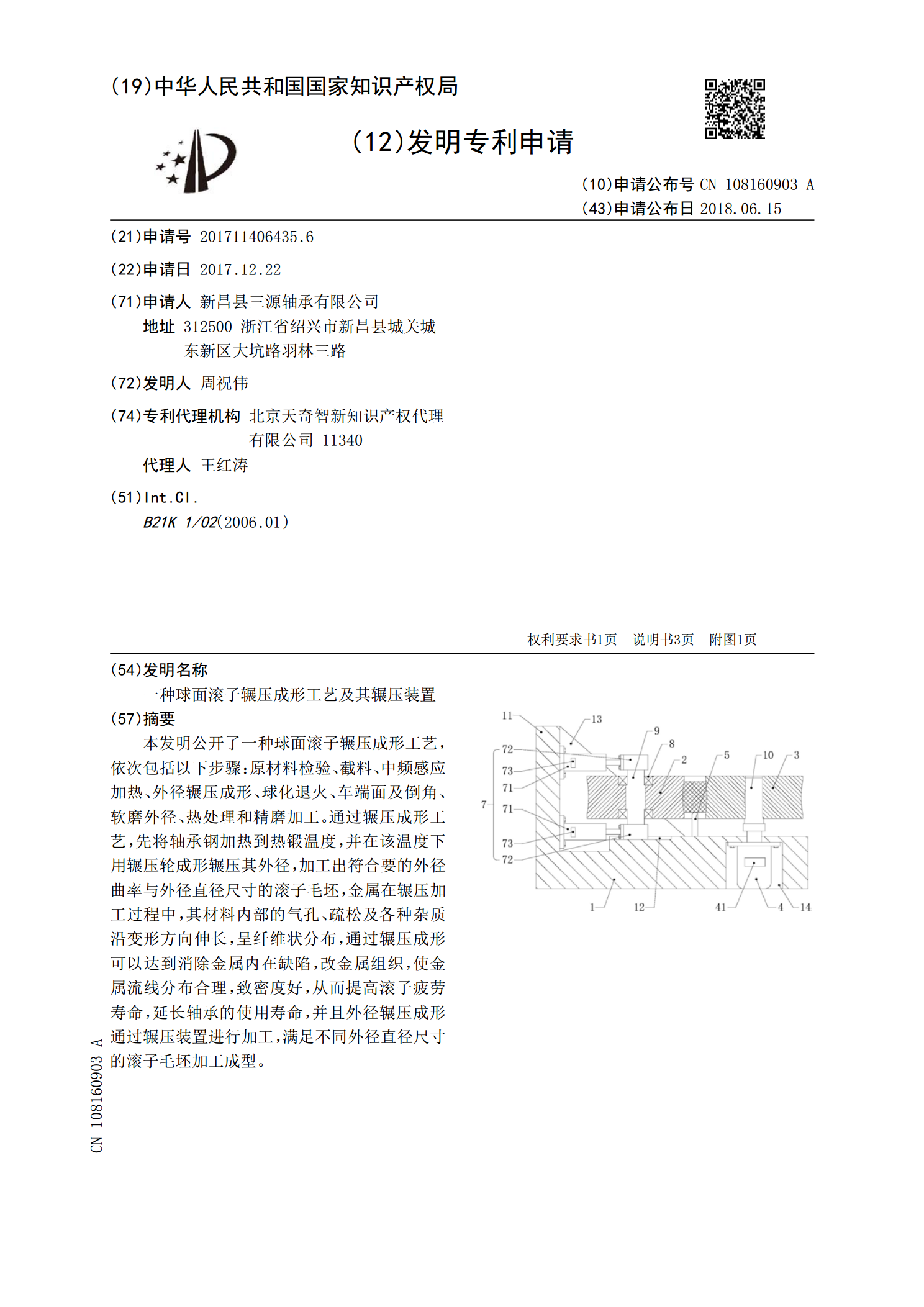
本发明公开了一种球面滚子辗压成形工艺,依次包括以下步骤:原材料检验、截料、中频感应加热、外径辗压成形、球化退火、车端面及倒角、软磨外径、热处理和精磨加工。通过辗压成形工艺,先将轴承钢加热到热锻温度,并在该温度下用辗压轮成形辗压其外径,加工出符合要的外径曲率与外径直径尺寸的滚子毛坯,金属在辗压加工过程中,其材料内部的气孔、疏松及各种杂质沿变形方向伸长,呈纤维状分布,通过辗压成形可以达到消除金属内在缺陷,改金属组织,使金属流线分布合理,致密度好,从而提高滚子疲劳寿命,延长轴承的使用寿命,并且外径辗压成形通过辗
三片式法兰球阀阀盖辗扩锻造成形工艺.pdf
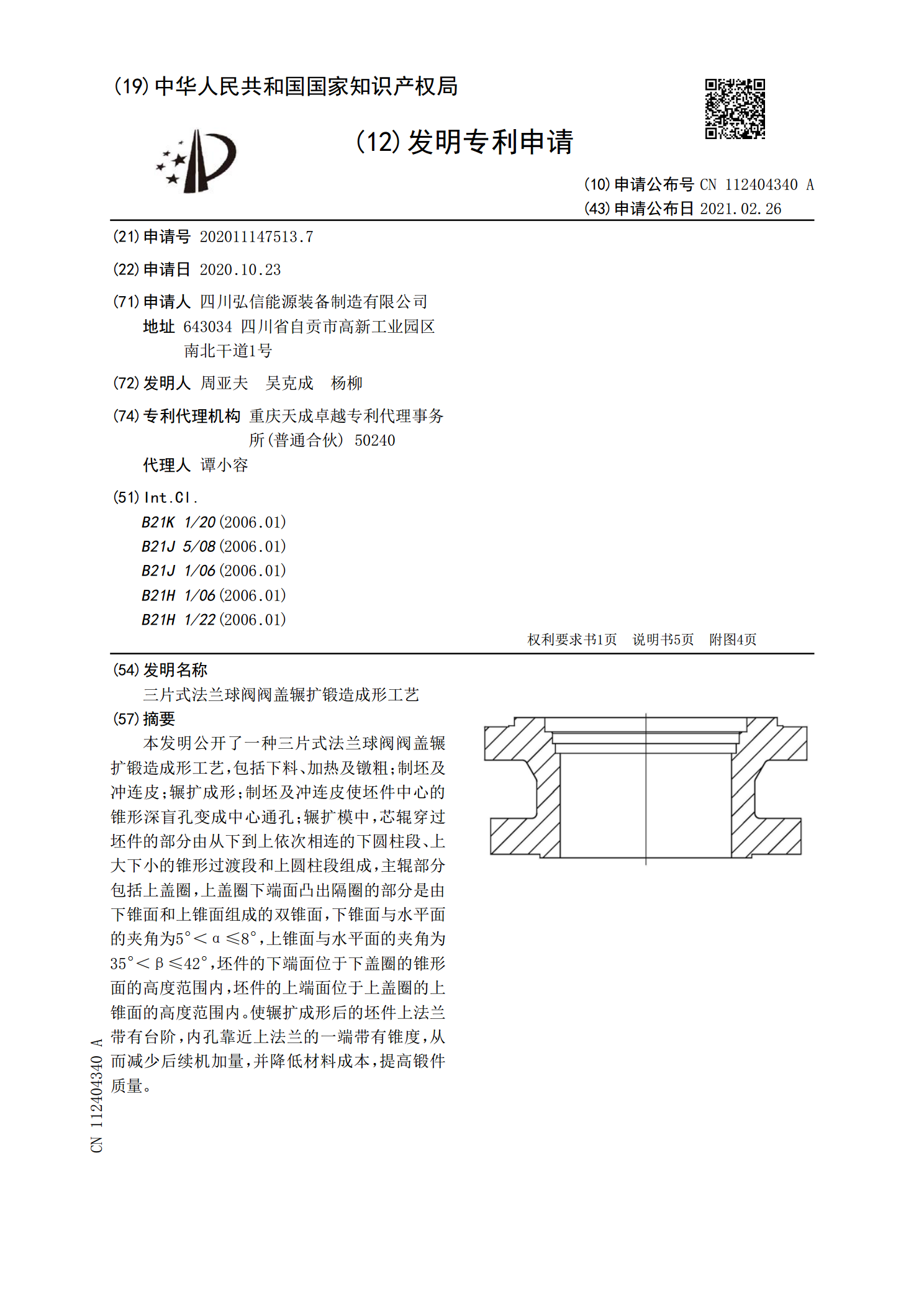
本发明公开了一种三片式法兰球阀阀盖辗扩锻造成形工艺,包括下料、加热及镦粗;制坯及冲连皮;辗扩成形;制坯及冲连皮使坯件中心的锥形深盲孔变成中心通孔;辗扩模中,芯辊穿过坯件的部分由从下到上依次相连的下圆柱段、上大下小的锥形过渡段和上圆柱段组成,主辊部分包括上盖圈,上盖圈下端面凸出隔圈的部分是由下锥面和上锥面组成的双锥面,下锥面与水平面的夹角为5°<α≤8°,上锥面与水平面的夹角为35°<β≤42°,坯件的下端面位于下盖圈的锥形面的高度范围内,坯件的上端面位于上盖圈的上锥面的高度范围内。使辗扩成形后的坯件上法兰

异型辗环机.pdf
异型辗环机,包括芯轴、主动缸、主轧辊、从动轮、从动缸和框架。上述芯轴的端部通过螺栓与芯轴套连接。上述主轧辊与主动轮座体连接,主动轮座体上还安装有主动轮齿轮A和主动轮齿轮B,主动轮齿轮B与减速机的输出齿轮啮合,带动主动轮齿轮A,进而带动主轧辊转动。上述主轧辊可根据所加工产品的形状而设计。本发明特别适合加工对称或不对称的法兰盘,诸如:高径法兰、带凸台的环形产品、齿轮或球阀球体等。本发明具有结构紧凑、节能环保、上料和下料方便、节约原料、降低劳动强度和产品质量及生产效率高的特点。