
一种AOD炉.pdf

雨巷****彦峰

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种AOD炉.pdf
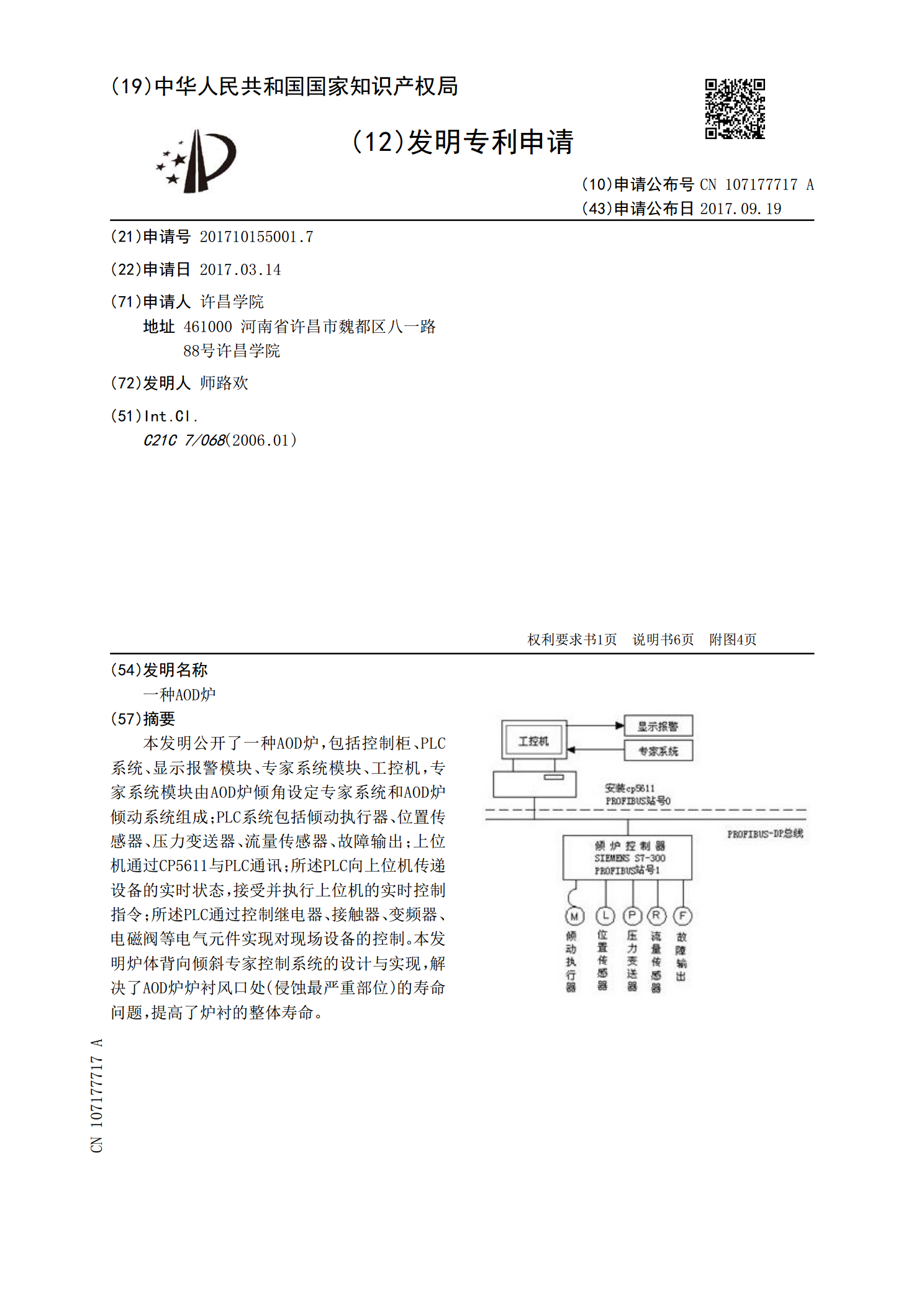
本发明公开了一种AOD炉,包括控制柜、PLC系统、显示报警模块、专家系统模块、工控机,专家系统模块由AOD炉倾角设定专家系统和AOD炉倾动系统组成;PLC系统包括倾动执行器、位置传感器、压力变送器、流量传感器、故障输出;上位机通过CP5611与PLC通讯;所述PLC向上位机传递设备的实时状态,接受并执行上位机的实时控制指令;所述PLC通过控制继电器、接触器、变频器、电磁阀等电气元件实现对现场设备的控制。本发明炉体背向倾斜专家控制系统的设计与实现,解决了AOD炉炉衬风口处(侵蚀最严重部位)的寿命问题,提高了
一种AOD炉.pdf
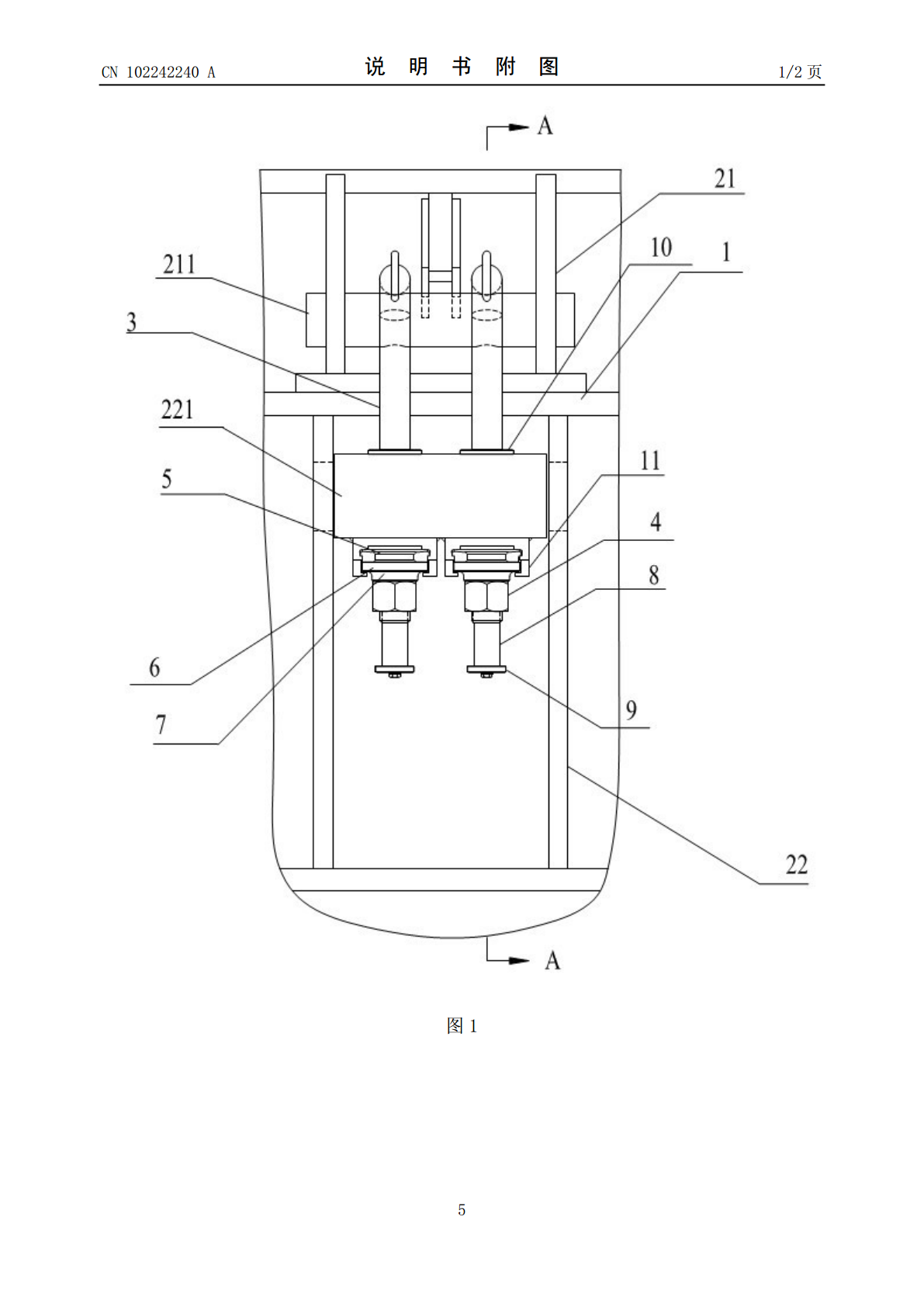
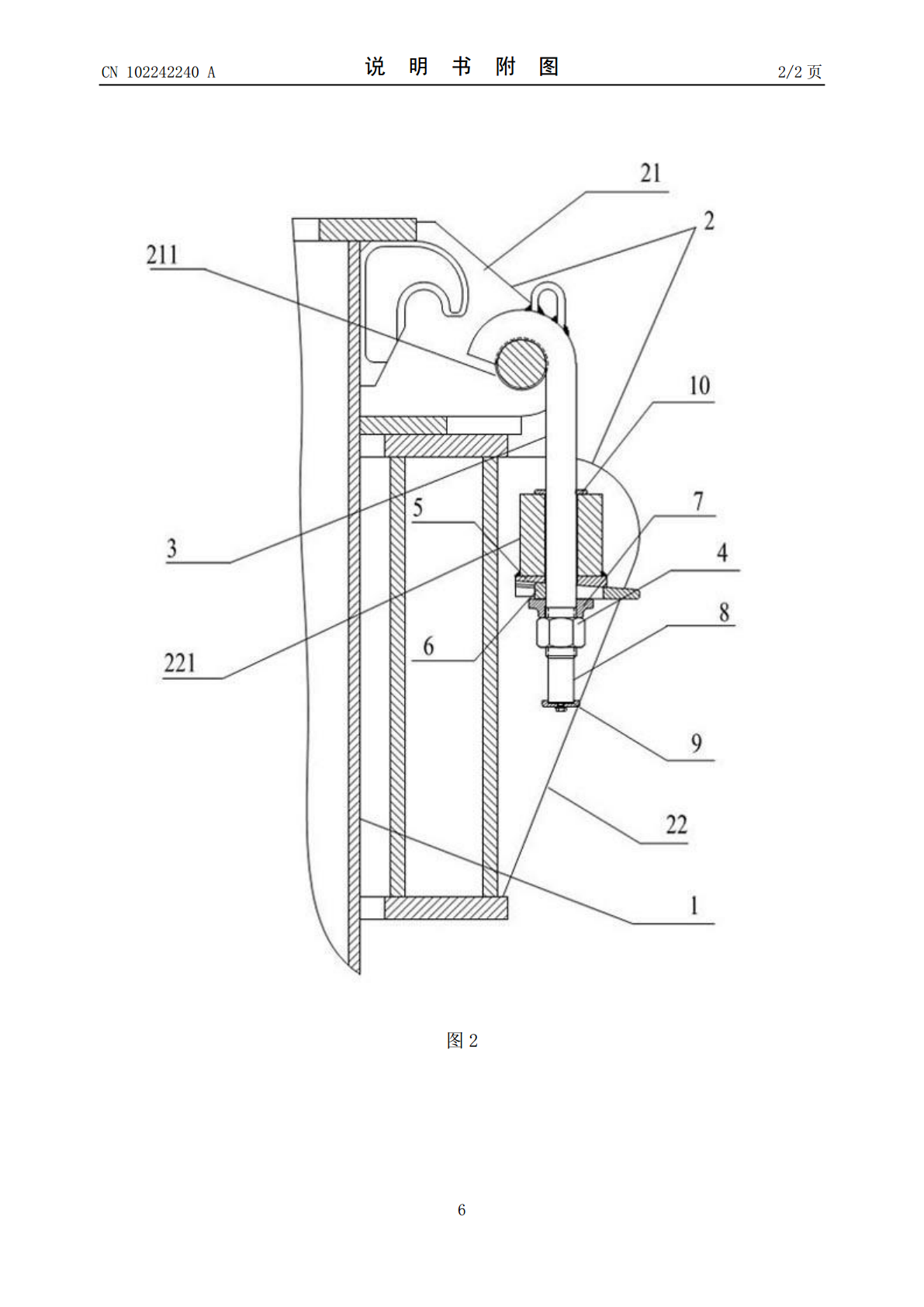
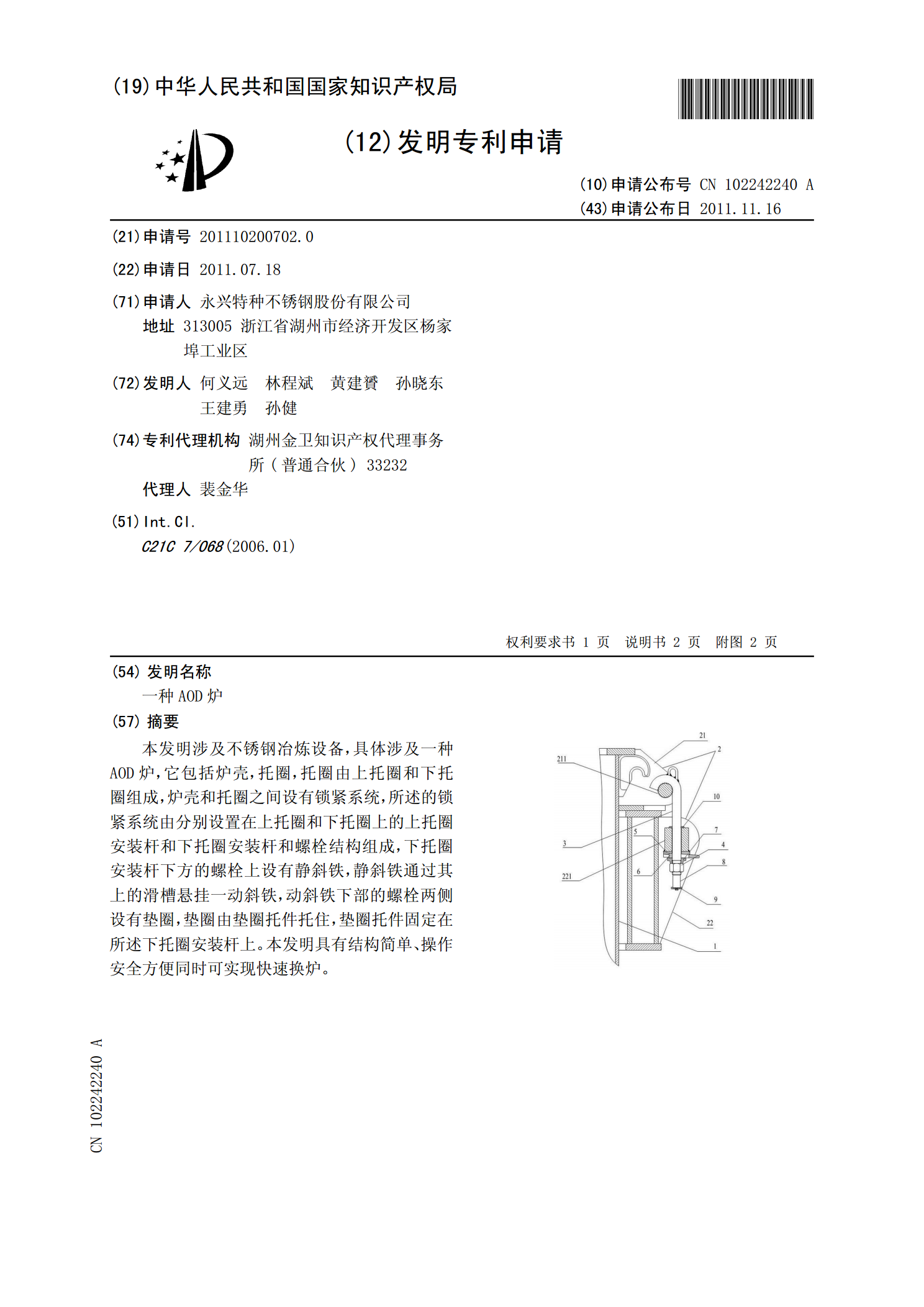
本发明涉及不锈钢冶炼设备,具体涉及一种AOD炉,它包括炉壳,托圈,托圈由上托圈和下托圈组成,炉壳和托圈之间设有锁紧系统,所述的锁紧系统由分别设置在上托圈和下托圈上的上托圈安装杆和下托圈安装杆和螺栓结构组成,下托圈安装杆下方的螺栓上设有静斜铁,静斜铁通过其上的滑槽悬挂一动斜铁,动斜铁下部的螺栓两侧设有垫圈,垫圈由垫圈托件托住,垫圈托件固定在所述下托圈安装杆上。本发明具有结构简单、操作安全方便同时可实现快速换炉。
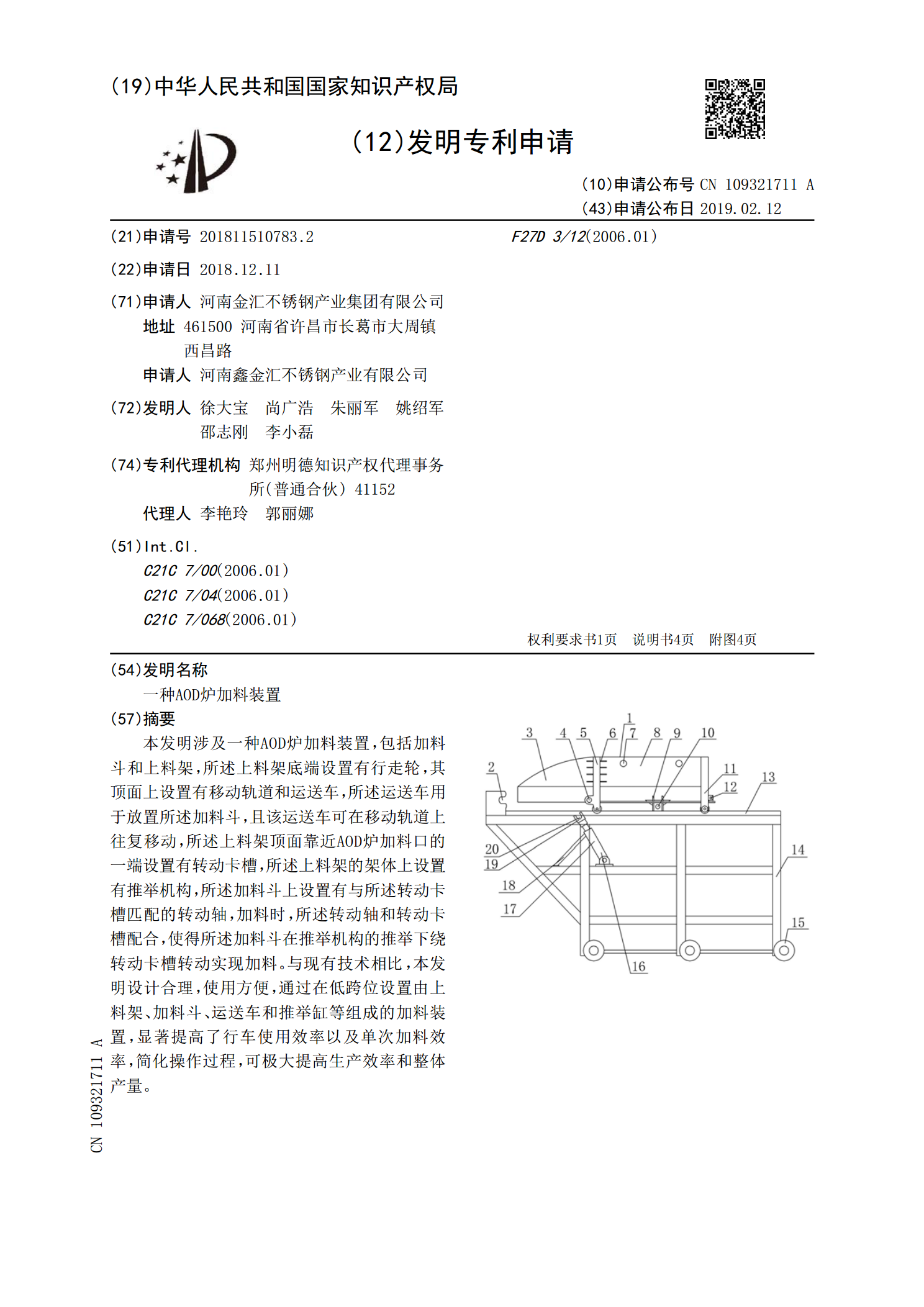
一种AOD炉加料装置.pdf
本发明涉及一种AOD炉加料装置,包括加料斗和上料架,所述上料架底端设置有行走轮,其顶面上设置有移动轨道和运送车,所述运送车用于放置所述加料斗,且该运送车可在移动轨道上往复移动,所述上料架顶面靠近AOD炉加料口的一端设置有转动卡槽,所述上料架的架体上设置有推举机构,所述加料斗上设置有与所述转动卡槽匹配的转动轴,加料时,所述转动轴和转动卡槽配合,使得所述加料斗在推举机构的推举下绕转动卡槽转动实现加料。与现有技术相比,本发明设计合理,使用方便,通过在低跨位设置由上料架、加料斗、运送车和推举缸等组成的加料装置,显
一种AOD炉炉渣护炉的方法.pdf
本发明公开了一种AOD炉炉渣护炉的方法,其方法工艺为:(1)所述AOD冶炼过程中,出钢完毕后在AOD炉的迎钢面撒入补炉料,然后吹入氧气利用炉衬余热进行烧结,使迎钢面耐材表面粘附烧结颗粒;(2)所述AOD冶炼过程中,脱碳期的炉渣二元碱度控制在2.5~3.5,渣中Cr
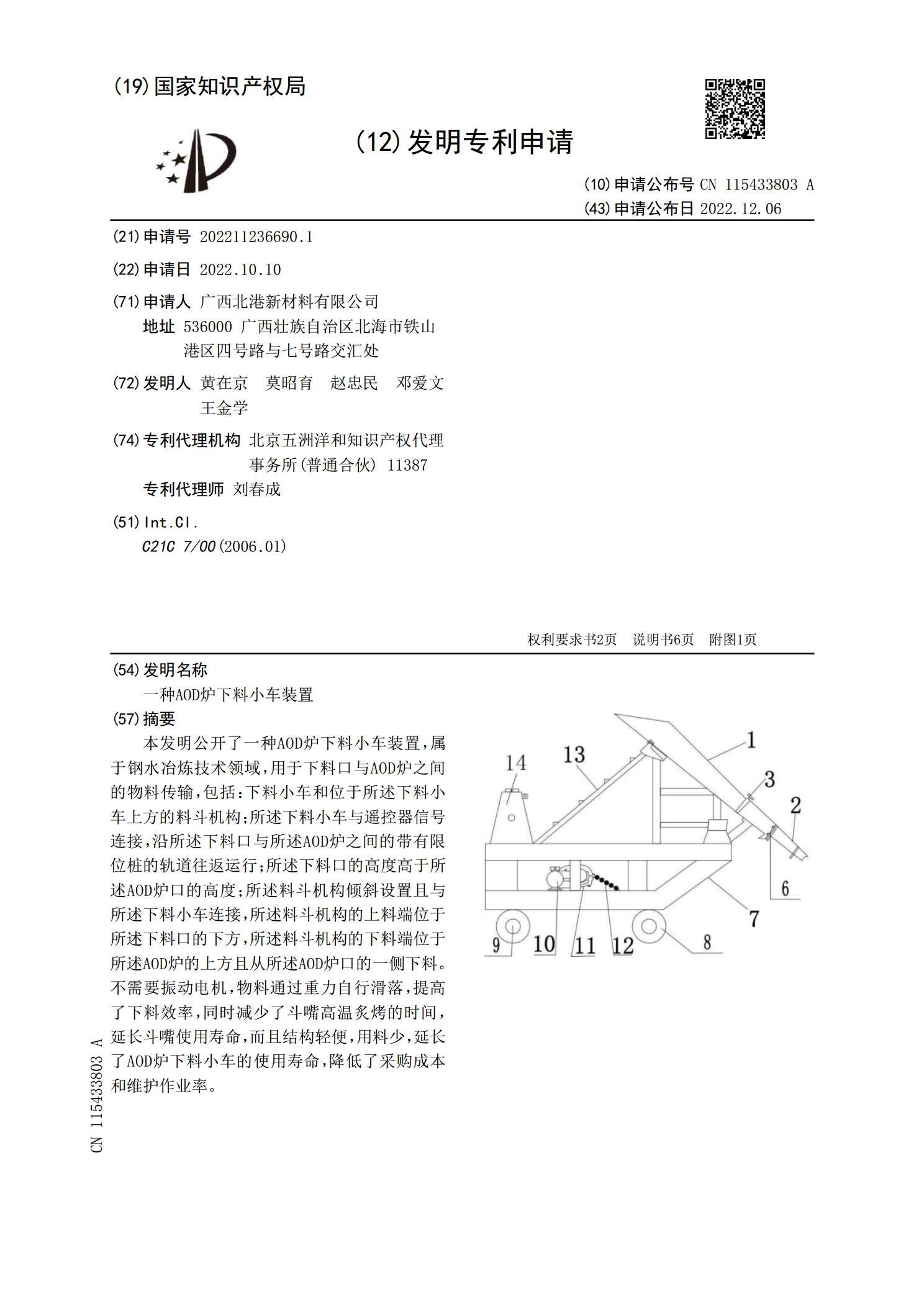
一种AOD炉下料小车装置.pdf
本发明公开了一种AOD炉下料小车装置,属于钢水冶炼技术领域,用于下料口与AOD炉之间的物料传输,包括:下料小车和位于所述下料小车上方的料斗机构;所述下料小车与遥控器信号连接,沿所述下料口与所述AOD炉之间的带有限位桩的轨道往返运行;所述下料口的高度高于所述AOD炉口的高度;所述料斗机构倾斜设置且与所述下料小车连接,所述料斗机构的上料端位于所述下料口的下方,所述料斗机构的下料端位于所述AOD炉的上方且从所述AOD炉口的一侧下料。不需要振动电机,物料通过重力自行滑落,提高了下料效率,同时减少了斗嘴高温炙烤的时