
一种生产3005铝塑带材坯料的连续铸轧工艺.pdf

宛菡****魔王


1/10
2/10

3/10

4/10

5/10
6/10
7/10

8/10

9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种生产3005铝塑带材坯料的连续铸轧工艺.pdf
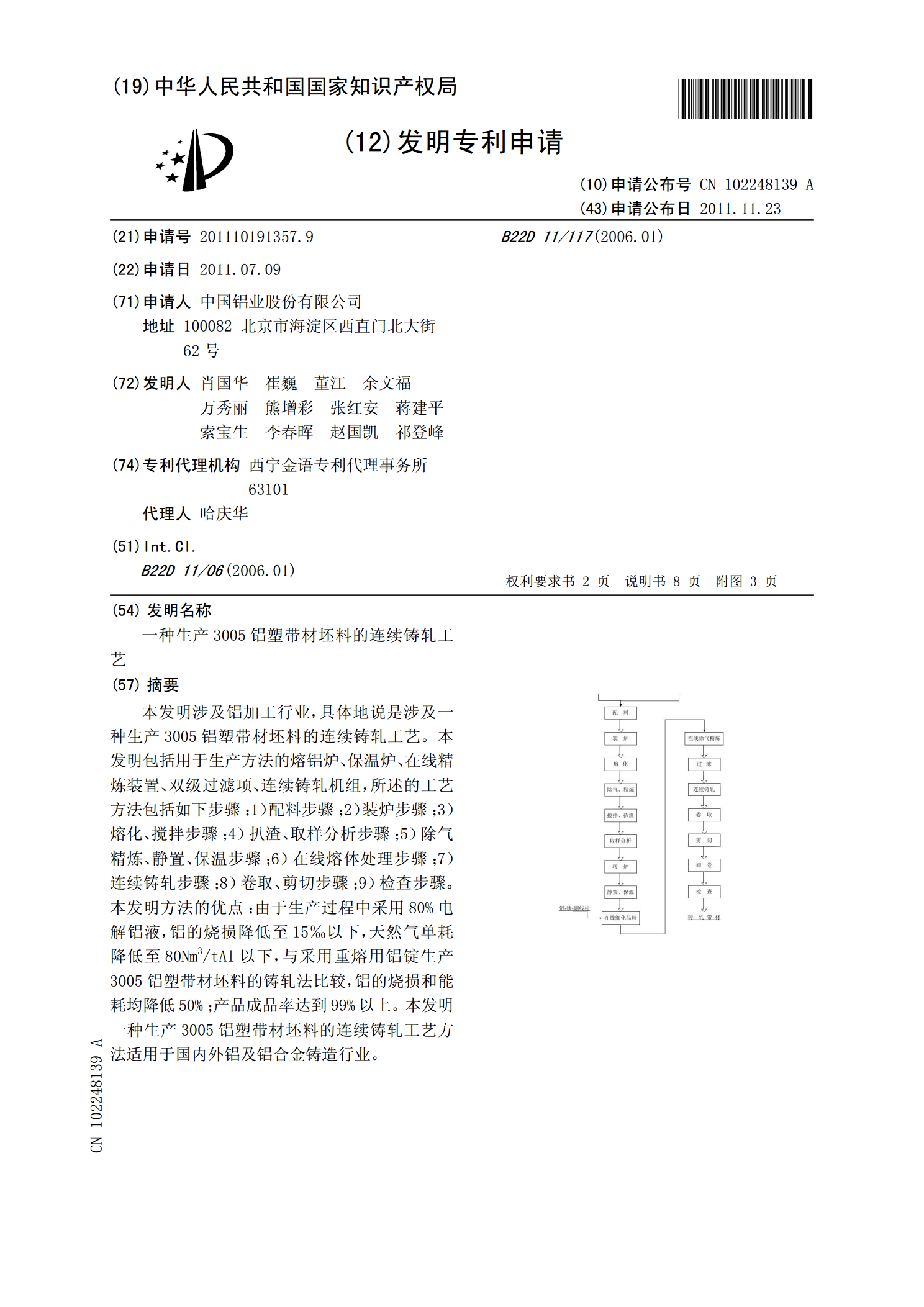
本发明涉及铝加工行业,具体地说是涉及一种生产3005铝塑带材坯料的连续铸轧工艺。本发明包括用于生产方法的熔铝炉、保温炉、在线精炼装置、双级过滤项、连续铸轧机组,所述的工艺方法包括如下步骤:1)配料步骤;2)装炉步骤;3)熔化、搅拌步骤;4)扒渣、取样分析步骤;5)除气精炼、静置、保温步骤;6)在线熔体处理步骤;7)连续铸轧步骤;8)卷取、剪切步骤;9)检查步骤。本发明方法的优点:由于生产过程中采用80%电解铝液,铝的烧损降低至15‰以下,天然气单耗降低至80Nm3/tAl以下,与采用重熔用铝锭生产3005
一种生产5005铝塑带材坯料的连续铸轧工艺.pdf
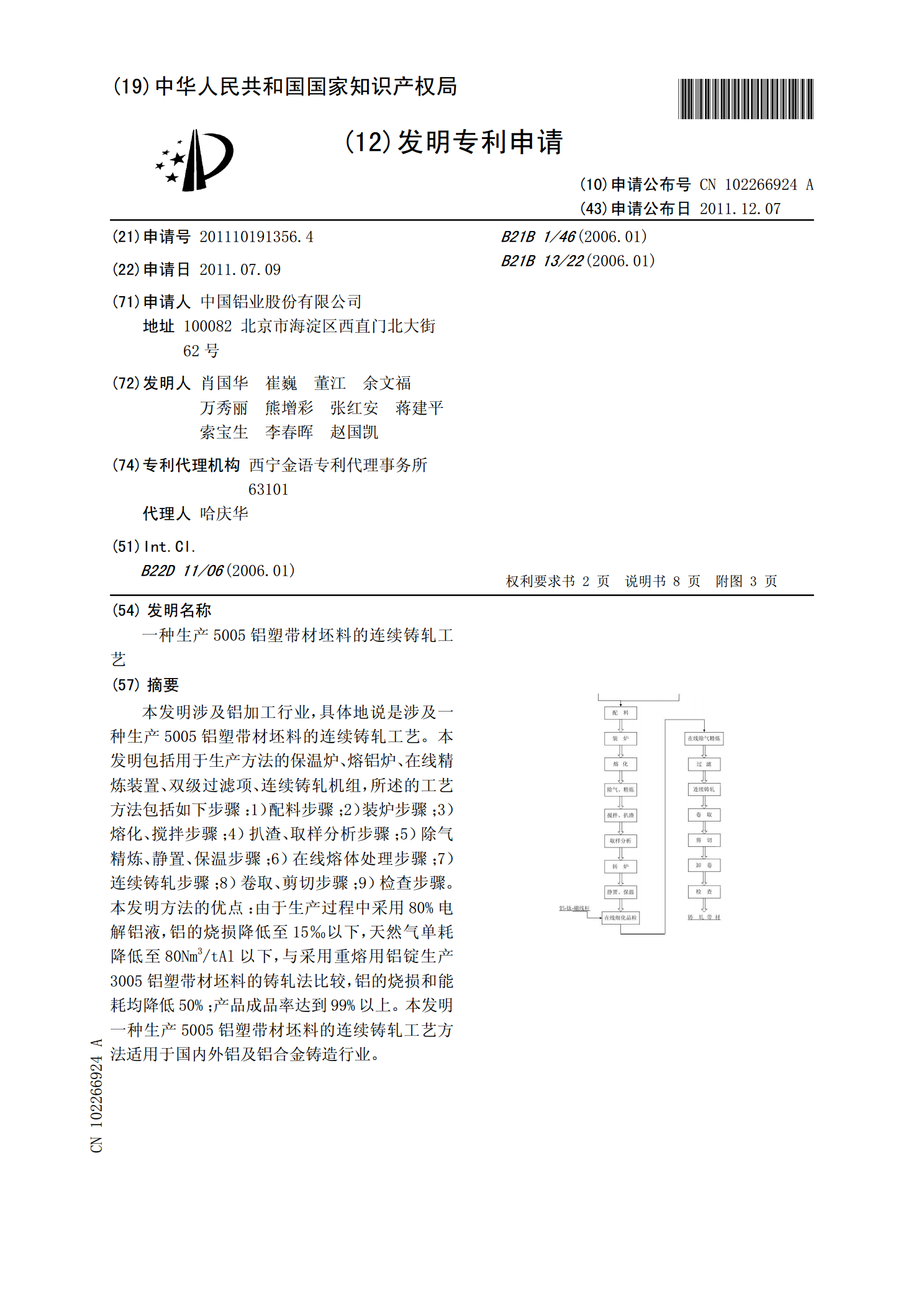
本发明涉及铝加工行业,具体地说是涉及一种生产5005铝塑带材坯料的连续铸轧工艺。本发明包括用于生产方法的保温炉、熔铝炉、在线精炼装置、双级过滤项、连续铸轧机组,所述的工艺方法包括如下步骤:1)配料步骤;2)装炉步骤;3)熔化、搅拌步骤;4)扒渣、取样分析步骤;5)除气精炼、静置、保温步骤;6)在线熔体处理步骤;7)连续铸轧步骤;8)卷取、剪切步骤;9)检查步骤。本发明方法的优点:由于生产过程中采用80%电解铝液,铝的烧损降低至15‰以下,天然气单耗降低至80Nm3/tAl以下,与采用重熔用铝锭生产3005

铝罐板带材连续铸轧工艺的新进展.docx
铝罐板带材连续铸轧工艺的新进展铝罐板带材连续铸轧工艺的新进展摘要随着工业的快速发展,特别是包装领域的需求不断增长,铝罐板带材的制备工艺也得到了广泛的关注。连续铸轧工艺作为一种高效、节能的材料制备工艺,具有很大的潜力。本文对铝罐板带材连续铸轧工艺的新进展进行了综述。首先介绍了连续铸轧工艺的基本原理和特点,然后重点论述了其在铝罐板带材制备中的应用。接着,分析了现有连续铸轧工艺的优势和不足之处。最后,展望了铝罐板带材连续铸轧工艺的未来发展方向。关键词:铝罐板;带材;连续铸轧;工艺引言铝罐板作为一种常见的包装材料
生产纯铝冲压坯料的铸轧生产工艺.pdf
本发明提供生产纯铝冲压坯料的铸轧生产工艺,涉及合金加工技术领域。涉及生产纯铝冲压坯料的铸轧生产工艺,主要包括对铝锭和合金材料的熔炼—合金化—精炼—静置、保温—在线净化、过滤—铸轧—冷轧—重卷切边—冷轧—成品退火。采用本发明的技术方案,主要采用熔炼、炉内精炼、在线处理、连续铸轧、冷轧、退火的加工方式,整个生产流程短,加工成本低;加工成的O态坯料,抗拉强度及延伸率等性能良好,其抗拉强度≥80mpa,断后延伸率≥35%,产品90°折弯无裂纹,满足一般冲压产品的使用要求。
一种连续铸轧的铝铝冶金结合复合板带的生产工艺及设备.pdf
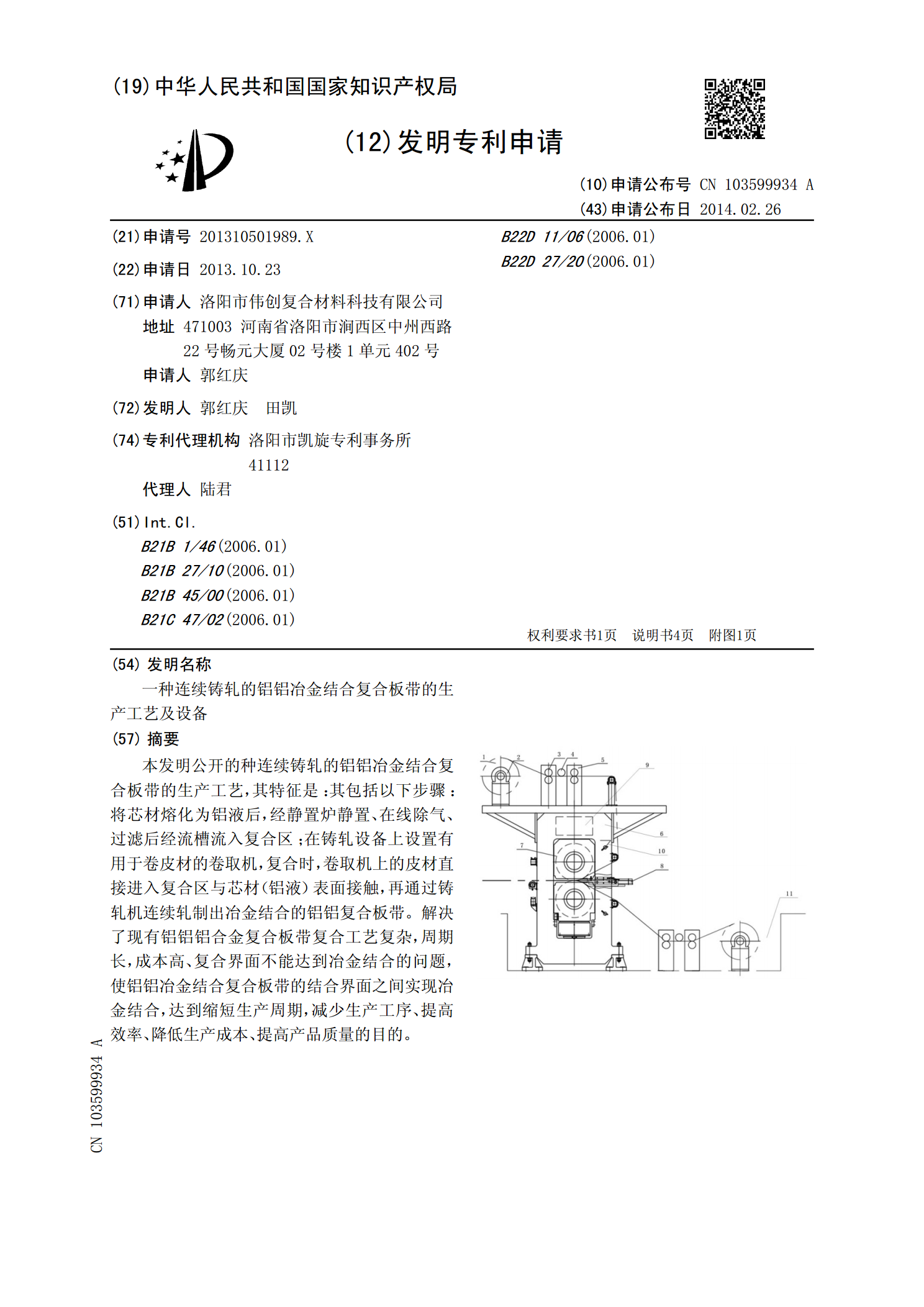
本发明公开的种连续铸轧的铝铝冶金结合复合板带的生产工艺,其特征是:其包括以下步骤:将芯材熔化为铝液后,经静置炉静置、在线除气、过滤后经流槽流入复合区;在铸轧设备上设置有用于卷皮材的卷取机,复合时,卷取机上的皮材直接进入复合区与芯材(铝液)表面接触,再通过铸轧机连续轧制出冶金结合的铝铝复合板带。解决了现有铝铝铝合金复合板带复合工艺复杂,周期长,成本高、复合界面不能达到冶金结合的问题,使铝铝冶金结合复合板带的结合界面之间实现冶金结合,达到缩短生产周期,减少生产工序、提高效率、降低生产成本、提高产品质量的目的。