
一种大型铸件生产方法.pdf

书生****写意

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种大型铸件生产方法.pdf
本发明公开了一种大型铸件生产方法,属铸造领域。主要适用于配重等机械性能要求不高的大型灰铸铁件。将表面清洁无油污铁锈的低碳钢条和表面无油污无夹渣的生铁锭及回炉料置于铸型内部;然后将熔炼后的铁液浇入放置有钢条和生铁锭、回炉料的铸型中;钢条、生铁锭、回炉料在高温铁液的作用下熔化,同时使铸件在激冷下凝固,形成冶金结合,最终获得合格铸件。优点是,能充分提高铸件工艺出品率,降低能源消耗,缩短大型铸件的凝固时间,有效提高生产效率。
一种大型铸件生产的熔炼方法.pdf
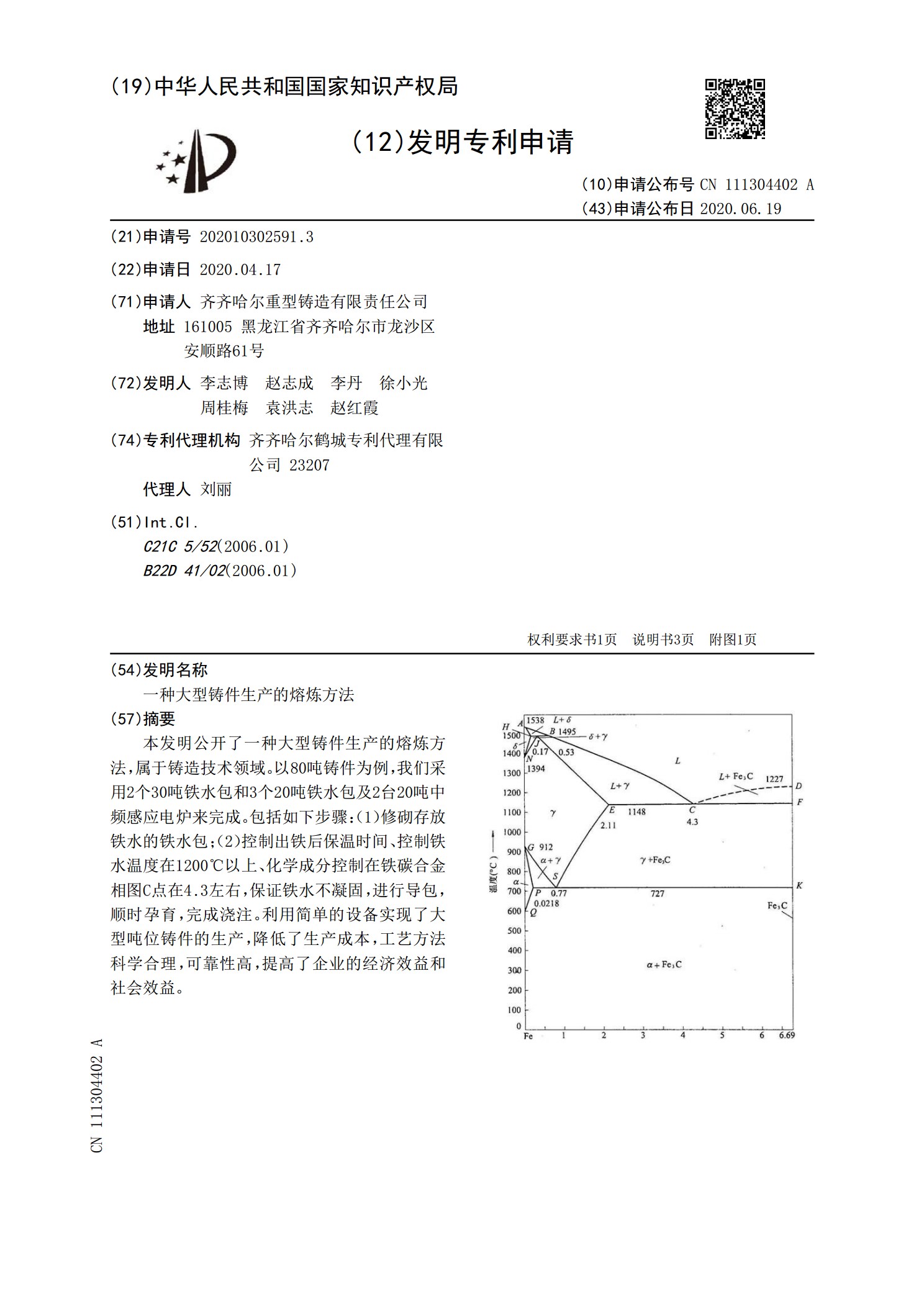
本发明公开了一种大型铸件生产的熔炼方法,属于铸造技术领域。以80吨铸件为例,我们采用2个30吨铁水包和3个20吨铁水包及2台20吨中频感应电炉来完成。包括如下步骤:(1)修砌存放铁水的铁水包;(2)控制出铁后保温时间、控制铁水温度在1200℃以上、化学成分控制在铁碳合金相图C点在4.3左右,保证铁水不凝固,进行导包,顺时孕育,完成浇注。利用简单的设备实现了大型吨位铸件的生产,降低了生产成本,工艺方法科学合理,可靠性高,提高了企业的经济效益和社会效益。
一种大型铸件的铸造方法.pdf
本发明涉及一种大型铸件的铸造方法,包括以下步骤:(1)制作上模和下模;(2)制作上砂芯和下砂芯;(3)合型后形成铸模,将铸模用砂箱套住,砂箱设置密封板;(4)将金属液转移到保温坩埚内,炉体和炉盖通过机械卡环锁紧密封;砂箱密封板设有抽气口,将砂箱和密封板锁紧;将铸模型腔抽真空,向炉体内充入压缩气体,使金属液充入铸型内;(5)浇注完成后保持上下压差一段时间,待铸件流道凝固后,炉体内泄压到常压状态,砂箱恢复到常压状态,打开砂箱密封板,取出铸模。本发明采用真空吸铸浇注方式,能减少产生气孔或缩松现象。铸模型腔内抽真
一种大型铸件的铸造方法.pdf
本发明涉及一种大型铸件的铸造方法,包括以下步骤:(1)制作上模和下模;(2)制作上砂芯和下砂芯;(3)合型后形成铸模,将铸模用砂箱套住,砂箱设置密封板;(4)将金属液转移到保温坩埚内,炉体和炉盖通过机械卡环锁紧密封;砂箱密封板设有抽气口,将砂箱和密封板锁紧;将铸模型腔抽真空,向炉体内充入压缩气体,使金属液充入铸型内;(5)浇注完成后保持上下压差一段时间,待铸件流道凝固后,炉体内泄压到常压状态,砂箱恢复到常压状态,打开砂箱密封板,取出铸模。本发明采用真空吸铸浇注方式,能减少产生气孔或缩松现象。铸模型腔内抽真
锆及锆合金大型铸件的生产方法.pdf
本发明涉及一种锆及锆合金大型铸件的生产方法。用于活泼有色金属铸造工艺方法有机加工石墨型铸造和熔模精密铸造。目前还没有适用于锆及锆合金大型铸件的铸造工艺方法的相关报道。本发明目的是研制一种高质量锆及锆合金大型铸件的生产方法;步骤:(1)石墨铸型机械加工制备;(2)陶瓷层涂料配置;(3)涂料涂刷型芯表面;(4)固化和真空除气;(5)在真空自耗电极凝壳炉中熔炼浇注。用途和优点:适用于锆及锆合金铸造;适用于铸件重量超过500kg的大型锆及锆合金铸件;铸件表面无冷隔光洁度高,铸件污染层厚度小;工艺制作简单,原材料来